Aunque la pintura para molduras SEM se siente seca al tacto en tan solo 20-30 minutos, no está completamente curada. El proceso completo de endurecimiento químico, que le da a la pintura su durabilidad final y resistencia a los arañazos, tarda significativamente más, generalmente entre 24 y 72 horas en condiciones ideales.
El concepto más crítico a entender es la diferencia entre "seco al tacto" y "completamente curado". Un tiempo de secado superficial rápido permite manipular la pieza, pero la película de pintura subyacente permanece suave y vulnerable. La verdadera durabilidad solo se logra una vez que el proceso de curado químico se completa.

Las Etapas del Secado y Curado
Comprender las distintas fases del curado de la pintura es esencial para evitar daños en las piezas recién pintadas. Cada etapa tiene diferentes implicaciones sobre cómo debe tratar la pieza terminada.
Etapa 1: Seco al Tacto (5-10 Minutos)
En esta etapa, los disolventes de la superficie de la pintura se han evaporado. La pintura no se sentirá pegajosa ni se transferirá a un guante ligeramente tocado.
Sin embargo, la capa de pintura inferior todavía está muy húmeda y blanda. Aplicar cualquier presión dejará marcas permanentes o huellas dactilares en el acabado.
Etapa 2: Seco para Manipular (20-30 Minutos)
Después de aproximadamente media hora, se ha evaporado suficiente disolvente para permitirle mover con cuidado la pieza pintada. Puede levantarla por los bordes y moverla a un lugar seguro para que continúe curándose.
La pintura todavía está demasiado blanda para la instalación, el enmascaramiento o la exposición a cualquier tensión. Atornillarla o aplicarle torsión en esta etapa arruinará el acabado.
Etapa 3: Curado Inicial (24 Horas)
Después de 24 horas en condiciones ideales, la pintura ha alcanzado un grado significativo de dureza. El proceso de reticulación química está bien encaminado.
Para muchas aplicaciones de servicio ligero, la pieza puede estar lista para una instalación cuidadosa. Todavía es susceptible a arañazos y daños químicos.
Etapa 4: Curado Completo (72+ Horas)
El curado completo es el punto en el que la pintura alcanza su máxima dureza, resistencia química y adhesión. La gran mayoría del disolvente ha abandonado la película y las cadenas de polímero están completamente reticuladas.
Para las piezas expuestas a contacto frecuente, productos químicos de limpieza o condiciones climáticas adversas, se recomienda encarecidamente esperar un curado completo antes de la instalación. El proceso de curado puede incluso continuar a nivel microscópico hasta por 30 días.
Factores Clave que Influyen en el Tiempo de Curado
Los tiempos indicados en la lata se basan en condiciones de laboratorio ideales. Sus resultados en el mundo real variarán según estos cuatro factores.
Temperatura
Este es el factor más significativo. Los tiempos de secado estándar se valoran aproximadamente a 70°F (21°C). Por cada caída de 15°F (8°C) en la temperatura, puede esperar que el tiempo de curado se duplique. El curado se detiene eficazmente por debajo de 60°F (15°C).
Grosor de la Aplicación
Aplicar una o dos capas gruesas en lugar de varias capas finas es un error común. Una película de pintura gruesa atrapa los disolventes, lo que prolonga drásticamente el tiempo que tardan en endurecerse las capas inferiores. Esto puede extender un curado de 72 horas a una semana o más.
Humedad
La alta humedad ralentiza la tasa de evaporación del disolvente de la superficie de la pintura. Esto prolonga todas las etapas del proceso de secado y curado. Siempre es preferible un ambiente seco.
Flujo de Aire
Una buena y suave circulación de aire ayuda a alejar los disolventes evaporados de la superficie de la pieza, acelerando el proceso de secado. Un ventilador colocado al otro lado de la habitación (no apuntando directamente a la pieza) puede marcar una diferencia significativa.
Comprensión de las Compensaciones y Trampas
La paciencia es una virtud en el trabajo de pintura, y apresurar el proceso de curado a menudo conduce a retrabajo.
El Riesgo de Apresurar el Reensamblaje
Instalar una pieza que solo está "seca al tacto" es la causa más común de fallo. La presión de una llave de tubo, una llave inglesa o incluso el par de torsión de un sujetador puede imprimirse en la pintura blanda, creando puntos permanentes brillantes o distorsionados.
El Peligro de los Disolventes Atrapados
Si aplica capas subsiguientes de pintura demasiado rápido o aplica una sola capa que es demasiado gruesa, la superficie puede "formar una piel". Esto atrapa los disolventes debajo, impidiendo que la pintura se cure correctamente. El resultado es un acabado que permanece suave y se daña fácilmente, a veces durante meses.
Vulnerabilidad Química y a la Abrasión
Un acabado de pintura no curado es muy susceptible al daño por productos químicos. Evite exponer la pieza a ceras, aerosoles de detallado o limpiadores agresivos durante al menos una semana. De manera similar, el acabado se rayará y rozará mucho más fácilmente hasta que alcance su dureza total.
Tomar la Decisión Correcta para Su Proyecto
El objetivo de su proyecto dictará cómo aborda el proceso de curado. Espere tanto como su situación lo permita para obtener el mejor resultado posible.
- Si su enfoque principal es un cambio rápido: Aplique 2-3 capas muy finas en un ambiente cálido (más de 75°F), seco y con buena ventilación, y espere un mínimo de 24 horas antes de cualquier reensamblaje cuidadoso.
- Si su enfoque principal es la máxima durabilidad y un acabado impecable: Aplique 3-4 capas finas y permita que la pieza se cure durante al menos 72 horas en un ambiente controlado antes de instalarla.
- Si está trabajando en un garaje fresco o húmedo: Debe extender su cronograma. Planifique al menos el doble del tiempo de curado recomendado y tome medidas para mejorar las condiciones, como usar un calentador de espacio o un deshumidificador.
La paciencia durante la fase de curado es el paso final y crítico para garantizar que su pintura de molduras se vea y funcione como nueva durante años.
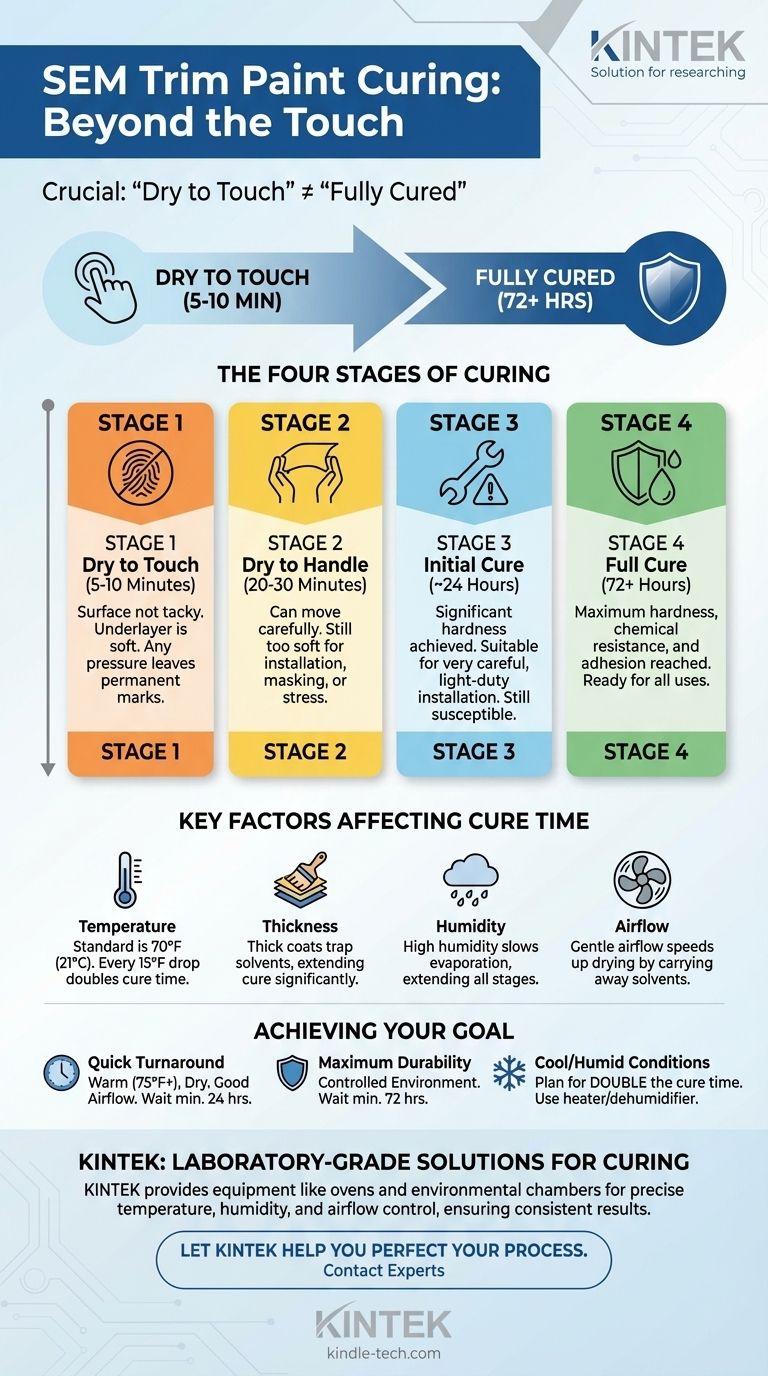
Tabla Resumen:
| Etapa | Marco de Tiempo | Características Clave |
|---|---|---|
| Seco al Tacto | 5-10 minutos | La superficie no está pegajosa; la pintura subyacente todavía está blanda y vulnerable. |
| Seco para Manipular | 20-30 minutos | Se puede mover con cuidado; no está listo para la instalación o el estrés. |
| Curado Inicial | ~24 horas | Se logra una dureza significativa; adecuado para instalación ligera y cuidadosa. |
| Curado Completo | 72+ horas | Se logra la máxima dureza, resistencia química y adhesión. |
Logre un Acabado Impecable y Duradero con KINTEK
Comprender el proceso de curado preciso es clave para un resultado profesional, pero contar con el equipo adecuado lo facilita. KINTEK se especializa en proporcionar soluciones de grado de laboratorio, incluido equipo de ambiente controlado como hornos y cámaras ambientales, para garantizar condiciones de curado ideales para pinturas, recubrimientos y pruebas de materiales.
Ya sea que trabaje en I+D, control de calidad o fabricación, nuestros productos le ayudan a lograr resultados consistentes y confiables al gestionar con precisión la temperatura, la humedad y el flujo de aire.
Deje que KINTEK le ayude a perfeccionar su proceso. Contacte a nuestros expertos hoy mismo para encontrar el equipo ideal para sus necesidades de aplicación específicas.
Guía Visual