En esencia, la liofilización es una tecnología de conservación que se destaca por mantener la calidad y prolongar la estabilidad. Extiende significativamente la vida útil de los productos, preserva su integridad nutricional y química, y mantiene su estructura, color y sabor originales. Esta combinación única de beneficios la convierte en un proceso invaluable en diversas industrias, desde la farmacéutica y la biotecnología hasta la producción de alimentos de alta gama y cannabis.
A diferencia del secado convencional basado en calor, que degrada los productos, la liofilización elimina el agua mediante un proceso suave y de baja temperatura llamado sublimación. Este mecanismo es la razón fundamental por la que puede preservar la delicada estructura y composición química de todo, desde una fresa hasta una vacuna que salva vidas.

La Ventaja Fundamental: Preservación Sin Degradación
El verdadero poder de la liofilización, o liofilización, reside en cómo elimina el agua. Al evitar los efectos dañinos del calor, preserva los materiales en un estado notablemente cercano a su forma original.
Cómo la Sublimación Protege la Integridad del Producto
La mayoría de los métodos de secado utilizan calor para evaporar el agua de un líquido a un gas. Este proceso puede encoger y dañar la estructura celular del material, destruyendo compuestos delicados.
La liofilización evita por completo la fase líquida. El producto se congela primero y luego se aplica un vacío profundo, lo que hace que el agua congelada se convierta directamente en vapor, un proceso llamado sublimación. Esta transición suave deja la estructura del producto intacta.
Mantenimiento de las Cualidades Estructurales y Sensoriales
Debido a que el agua se elimina sin pasar por un estado líquido, la estructura física del producto no se ve comprometida. El secado convencional provoca encogimiento y endurecimiento a medida que se extrae el agua, alterando la textura final.
La liofilización, por el contrario, mantiene el tamaño y la forma originales, creando una estructura porosa que se rehidrata instantáneamente. Es por eso que los alimentos liofilizados conservan su textura, color y sabor originales de manera mucho más efectiva que sus contrapartes deshidratadas.
Retención del Valor Nutricional y Químico
El calor es el enemigo de muchos compuestos biológicos y químicos sensibles. La naturaleza de baja temperatura de la liofilización es fundamental para preservar la potencia de los ingredientes activos.
Esto se aplica a las vitaminas en los alimentos, los terpenos y cannabinoides en el cannabis, y las proteínas y anticuerpos complejos en los biofarmacéuticos. El proceso garantiza que el producto final no solo se conserve, sino que siga siendo eficaz y valioso.
Un Desglose de los Beneficios en las Industrias Clave
La versatilidad de la liofilización la ha convertido en una tecnología fundamental en múltiples sectores donde la calidad y la estabilidad no son negociables.
Para Productos Farmacéuticos y Biotecnología
La liofilización es esencial para crear medicamentos y productos biológicos estables y de larga duración. Permite la producción de vacunas, proteínas, anticuerpos y otros fármacos sensibles que pueden almacenarse y transportarse sin refrigeración. Esto mejora enormemente la eficiencia logística y el acceso a tratamientos que salvan vidas.
Para la Industria Alimentaria y de Alimentos para Mascotas
Esta tecnología produce alimentos ligeros y ricos en nutrientes con una vida útil excepcionalmente larga, que no requieren conservantes químicos ni refrigeración. Productos como el café instantáneo y las raciones militares hasta los alimentos premium para mascotas son fáciles de almacenar, baratos de transportar y pueden reconstituirse rápidamente simplemente añadiendo agua.
Para Mercados Emergentes de Alto Valor
Industrias como el mercado legal del cannabis han adoptado la liofilización para producir productos superiores. Los métodos de curado tradicionales pueden degradar los delicados compuestos aromáticos (terpenos) y reducir la potencia. La liofilización preserva estas cualidades, lo que da como resultado un producto final de mayor calidad, más seguro y más valioso.
Para Entornos de Laboratorio e Investigación
En bioingeniería, ciencia de materiales y otros campos de investigación, la liofilización se utiliza para preservar muestras biológicas para análisis a largo plazo. Proporciona a los científicos una forma de detener la actividad biológica sin dañar la muestra, lo que permite un estudio preciso en una fecha posterior.
Comprendiendo las Ventajas y Desventajas
Si bien sus beneficios son significativos, la liofilización no es una solución universal. Comprender sus limitaciones es clave para tomar una decisión informada.
El Costo de la Calidad
Los equipos de liofilización representan una inversión de capital significativa. El proceso en sí también es más intensivo en energía y más caro por unidad en comparación con el secado simple al aire o con calor, lo que lo hace menos económico para productos de bajo valor.
El Factor Tiempo
El ciclo de liofilización, desde la congelación hasta el secado primario (sublimación) y el secado secundario, es un proceso lento, de varias horas o incluso varios días. Esta baja capacidad de producción puede ser un factor limitante para las líneas de producción de gran volumen.
No es una Solución Universal
La combinación de alto costo y largos tiempos de procesamiento significa que la liofilización se reserva típicamente para productos donde la preservación de la calidad, la potencia o las características estructurales específicas justifican el gasto. Para productos básicos simples a granel, los métodos de secado más baratos suelen ser suficientes.
Tomando la Decisión Correcta para su Objetivo
La decisión de utilizar la tecnología de liofilización debe estar impulsada por los requisitos específicos de su producto y negocio.
- Si su enfoque principal es preservar la máxima potencia química y calidad sensorial: La liofilización es la opción definitiva para productos farmacéuticos de alto valor, materiales biotecnológicos, cannabis premium y alimentos gourmet.
- Si su enfoque principal es una vida útil prolongada sin refrigeración y costos logísticos reducidos: La tecnología es ideal para crear suministros de alimentos estables, raciones de emergencia y productos biológicos más fáciles de transportar.
- Si su enfoque principal es la producción de bajo costo y alto volumen de un bien duradero: Los métodos de secado convencionales son probablemente más rentables, ya que los beneficios de la liofilización pueden no superar su costo y el tiempo que requiere.
En última instancia, la liofilización es una inversión en una preservación inigualable, elegida cuando la integridad del producto final no puede verse comprometida.
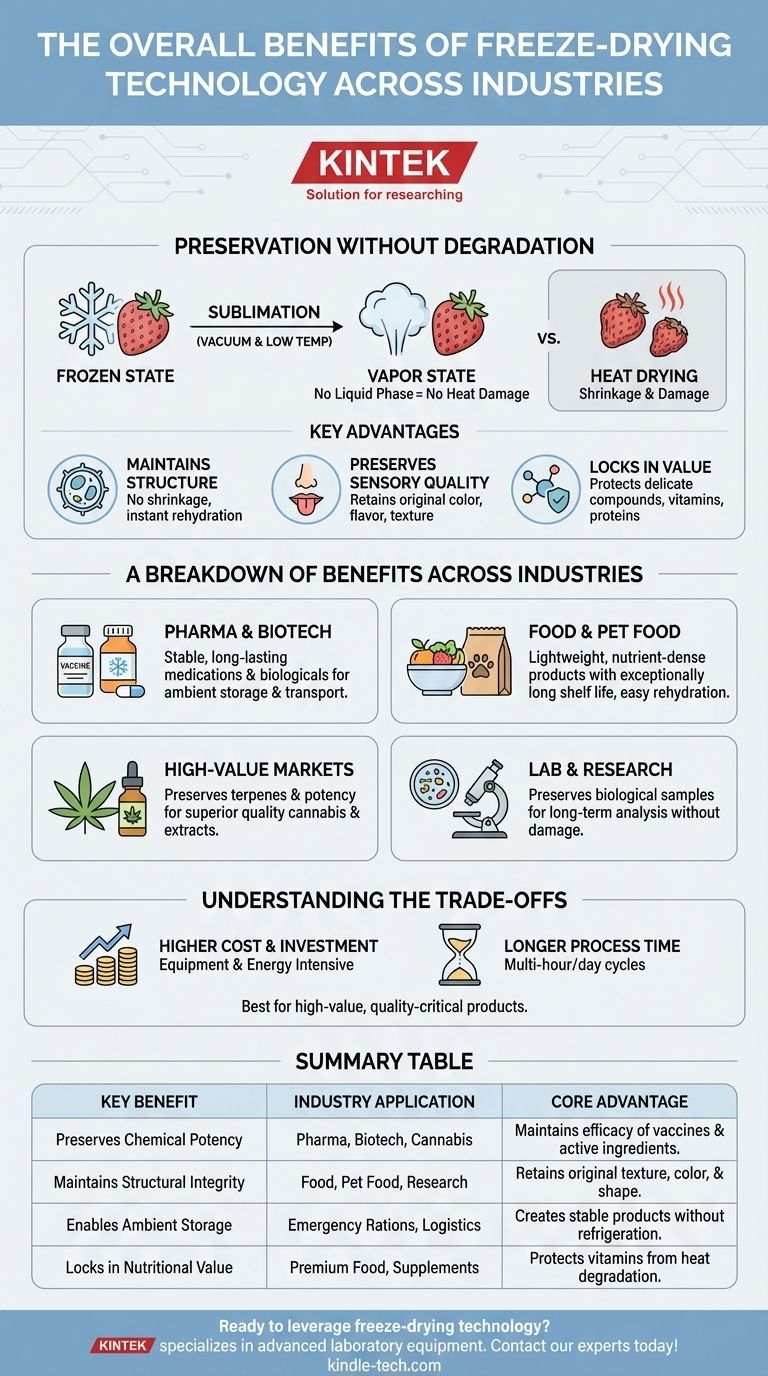
Tabla Resumen:
| Beneficio Clave | Aplicación Industrial | Ventaja Principal |
|---|---|---|
| Preserva la Potencia Química | Productos Farmacéuticos, Biotecnología, Cannabis | Mantiene la eficacia de vacunas, proteínas y cannabinoides |
| Mantiene la Integridad Estructural | Alimentos, Alimentos para Mascotas, Investigación | Conserva la textura, el color y la forma originales para una fácil rehidratación |
| Permite el Almacenamiento a Temperatura Ambiente | Raciones de Emergencia, Logística | Crea productos estables sin refrigeración |
| Retiene el Valor Nutricional | Alimentos Premium, Suplementos | Protege las vitaminas y los compuestos sensibles de la degradación por calor |
¿Listo para aprovechar la tecnología de liofilización para sus productos de alto valor? KINTEK se especializa en proporcionar equipos y consumibles de laboratorio avanzados para satisfacer las demandas precisas de industrias como la farmacéutica, la biotecnología y la producción de alimentos premium. Nuestra experiencia garantiza que obtenga las soluciones adecuadas para preservar la integridad del producto, extender la vida útil y mejorar el valor de mercado. ¡Contacte a nuestros expertos hoy para discutir cómo podemos apoyar sus objetivos de preservación!
Guía Visual
Productos relacionados
- Liofilizador de Laboratorio de Alto Rendimiento
- Liofilizadora de Laboratorio de Alto Rendimiento para Investigación y Desarrollo
- Liofilizador de laboratorio de sobremesa para uso en laboratorio
- Liofilizador de Vacío de Laboratorio de Sobremesa
- Congelador Vertical de Ultra Baja Temperatura (ULT) de 108L
La gente también pregunta
- ¿Qué papel juega una liofilizadora de laboratorio en la síntesis de electrocatalizadores a base de grafeno? Conservar estructuras 3D
- ¿Cuáles son los pasos para usar un liofilizador de laboratorio? Domine la liofilización para una conservación superior de las muestras
- ¿Por qué se utiliza una liofilizadora de laboratorio antes de la caracterización de la biomasa? Preservar la integridad estructural para obtener datos precisos
- ¿Cuáles son los componentes principales de un liofilizador de laboratorio? Una guía de los 5 sistemas esenciales
- ¿Cuáles son las principales ventajas de la liofilización de laboratorio? Conserve materiales sensibles con una liofilización suave















