En la industria farmacéutica, los liofilizadores de laboratorio son herramientas esenciales para estabilizar medicamentos sensibles y materiales biológicos. Sus aplicaciones principales abarcan todo el ciclo de vida del producto, desde la investigación y desarrollo inicial de nuevos candidatos a fármacos hasta la producción de medicamentos de investigación estables para ensayos clínicos y la fabricación de pequeños lotes comerciales de vacunas, proteínas y fármacos complejos de moléculas pequeñas.
La función principal de un liofilizador de laboratorio en productos farmacéuticos es resolver el problema fundamental de la inestabilidad del producto. Al eliminar el agua a bajas temperaturas, preserva la eficacia y la estructura de un medicamento, extendiendo drásticamente su vida útil y simplificando el almacenamiento y el transporte.

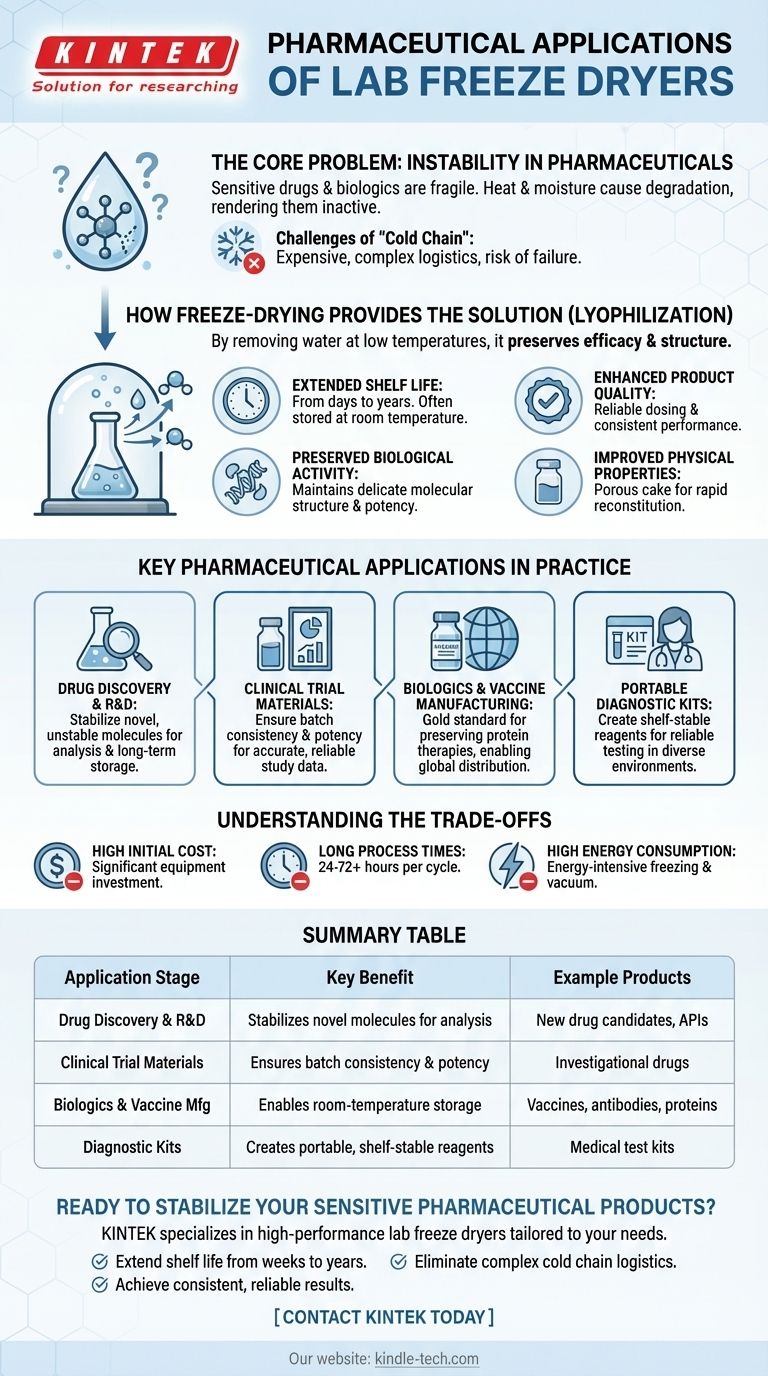
El problema central: inestabilidad en productos farmacéuticos
Muchos de los medicamentos más avanzados, especialmente los productos biológicos, son inherentemente frágiles. Su eficacia depende de mantener una estructura molecular precisa que puede verse comprometida fácilmente.
Por qué se degradan las formulaciones líquidas
En estado líquido, las moléculas complejas como las proteínas y las vacunas son susceptibles a la degradación química y física. El calor y la humedad pueden descomponer su estructura, dejándolas inactivas e inutilizables en un corto período.
El desafío de la "cadena de frío"
Para combatir esta degradación, muchos productos biológicos líquidos requieren una "cadena de frío" constante: una línea de suministro ininterrumpida y con temperatura controlada desde la fabricación hasta el paciente. Esto es logísticamente complejo, costoso y conlleva un alto riesgo de falla si la temperatura se desvía.
Cómo la liofilización proporciona la solución
La liofilización, o secado por congelación, aborda directamente la causa raíz de la inestabilidad al eliminar el agua, que es el medio principal para las reacciones químicas degradantes.
Extensión drástica de la vida útil
El beneficio más significativo es la extensión de la vida útil de un producto de días o semanas a varios años. Los productos liofilizados a menudo se pueden almacenar a temperatura ambiente, eliminando la necesidad de una cadena de frío costosa y rígida.
Preservación de la actividad biológica
El proceso es lo suficientemente suave como para mantener la delicada estructura tridimensional de proteínas, enzimas y componentes de vacunas. Esto asegura que el producto conserve su potencia biológica completa y su efecto terapéutico cuando se reconstituye.
Mejora de la calidad del producto
Al reducir el contenido de humedad a niveles mínimos, la liofilización crea un producto excepcionalmente estable. Esta estabilidad se traduce en una dosificación más confiable, un rendimiento constante y un estándar de control de calidad más alto.
Mejora de las propiedades físicas
La liofilización crea una torta ligera y porosa que es fácil de transportar. Esta estructura porosa también permite una reconstitución rápida, lo que significa que se puede disolver rápida y completamente en un líquido para su administración.
Aplicaciones farmacéuticas clave en la práctica
Los liofilizadores de laboratorio se implementan en etapas críticas de la cadena de producción farmacéutica, cada una aprovechando los beneficios centrales de la liofilización.
Descubrimiento y I+D de fármacos
En las primeras etapas de la investigación, los científicos trabajan con moléculas novedosas y a menudo inestables. La liofilización les permite estabilizar estos nuevos candidatos a fármacos para análisis, estudios de formulación y almacenamiento a largo plazo.
Materiales para ensayos clínicos
Para los ensayos clínicos, es crucial que cada dosis de un fármaco en investigación sea consistente y potente. La liofilización garantiza la estabilidad de estos materiales, asegurando que los resultados del ensayo sean precisos y confiables.
Fabricación de productos biológicos y vacunas
La liofilización es el estándar de oro para preservar muchas vacunas, anticuerpos y otras terapias basadas en proteínas. Es esencial para producir formulaciones estables que puedan almacenarse y distribuirse globalmente, especialmente durante crisis de salud.
Kits de diagnóstico portátiles
Muchos kits de diagnóstico médico dependen de reactivos biológicos sensibles. La liofilización de estos componentes hace que los kits sean estables en almacenamiento y portátiles, lo que permite realizar pruebas confiables en diversos entornos sin necesidad de refrigeración.
Comprendiendo las compensaciones
Aunque increíblemente potente, la liofilización no es una solución universal y conlleva consideraciones prácticas.
Alto costo inicial
El equipo de liofilización representa una inversión de capital significativa. La tecnología es compleja y requiere un control preciso sobre los sistemas de temperatura y vacío.
Tiempos de proceso largos
Un ciclo de liofilización típico puede durar entre 24 y 72 horas, o incluso más. Esto lo convierte en un proceso que consume mucho tiempo y se realiza por lotes, lo que puede afectar el rendimiento de fabricación.
Alto consumo de energía
La combinación de congelación profunda y la aplicación de un alto vacío consume mucha energía. Esto contribuye a mayores costos operativos en comparación con procesos de formulación líquida más simples.
Tomar la decisión correcta para su objetivo
La decisión de utilizar un liofilizador de laboratorio debe alinearse con las necesidades específicas de su producto farmacéutico.
- Si su enfoque principal es la I+D en etapas tempranas: Utilice la liofilización para preservar moléculas novedosas y sensibles, asegurando que tenga material estable para pruebas fundamentales.
- Si su enfoque principal son los ensayos clínicos: Emplee la liofilización para crear lotes uniformes y estables que garanticen la integridad y confiabilidad de los datos de su estudio.
- Si su enfoque principal es la fabricación de un producto biológico: Aproveche la liofilización para garantizar la eficacia del producto a largo plazo, simplificar la logística y eliminar las complejidades de la cadena de frío.
- Si su enfoque principal es el desarrollo de diagnósticos: Utilice la liofilización para estabilizar reactivos sensibles, creando kits de prueba confiables y altamente portátiles para una amplia distribución.
En última instancia, la liofilización permite a la industria farmacéutica transformar moléculas frágiles y complejas en medicamentos estables, efectivos y accesibles.
Tabla resumen:
| Etapa de aplicación | Beneficio clave | Productos de ejemplo |
|---|---|---|
| Descubrimiento y I+D de fármacos | Estabiliza moléculas novedosas para análisis | Nuevos candidatos a fármacos, API |
| Materiales para ensayos clínicos | Garantiza la consistencia y potencia del lote | Fármacos en investigación |
| Fabricación de productos biológicos y vacunas | Permite el almacenamiento a temperatura ambiente | Vacunas, anticuerpos, proteínas |
| Kits de diagnóstico | Crea reactivos portátiles y estables en almacenamiento | Kits de pruebas médicas |
¿Listo para estabilizar sus productos farmacéuticos sensibles?
En KINTEK, nos especializamos en proporcionar liofilizadores de laboratorio de alto rendimiento adaptados a las exigentes demandas de la industria farmacéutica. Ya sea que esté en el descubrimiento de fármacos, desarrollando materiales para ensayos clínicos o fabricando productos biológicos, nuestro equipo garantiza que sus productos mantengan su potencia y estabilidad.
Le ayudamos a:
- Extender la vida útil de semanas a años.
- Eliminar la compleja logística de la cadena de frío.
- Lograr resultados consistentes y confiables en cada lote.
Deje que nuestros expertos le guíen hacia la solución de liofilización adecuada para las necesidades de su laboratorio. Contacte con KINTEK hoy mismo para discutir cómo nuestro equipo de laboratorio puede mejorar sus procesos de desarrollo y fabricación farmacéutica.
Guía Visual
Productos relacionados
- Liofilizadora de Laboratorio de Alto Rendimiento para Investigación y Desarrollo
- Liofilizador de Laboratorio de Alto Rendimiento
- Liofilizador de laboratorio de sobremesa para uso en laboratorio
- Liofilizador de Vacío de Laboratorio de Sobremesa
- Congelador Vertical de Ultra Baja Temperatura de Precisión de Laboratorio 808L
La gente también pregunta
- ¿Cuáles son las ventajas de una liofilizadora de laboratorio sobre un horno de secado? Conserva una estructura de gel y porosidad superiores
- ¿Qué papel juega una liofilizadora de laboratorio en la síntesis de electrocatalizadores a base de grafeno? Conservar estructuras 3D
- ¿Cuáles son los componentes principales de un liofilizador de laboratorio? Una guía de los 5 sistemas esenciales
- ¿Cuáles son las ventajas técnicas de utilizar un liofilizador de laboratorio para precursores de carbono poroso? Preservación de redes 3D
- ¿Cuáles son las principales ventajas de la liofilización de laboratorio? Conserve materiales sensibles con una liofilización suave



















