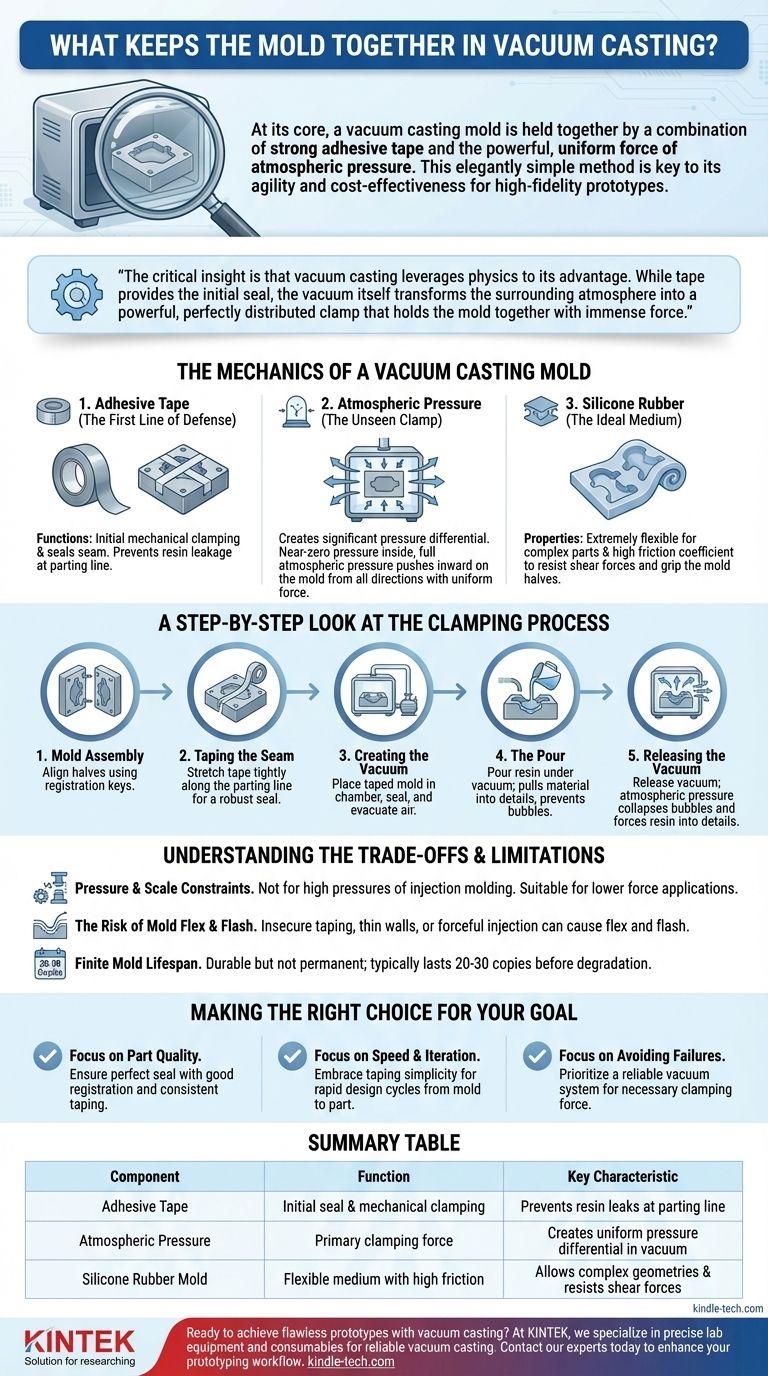
En esencia, un molde de moldeo al vacío se mantiene unido por una combinación de cinta adhesiva fuerte y la fuerza uniforme y poderosa de la presión atmosférica. Este método elegantemente simple es una razón clave por la que el proceso es tan ágil y rentable para crear prototipos de alta fidelidad y piezas de producción de bajo volumen.
La idea crítica es que el moldeo al vacío aprovecha la física en su favor. Mientras que la cinta proporciona el sello inicial, el vacío en sí transforma la atmósfera circundante en una abrazadera poderosa y perfectamente distribuida que mantiene unido el molde con una inmensa fuerza.

La mecánica de un molde de moldeo al vacío
Para comprender por qué este sistema simple es tan efectivo, debe observar cómo trabajan en conjunto los diferentes componentes. Es un sistema donde cada parte desempeña un papel distinto y crítico.
La primera línea de defensa: cinta adhesiva
El componente más directo y visible que mantiene unido el molde es la cinta adhesiva de alta resistencia, a menudo cinta americana común.
Una vez que las dos mitades del molde de silicona están alineadas, la cinta se envuelve firmemente alrededor de toda la línea de partición. Esto cumple dos funciones principales: proporcionar una fuerza de sujeción mecánica inicial y sellar la costura para evitar que la resina líquida se escape.
La abrazadera invisible: la presión atmosférica
El verdadero poder de sujeción proviene del vacío. Cuando el molde encintado se coloca dentro de la cámara y se evacúa el aire, se crea un diferencial de presión significativo.
El interior de la cámara tiene una presión cercana a cero (un vacío), mientras que el aire atrapado dentro del molde sellado permanece a presión atmosférica. El resultado es que toda la fuerza de la atmósfera fuera del molde (pero dentro de la cámara) empuja hacia adentro sobre el molde desde todas las direcciones, sujetándolo con una fuerza increíble y uniforme.
El medio ideal: caucho de silicona
La elección del caucho de silicona para el molde no es accidental. Sus propiedades se adaptan perfectamente a este método de sujeción.
La silicona es extremadamente flexible, lo que permite el moldeo de piezas complejas con socavados que serían imposibles con un molde rígido. Fundamentalmente, también tiene un alto coeficiente de fricción, lo que significa que las dos mitades del molde se agarran entre sí y resisten las fuerzas de cizallamiento de la resina inyectada.
Una mirada paso a paso al proceso de sujeción
La seguridad del molde se establece a través de una secuencia de eventos clara y repetible. Cada paso se basa en el anterior para garantizar un sellado perfecto y una pieza final de alta calidad.
1. Montaje del molde
Las dos mitades del molde de silicona curado se alinean cuidadosamente. Esta alineación está garantizada por llaves de registro: protuberancias y hendiduras entrelazadas que se diseñaron en el maestro del molde y se replican perfectamente en la silicona.
2. Encintado de la costura
Con las mitades alineadas, la cinta se estira firmemente a lo largo de toda la línea de partición. El objetivo es crear un sello completo y robusto, sin dejar huecos por donde pueda escapar el uretano líquido.
3. Creación del vacío
El molde encintado, junto con los embudos para verter, se coloca en la parte inferior de la cámara de vacío. La cámara se sella y una bomba de vacío elimina casi todo el aire.
4. El vertido
Mientras la cámara se mantiene al vacío, se mezcla y vierte la resina de uretano de dos partes en el molde. El vacío no solo atrae el material hacia los detalles más finos de la cavidad, sino que también asegura que no queden burbujas de aire atrapadas.
5. Liberación del vacío
Una vez que el molde está lleno, se libera el vacío. El aire vuelve a entrar en la cámara y el retorno de la presión atmosférica ayuda a colapsar cualquier burbuja microscópica y a forzar la resina en cada último detalle de la cavidad del molde.
Comprensión de las compensaciones y limitaciones
Este método, aunque efectivo, está específicamente diseñado para el entorno de baja presión del moldeo al vacío. Comprender sus limitaciones es clave para utilizarlo con éxito.
Restricciones de presión y escala
El método de sujeción con cinta y vacío no está diseñado para las presiones extremas de procesos como el moldeo por inyección, que requieren moldes de acero endurecido sujetos en prensas hidráulicas masivas. Las fuerzas en el moldeo al vacío son órdenes de magnitud menores, lo que hace viable un molde de silicona simple.
El riesgo de flexión del molde y rebaba
Si un molde no está bien encintado, tiene paredes demasiado delgadas o si la resina se inyecta con demasiada fuerza, el molde puede flexionarse. Esto puede provocar que una fina capa de material, conocida como rebaba (flash), escape en la línea de partición, la cual debe eliminarse manualmente más tarde.
Vida útil finita del molde
Los moldes de silicona son duraderos pero no permanentes. El estrés repetido del desmoldeo, la manipulación y la interacción química con las resinas de moldeo limitan la vida útil de un molde, típicamente a 20-30 copias. Después de esto, los detalles finos comienzan a degradarse y el molde puede volverse propenso a rasgarse.
Tomar la decisión correcta para su objetivo
La simplicidad del sistema de moldes de moldeo al vacío es su mayor fortaleza, pero requiere una comprensión correcta de los principios en juego para lograr resultados confiables.
- Si su enfoque principal es la calidad de la pieza: Asegúrese de que su molde tenga llaves de registro bien diseñadas y que utilice una técnica de encintado firme y consistente para crear un sello perfecto.
- Si su enfoque principal es la velocidad y la iteración: Adopte la simplicidad del proceso de encintado, ya que le permite pasar de un molde terminado a una pieza moldeada en minutos, acelerando su ciclo de diseño.
- Si su enfoque principal es evitar fallos: Preste mucha atención a su sistema de vacío, ya que el diferencial de presión proporciona la mayor parte de la fuerza de sujeción necesaria para evitar la flexión del molde y las fugas de resina.
Al comprender que la cinta simple y la fuerza invisible de la atmósfera trabajan juntas, puede producir con confianza piezas excepcionales utilizando este poderoso proceso de fabricación.
Tabla de resumen:
| Componente | Función | Característica clave |
|---|---|---|
| Cinta adhesiva | Sello inicial y sujeción mecánica | Evita fugas de resina en la línea de partición |
| Presión atmosférica | Fuerza de sujeción principal | Crea un diferencial de presión uniforme en el vacío |
| Molde de caucho de silicona | Medio flexible con alta fricción | Permite geometrías complejas y resiste las fuerzas de cizallamiento |
¿Listo para lograr prototipos impecables con moldeo al vacío?
En KINTEK, nos especializamos en proporcionar el equipo de laboratorio y los consumibles precisos necesarios para procesos de moldeo al vacío confiables. Ya sea que esté iterando diseños o produciendo piezas de bajo volumen, nuestra experiencia garantiza que sus moldes estén sellados perfectamente cada vez.
Contacte a nuestros expertos hoy mismo para discutir cómo nuestras soluciones pueden mejorar su flujo de trabajo de prototipado y ofrecer una calidad de pieza superior.
Guía Visual