En esencia, un reactor farmacéutico es un recipiente cerrado y altamente controlado donde tienen lugar las reacciones químicas precisas necesarias para crear un ingrediente farmacéutico activo (API), el componente central de un medicamento. Es mucho más que un simple tanque de mezcla; es un sistema sofisticado diseñado para gestionar la temperatura, la presión y la mezcla con extrema precisión, garantizando que el producto final sea seguro y eficaz.
El desafío en la fabricación de medicamentos no es solo crear una molécula, sino crear la misma molécula exacta perfectamente, cada vez. Un reactor farmacéutico es la herramienta crítica que proporciona el entorno meticulosamente controlado necesario para lograr esta consistencia, pureza y seguridad a escala.

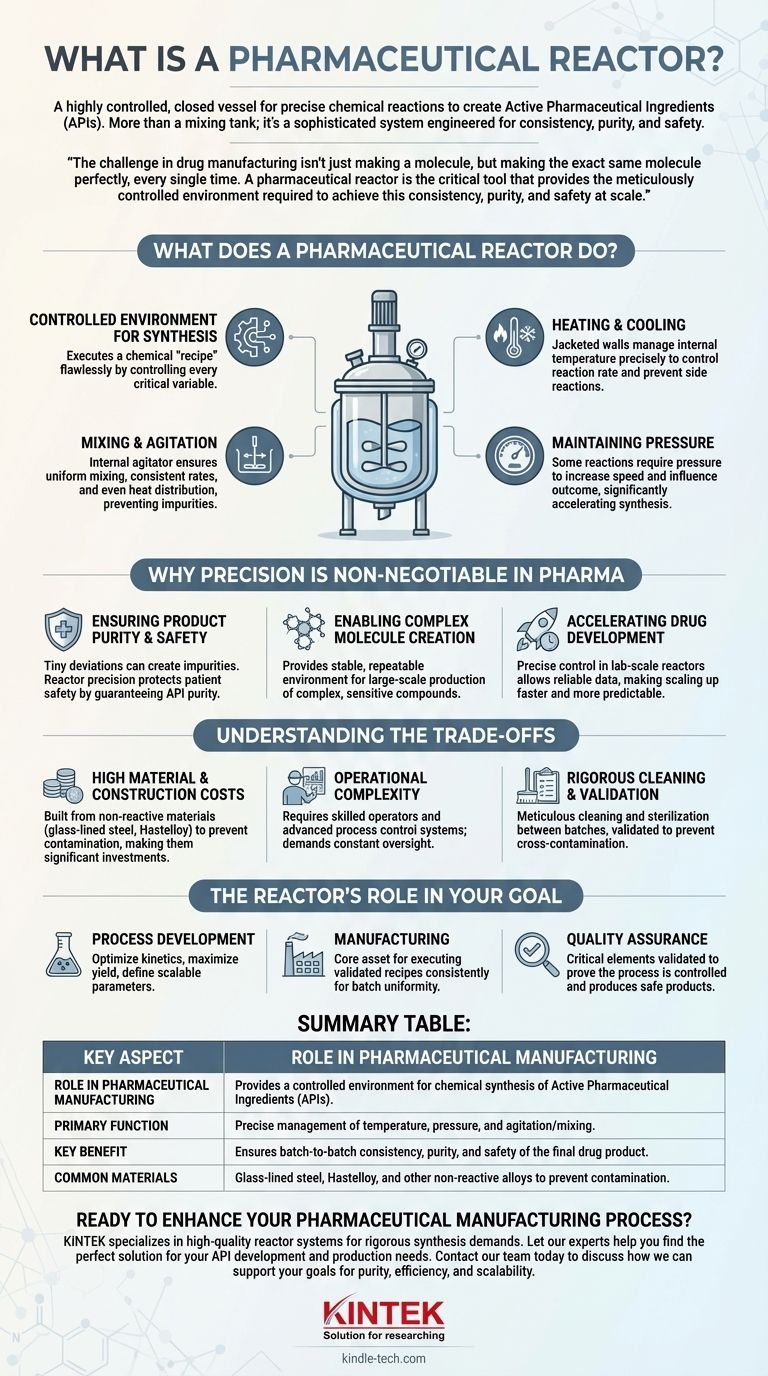
¿Qué hace realmente un reactor farmacéutico?
Un reactor sirve como el corazón del proceso de síntesis química. Su diseño permite a los operadores crear y mantener las condiciones ideales para que una reacción química específica se desarrolle de manera eficiente y predecible.
Un entorno controlado para la síntesis
Piense en un reactor no como un contenedor, sino como un entorno autónomo y programable. Su propósito es ejecutar una "receta" química sin fallos controlando cada variable crítica.
Funciones clave: Calentamiento y enfriamiento
Muchas reacciones químicas liberan calor (exotérmicas) o lo absorben (endotérmicas). Las paredes encamisadas de un reactor permiten que circule un fluido calefactor o refrigerante, gestionando con precisión la temperatura interna para prevenir reacciones secundarias no deseadas o asegurar que la reacción proceda a la velocidad óptima.
Mezcla y agitación
Un agitador interno es crucial. Asegura que todos los reactivos se mezclen uniformemente, lo que promueve tasas de reacción constantes y una distribución uniforme del calor. Sin una agitación adecuada, podrían formarse "puntos calientes", lo que provocaría impurezas y un producto de menor calidad.
Mantenimiento de la presión
Algunas reacciones se realizan mejor bajo presión para aumentar su velocidad e influir en el resultado. Los reactores de alta presión, como se señala en el desarrollo de fármacos, pueden acelerar significativamente la síntesis de moléculas complejas, reduciendo el tiempo desde el laboratorio hasta el mercado.
Por qué la precisión no es negociable en productos farmacéuticos
Aunque los reactores se utilizan en muchas industrias, las normas para las aplicaciones farmacéuticas son excepcionalmente altas. En este contexto, el trabajo principal del reactor es eliminar la variabilidad.
Garantizar la pureza y seguridad del producto
Incluso una pequeña desviación en la temperatura o la velocidad de agitación puede crear subproductos o impurezas no deseadas en el medicamento final. La precisión de un reactor de grado farmacéutico es una línea de defensa principal para proteger la seguridad del paciente al garantizar la pureza del API.
Habilitar la creación de moléculas complejas
Los medicamentos modernos suelen ser moléculas muy complejas que solo pueden sintetizarse bajo condiciones muy específicas. El reactor proporciona el entorno estable y repetible que hace posible la producción a gran escala de estos compuestos sensibles.
Acelerar el desarrollo de fármacos
Durante la investigación y el desarrollo, los científicos utilizan reactores a escala de laboratorio para probar y optimizar las condiciones de reacción. La capacidad de controlar estas variables con precisión permite obtener datos fiables y hace que la ampliación del proceso a la producción completa sea más predecible y rápida.
Comprender las compensaciones
La precisión exigida a los reactores farmacéuticos conlleva desafíos y consideraciones específicas. Son equipos altamente especializados, no artículos de consumo.
Altos costes de material y construcción
Para prevenir la contaminación y la corrosión, los reactores farmacéuticos se construyen con materiales no reactivos como acero vitrificado o aleaciones especializadas como Hastelloy. Esto, combinado con la ingeniería sofisticada, los convierte en una inversión de capital significativa.
Complejidad operativa
Estos sistemas requieren operadores cualificados y sistemas avanzados de control de procesos (PCS) para gestionar los parámetros de reacción. No son dispositivos de "configurar y olvidar"; son parte de un proceso de fabricación complejo y validado que exige una supervisión constante.
Limpieza y validación rigurosas
Entre lotes, un reactor debe limpiarse y esterilizarse meticulosamente para evitar cualquier contaminación cruzada. Este proceso de limpieza en sí mismo debe validarse para demostrar su eficacia, lo que añade tiempo y coste operativo al ciclo de producción general.
El papel del reactor en su objetivo
Cómo vea un reactor depende totalmente de su función dentro de la industria farmacéutica.
- Si su enfoque principal es el Desarrollo de Procesos: El reactor es su instrumento para optimizar la cinética de reacción, maximizar el rendimiento y definir los parámetros escalables para la producción.
- Si su enfoque principal es la Fabricación: El reactor es el activo de producción central para ejecutar recetas validadas de manera consistente para garantizar la uniformidad y eficiencia entre lotes.
- Si su enfoque principal es el Aseguramiento de la Calidad: El reactor y su sistema de control son elementos críticos que debe validar para demostrar que el proceso de fabricación está bajo control y es capaz de producir un producto seguro y puro.
En última instancia, el reactor transforma el potencial químico en medicamentos que salvan vidas a través de un control preciso y repetible.
Tabla de resumen:
| Aspecto clave | Función en la fabricación farmacéutica |
|---|---|
| Función principal | Proporciona un entorno controlado para la síntesis química de Ingredientes Farmacéuticos Activos (API). |
| Controles críticos | Gestión precisa de la temperatura, la presión y la agitación/mezcla. |
| Beneficio clave | Garantiza la consistencia entre lotes, la pureza y la seguridad del producto farmacéutico final. |
| Materiales comunes | Acero vitrificado, Hastelloy y otras aleaciones no reactivas para prevenir la contaminación. |
¿Listo para mejorar su proceso de fabricación farmacéutica? La precisión y fiabilidad de su reactor son primordiales para producir medicamentos seguros y eficaces. KINTEK se especializa en equipos y consumibles de laboratorio de alta calidad, incluidos sistemas de reactores diseñados para las exigentes demandas de la síntesis farmacéutica. Permita que nuestros expertos le ayuden a encontrar la solución perfecta para sus necesidades de desarrollo y producción de API.
Póngase en contacto con nuestro equipo hoy mismo para analizar cómo podemos apoyar sus objetivos de pureza, eficiencia y escalabilidad.
Guía Visual
Productos relacionados
- Reactores de Laboratorio Personalizables de Alta Temperatura y Alta Presión para Diversas Aplicaciones Científicas
- Reactores personalizables de alta presión para aplicaciones científicas e industriales avanzadas
- Reactor autoclave de alta presión Mini SS para uso en laboratorio
- Reactor Visual de Alta Presión para Observación In Situ
- Reactor de Presión de Laboratorio Autoclave de Alta Presión de Acero Inoxidable
La gente también pregunta
- ¿Qué papel juega un reactor de alta temperatura y alta presión en la síntesis de CoFe2O4/Fe? Desbloquea la precisión del núcleo-cáscara
- ¿Qué equipo se requiere para reacciones a alta presión y alta temperatura? Domina la química extrema de forma segura
- ¿Por qué un reactor de alta precisión y alta temperatura es fundamental para la síntesis de puntos cuánticos? Garantice el máximo rendimiento
- ¿Qué condiciones experimentales proporciona un reactor HTHP para tuberías flexibles? Optimizar la simulación de corrosión en el fondo del pozo
- ¿Cómo afecta la presión inicial de oxígeno a la oxidación húmeda de lodos farmacéuticos? Domina la profundidad de tu oxidación









