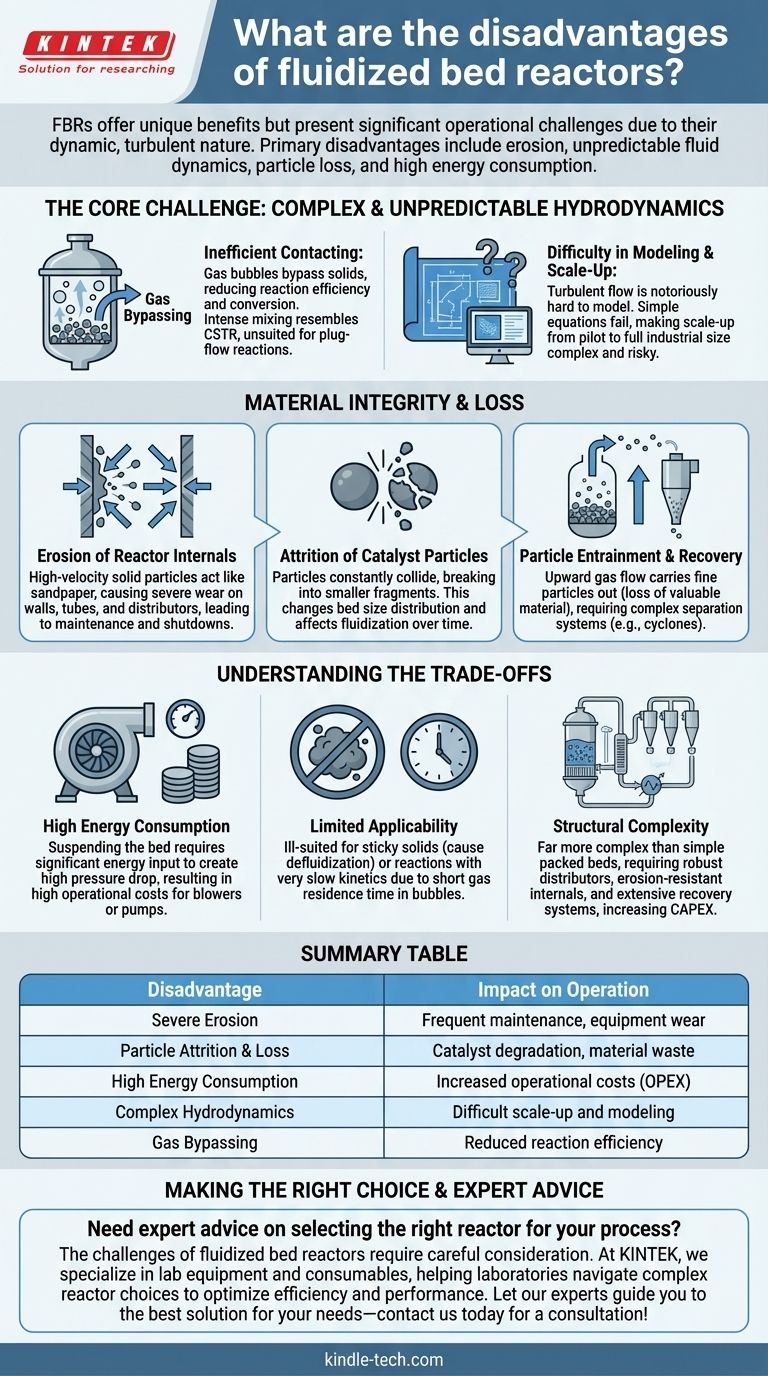
Los reactores de lecho fluidizado (RLF) presentan importantes desafíos operativos que se derivan directamente de su naturaleza dinámica y turbulenta. Aunque son valorados por su control de temperatura, sus principales desventajas incluyen la erosión severa de los componentes internos, una dinámica de fluidos impredecible que dificulta la eficiencia de la reacción, la pérdida constante de partículas finas y el alto consumo de energía requerido para mantener la fluidización.
Aunque los RLF ofrecen una transferencia de calor y masa inigualable, sus principales desventajas son una consecuencia directa de su entorno caótico y lleno de partículas. Estos desafíos —incluyendo el desgaste mecánico, el contacto ineficiente de los reactivos y la pérdida de material— requieren sistemas de ingeniería significativos y costosos para gestionarlos eficazmente.

El desafío principal: hidrodinámica compleja e impredecible
El comportamiento "similar a un fluido" de las partículas sólidas es tanto la principal ventaja del RLF como la fuente de sus mayores debilidades. Este entorno está lejos de ser ideal y es difícil de controlar con precisión.
Contacto ineficiente y retro-mezcla
En muchos RLF, especialmente en los reactores de lecho burbujeante, gran parte del gas puede viajar desde la parte inferior hasta la superior dentro de grandes burbujas. Este desvío de gas significa que el reactivo tiene un contacto muy limitado con las partículas sólidas del catalizador, lo que reduce drásticamente la eficiencia y la conversión de la reacción. La intensa mezcla también crea un estado más cercano a un CSTR (Reactor de Tanque Agitado Continuo), lo cual no es adecuado para reacciones que requieren la progresión ordenada de un sistema de flujo en pistón para maximizar el rendimiento.
Dificultad en el modelado y la ampliación
El flujo complejo y turbulento de gas y sólidos es notoriamente difícil de modelar con precisión. Las ecuaciones simples de diseño de reactores no se aplican. Esta incertidumbre complica la predicción del rendimiento y hace que la ampliación de una planta piloto a un reactor industrial de tamaño completo sea un desafío de ingeniería significativo. Un diseño que funciona a pequeña escala puede fallar a gran escala a medida que el comportamiento de las burbujas y los patrones de mezcla cambian de forma impredecible.
Integridad y pérdida de material
El movimiento constante y de alta velocidad de las partículas sólidas abrasivas crea dos problemas mecánicos importantes: el desgaste del equipo y la degradación de las propias partículas.
Erosión de los componentes internos del reactor
Las partículas sólidas, especialmente los catalizadores duros, actúan como papel de lija a alta velocidad. Provocan una erosión severa en las paredes del reactor, los tubos del intercambiador de calor, las placas distribuidoras de gas y las tuberías aguas abajo. Este desgaste continuo conduce a un mantenimiento frecuente, paradas costosas y posibles fallos del equipo.
Atracción de partículas de catalizador
Las partículas no solo golpean las paredes del reactor; chocan constantemente entre sí. Este proceso, conocido como atrición, descompone las partículas en fragmentos más pequeños y polvo. La atrición cambia fundamentalmente la distribución del tamaño del lecho, lo que puede alterar sus propiedades de fluidización con el tiempo.
Arrastre y recuperación de partículas
El flujo ascendente de gas arrastra inevitablemente las partículas más pequeñas (finos), ya sea por atrición o por la alimentación original, fuera del reactor. Este arrastre de partículas representa una pérdida directa de catalizador o reactivo valioso. Para mitigar esto, deben instalarse aguas abajo sistemas de separación complejos y costosos, como una o más etapas de ciclones. Incluso con estos sistemas, cierta pérdida de las partículas más finas es inevitable.
Comprendiendo las compensaciones
Elegir un RLF implica aceptar una serie de cargas operativas a cambio de sus beneficios únicos. Estas compensaciones a menudo giran en torno al costo operativo y la idoneidad del proceso.
Alto consumo de energía
Suspender todo el lecho de sólidos requiere una entrada de energía significativa y continua. El gas o líquido debe ser forzado a través del distribuidor y el propio lecho, creando una alta caída de presión. Esto se traduce directamente en altos costos operativos debido a los grandes sopladores o bombas necesarios para operar el reactor.
Aplicabilidad limitada
Los RLF no son una solución universal. Son particularmente inadecuados para procesos que involucran sólidos pegajosos o aglomerantes, que pueden agruparse y hacer que el lecho se "desfluidice", lo que lleva a una parada completa del proceso. También son una mala elección para reacciones que tienen cinéticas muy lentas, ya que el corto tiempo de residencia del gas en las burbujas impide una conversión adecuada.
Complejidad estructural
En comparación con un reactor de lecho fijo simple, un sistema RLF es mucho más complejo. Requiere placas distribuidoras robustas para asegurar una fluidización uniforme, intercambiadores de calor internos que puedan soportar la erosión y un extenso sistema externo de ciclones y filtros para la recuperación de partículas. Todo esto aumenta el costo de capital (CAPEX) de la unidad.
Tomando la decisión correcta para su proceso
La decisión de utilizar un RLF debe sopesarse cuidadosamente frente a sus inconvenientes inherentes. Su objetivo principal del proceso es el factor más importante.
- Si su enfoque principal es gestionar una reacción altamente exotérmica: El control de temperatura de élite del RLF puede valer el esfuerzo de ingeniería necesario para gestionar la erosión y la pérdida de partículas.
- Si su enfoque principal es lograr la mayor conversión posible de reactivos: El desvío de gas y la retro-mezcla en un RLF son pasivos importantes; un reactor de lecho fijo o tubular probablemente proporcionará un mejor rendimiento.
- Si su enfoque principal es utilizar un catalizador frágil o costoso: Las altas tasas de atrición y arrastre hacen que los RLF sean una opción arriesgada y potencialmente costosa, a menos que invierta mucho en un diseño robusto de partículas y sistemas de recuperación.
En última instancia, la decisión de utilizar un reactor de lecho fluidizado es una compensación de ingeniería entre sus capacidades de transferencia superiores y los costos significativos requeridos para mitigar sus complejidades físicas inherentes.
Tabla resumen:
| Desventaja | Impacto en la Operación |
|---|---|
| Erosión Severa | Mantenimiento frecuente, desgaste del equipo |
| Atracción y Pérdida de Partículas | Degradación del catalizador, desperdicio de material |
| Alto Consumo de Energía | Aumento de los costos operativos (OPEX) |
| Hidrodinámica Compleja | Dificultad de ampliación y modelado |
| Desvío de Gas | Eficiencia de reacción reducida |
¿Necesita asesoramiento experto para seleccionar el reactor adecuado para su proceso? Los desafíos de los reactores de lecho fluidizado requieren una cuidadosa consideración de su aplicación específica. En KINTEK, nos especializamos en equipos y consumibles de laboratorio, ayudando a los laboratorios a navegar por las complejas elecciones de reactores para optimizar la eficiencia y el rendimiento. Deje que nuestros expertos le guíen hacia la mejor solución para sus necesidades: ¡contáctenos hoy para una consulta!
Guía Visual
Productos relacionados
- Equipo de sistema de horno de tubo CVD versátil hecho a medida para deposición química de vapor
- Reactores de Laboratorio Personalizables de Alta Temperatura y Alta Presión para Diversas Aplicaciones Científicas
- Fabricante de piezas personalizadas de PTFE Teflon para reactor de síntesis hidrotermal, papel de carbono de politetrafluoroetileno y crecimiento de nano-tela de carbono
- Circulador de Calentamiento de Temperatura Constante de Alta Temperatura, Baño de Agua, Enfriador, Circulador para Baño de Reacción
- Circulador Refrigerador de 10L Baño de Agua de Refrigeración Baño de Reacción de Temperatura Constante de Baja Temperatura
La gente también pregunta
- ¿Cuál es la síntesis y el mecanismo involucrados en la preparación de nanotubos de carbono mediante el proceso CVD? Controle el crecimiento maestro para su aplicación
- ¿Cuál es la aplicación de la CVD en la nanotecnología? Aproveche la precisión a nivel atómico para materiales de próxima generación
- ¿Cómo inhibe un horno tubular CVD el sinterizado de soportes de plata? Mejora la durabilidad y el rendimiento de la membrana
- ¿Cuál es el significado de la síntesis de grafeno? Una guía de los métodos de arriba hacia abajo frente a los de abajo hacia arriba
- ¿Qué es un horno tubular CVD? Una guía completa para la deposición de películas delgadas






