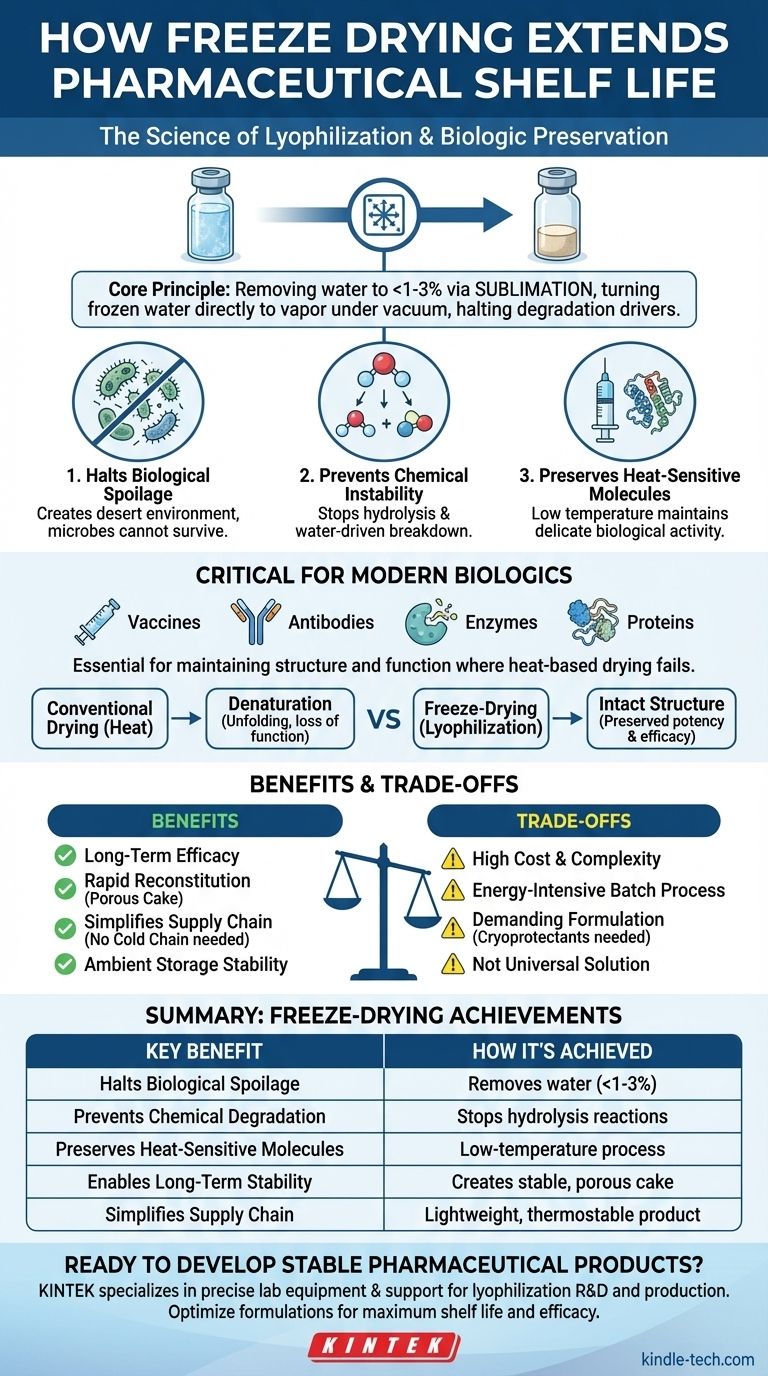
En esencia, la liofilización prolonga la vida útil de los productos farmacéuticos al eliminar el contenido de agua a un nivel muy bajo. Esto se logra mediante la sublimación —convertir el agua congelada directamente en vapor bajo vacío— lo que detiene los dos principales impulsores de la degradación: el crecimiento biológico y las reacciones químicas.
La ventaja central de la liofilización no es solo la eliminación del agua; es la capacidad de hacerlo a bajas temperaturas. Esto preserva la delicada estructura molecular y la actividad biológica de los medicamentos modernos termosensibles como vacunas y anticuerpos, que serían destruidos por el secado convencional basado en calor.

El Principio Fundamental: Detener la Degradación a Nivel Molecular
Para comprender por qué la liofilización es tan efectiva, debemos analizar cómo neutraliza las principales amenazas a la estabilidad de un medicamento.
Eliminación de Agua mediante Sublimación
La liofilización es un proceso de varias etapas. Primero, el producto se congela por completo. Luego, se coloca bajo un alto vacío y se introduce una pequeña cantidad de calor.
Bajo estas condiciones, el agua congelada no se derrite en líquido. En cambio, se sublima —transformándose directamente en un gas, que luego se extrae del producto. Esto evita el daño estructural que ocurre cuando el agua se mueve y se evapora de un producto en su estado líquido.
Detener el Deterioro Biológico
Los microorganismos como bacterias y mohos son una causa principal de deterioro. Requieren agua para vivir, crecer y multiplicarse.
Al reducir el contenido de agua a niveles insignificantes (a menudo menos del 1-3%), la liofilización crea efectivamente un ambiente desértico donde estos microbios no pueden sobrevivir. Esto detiene todos los procesos de degradación biológica.
Prevenir la Inestabilidad Química
El agua no es solo un medio para la vida; también es un solvente químico altamente reactivo. Muchos ingredientes farmacéuticos activos (API) se degradan a través de reacciones químicas como la hidrólisis, donde las moléculas de agua descomponen la estructura del fármaco.
La eliminación de las moléculas de agua separa físicamente los reactivos, deteniendo estas vías de degradación y preservando la integridad química y la potencia del fármaco durante años.
Por Qué la Liofilización es Crítica para los Productos Biológicos Modernos
Para moléculas simples y estables, el secado básico podría ser suficiente. Pero para productos biológicos complejos, la liofilización es a menudo la única opción viable para crear un producto estable en almacenamiento.
Preservar Moléculas Sensibles a la Temperatura
Muchos medicamentos modernos, incluidas vacunas, anticuerpos, enzimas y proteínas, son extremadamente sensibles al calor. Su función medicinal depende de una estructura tridimensional precisa y compleja.
El secado basado en calor desnaturalizaría estas moléculas, haciendo que se desplieguen y pierdan su función, de manera similar a cómo cocinar transforma una clara de huevo. Debido a que la liofilización ocurre a bajas temperaturas, mantiene estas estructuras frágiles intactas.
Garantizar la Eficacia y Potencia a Largo Plazo
Al preservar la estructura física y la integridad química del fármaco, la liofilización garantiza que el producto permanezca potente y efectivo hasta que llegue al paciente. El medicamento que se reconstituye para inyección años después de su fabricación es prácticamente idéntico al que se formuló inicialmente.
Permitir una Reconstitución Rápida
El proceso de sublimación crea una estructura porosa, similar a una esponja, en el producto seco final, a menudo llamado "torta". Esta gran superficie permite que el agua estéril o un diluyente disuelvan rápida y completamente el medicamento, dejándolo listo para su administración en segundos.
Entendiendo las Ventajas y Desventajas
Aunque potente, la liofilización no es una solución universal. Implica desafíos específicos que deben considerarse.
Alto Costo y Complejidad
La liofilización es un proceso por lotes lento y de alto consumo energético que puede tardar varios días en completarse. El equipo es costoso de adquirir, operar y mantener, lo que lo convierte en una de las operaciones unitarias más caras en la fabricación farmacéutica.
Desarrollo de Formulación Exigente
No se puede simplemente liofilizar cualquier formulación líquida. El proceso requiere formulaciones especializadas que contengan crioprotectores y lioprotectores (como azúcares específicos) para proteger la molécula del fármaco activo del estrés de la congelación y el secado.
No Siempre Necesario
Para moléculas pequeñas robustas y termoestables, los métodos de secado más simples y económicos pueden ser perfectamente adecuados. La liofilización es una tecnología dirigida reservada para productos cuya estabilidad y valor justifican la importante inversión en tiempo y recursos.
Tomar la Decisión Correcta para Su Producto
La decisión de utilizar la liofilización debe estar impulsada por la naturaleza de su producto y sus objetivos estratégicos.
- Si su enfoque principal es preservar productos biológicos (vacunas, proteínas, anticuerpos): La liofilización es el estándar de oro para mantener la integridad estructural y la actividad biológica requeridas para la eficacia.
- Si su enfoque principal es simplificar la cadena de suministro: La liofilización crea productos ligeros y termoestables que eliminan la necesidad de una cadena de frío costosa y compleja para el almacenamiento y el transporte.
- Si su enfoque principal es el almacenamiento a largo plazo o la reserva estratégica: Este proceso es inigualable para producir productos farmacéuticos que permanecen estables y potentes durante muchos años a temperaturas ambiente.
En última instancia, el uso de la liofilización es una decisión estratégica para transformar un fármaco líquido frágil e inestable en un producto robusto y estable listo para la distribución global y el almacenamiento a largo plazo.
Tabla Resumen:
| Beneficio Clave | Cómo lo Logra la Liofilización |
|---|---|
| Detiene el Deterioro Biológico | Elimina el agua (<1-3%), creando un ambiente donde los microbios no pueden sobrevivir. |
| Previene la Degradación Química | Detiene la hidrólisis y otras reacciones impulsadas por el agua que descomponen el fármaco. |
| Preserva Moléculas Sensibles al Calor | El proceso a baja temperatura mantiene la estructura de vacunas, anticuerpos y proteínas. |
| Permite la Estabilidad a Largo Plazo | Crea una "torta" sólida y porosa que permanece potente durante años a temperaturas ambiente. |
| Simplifica la Cadena de Suministro | Produce productos ligeros y termoestables que no requieren cadena de frío. |
¿Listo para desarrollar un producto farmacéutico estable y duradero?
La liofilización es un proceso complejo pero esencial para preservar la potencia de productos biológicos sensibles. KINTEK se especializa en proporcionar el equipo de laboratorio preciso y el soporte experto necesario para el éxito en la I+D y la producción de liofilización.
Nuestro equipo puede ayudarle a seleccionar la tecnología adecuada y optimizar su formulación para garantizar que sus vacunas, proteínas u otros medicamentos sensibles a la temperatura alcancen la máxima vida útil y eficacia.
Contacte con KINTEK hoy mismo para discutir su proyecto y descubrir cómo nuestra experiencia en equipos de laboratorio puede apoyar sus objetivos de desarrollo farmacéutico.
Guía Visual
Productos relacionados
- Liofilizador de Laboratorio de Alto Rendimiento
- Liofilizadora de Laboratorio de Alto Rendimiento para Investigación y Desarrollo
- Liofilizador de laboratorio de sobremesa para uso en laboratorio
- Liofilizador de Vacío de Laboratorio de Sobremesa
- Congelador Vertical de Ultra Baja Temperatura (ULT) de 108L
La gente también pregunta
- ¿Qué papel juega una liofilizadora de laboratorio en la síntesis de electrocatalizadores a base de grafeno? Conservar estructuras 3D
- ¿Qué precauciones se deben tomar al usar un liofilizador de laboratorio? Pasos esenciales para una liofilización fiable
- ¿Cuáles son los componentes principales de un liofilizador de laboratorio? Una guía de los 5 sistemas esenciales
- ¿Qué tipos de muestras líquidas se pueden procesar con una liofilizadora de laboratorio? Conserve sus materiales sensibles
- ¿Por qué se utiliza una liofilizadora de laboratorio antes de la caracterización de la biomasa? Preservar la integridad estructural para obtener datos precisos















