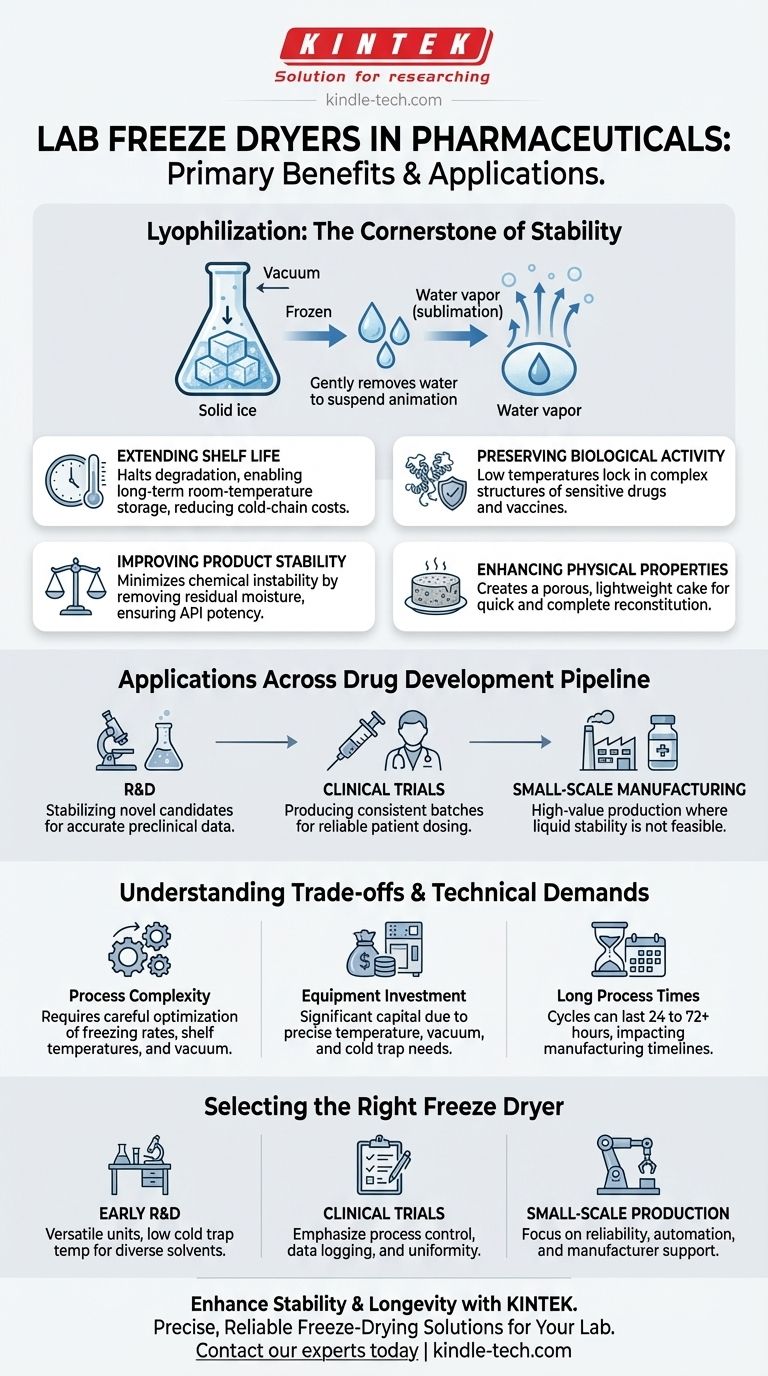
Los principales beneficios de una liofilizadora de laboratorio en la industria farmacéutica son la extensión de la vida útil, la preservación de la actividad biológica de los medicamentos sensibles, la mejora de la estabilidad del producto y el realce de las propiedades físicas para el transporte y el almacenamiento. Este proceso, conocido como liofilización, es esencial para crear productos terapéuticos que sigan siendo potentes y seguros durante años sin necesidad de refrigeración constante.
El valor fundamental de la liofilización es su capacidad para eliminar suavemente el agua de compuestos biológicos y químicos sensibles. Este proceso sitúa al producto en un estado de animación suspendida, haciéndolo estable durante años y preservando su integridad terapéutica hasta que se reconstituye para su uso.

Por qué la liofilización es una piedra angular de la estabilidad farmacéutica
La liofilización es más que un método de secado; es una técnica de estabilización precisa. Funciona congelando el material y luego reduciendo la presión circundante para permitir que el agua congelada se sublime directamente de sólido a gas, evitando la fase líquida perjudicial.
Extender la vida útil más allá de la refrigeración
Al eliminar el agua, el medio principal de las reacciones químicas y el crecimiento microbiano, la liofilización detiene eficazmente la degradación. Esto permite que los medicamentos complejos se almacenen a temperatura ambiente durante períodos prolongados, simplificando la logística y reduciendo los costes asociados al almacenamiento en cadena de frío.
Preservación de delicadas estructuras biológicas
Muchos medicamentos modernos, especialmente las vacunas y las terapias basadas en proteínas, son increíblemente frágiles. Las altas temperaturas o el estrés físico de la evaporación convencional pueden destruir sus complejas estructuras tridimensionales, inutilizándolos. La liofilización es un proceso a baja temperatura que fija estas estructuras en su lugar.
Lograr una estabilidad superior del producto
El producto final liofilizado tiene un contenido de humedad residual extremadamente bajo. Esto minimiza la inestabilidad química, como la hidrólisis, asegurando que el ingrediente farmacéutico activo (API) mantenga su potencia especificada durante toda su vida útil.
Creación de un producto consistente y reutilizable
El proceso da como resultado un "pastel" sólido y poroso que es ligero y ocupa el mismo volumen que el líquido congelado original. Esta estructura permite que el producto se redisuelva (reconstituya) rápida y completamente, lo cual es fundamental para las aplicaciones clínicas donde la dosificación precisa es primordial.
Aplicaciones a lo largo del proceso de desarrollo de fármacos
Las liofilizadoras de laboratorio no son solo para la fabricación a gran escala; son una herramienta fundamental en cada etapa para llevar un medicamento al mercado.
Investigación y Desarrollo (I+D)
En las primeras etapas, los científicos utilizan liofilizadoras para estabilizar nuevos candidatos a fármacos. Esto les permite estudiar los compuestos a lo largo del tiempo sin la variable de la degradación, asegurando la precisión de los datos preclínicos.
Ensayos clínicos
Para los ensayos clínicos, es esencial producir lotes consistentes y estables de medicamentos en investigación. La liofilización garantiza que cada paciente en un ensayo reciba el medicamento a su potencia prevista, independientemente de cuándo o dónde se administre.
Fabricación a pequeña escala
Las liofilizadoras de escala de laboratorio se utilizan para producir pequeños lotes comerciales de productos de alto valor. Esto incluye muchas vacunas, medicamentos inyectables y terapias donde la estabilidad en forma líquida no es factible.
Comprensión de las compensaciones y las exigencias técnicas
Si bien los beneficios son significativos, la adopción de la liofilización requiere una comprensión clara de sus complejidades.
Complejidad del proceso
Desarrollar un ciclo de liofilización exitoso es un esfuerzo científico complejo. Requiere una optimización cuidadosa de las velocidades de congelación, las temperaturas de la placa y los niveles de vacío para cada producto específico para evitar el colapso o la pérdida de actividad.
Inversión en equipos
Las liofilizadoras son equipos sofisticados que representan una inversión de capital significativa. La necesidad de un control preciso de la temperatura, vacíos profundos y trampas frías robustas las hace más caras que los hornos o evaporadores simples.
Tiempos de proceso largos
Un ciclo de liofilización típico puede durar entre 24 y 72 horas, o incluso más. Este largo tiempo de procesamiento puede ser un cuello de botella en la producción y debe tenerse en cuenta en los plazos de fabricación.
Selección de la liofilizadora adecuada para su aplicación
La elección del equipo correcto depende totalmente de su objetivo específico. Los factores técnicos clave incluyen la temperatura de la trampa fría, el nivel de vacío y la uniformidad de la temperatura de la placa.
- Si su enfoque principal es la I+D temprana con compuestos diversos: Priorice una unidad versátil con una temperatura de trampa fría muy baja para manejar una amplia gama de disolventes y controles precisos para desarrollar nuevos ciclos.
- Si su enfoque principal es la producción de materiales para ensayos clínicos: Enfatice el control del proceso, las capacidades de registro de datos y la uniformidad de la temperatura de la placa para garantizar la consistencia entre lotes y el cumplimiento normativo.
- Si su enfoque principal es la producción a pequeña escala y con control de calidad: Busque fiabilidad, funciones de automatización para garantizar la repetibilidad y un sistema de un fabricante con una sólida reputación de servicio y soporte.
En última instancia, una liofilizadora de laboratorio es una herramienta esencial para transformar formulaciones líquidas inestables en productos estables y duraderos que son seguros y eficaces para los pacientes.
Tabla de resumen:
| Beneficio | Impacto clave |
|---|---|
| Extiende la vida útil | Permite el almacenamiento a temperatura ambiente, reduciendo los costes de la cadena de frío. |
| Preserva la actividad biológica | Protege las delicadas estructuras de proteínas y vacunas. |
| Mejora la estabilidad del producto | Minimiza la degradación al eliminar el agua. |
| Mejora las propiedades físicas | Crea un pastel poroso para una fácil reconstitución y dosificación precisa. |
¿Listo para mejorar la estabilidad y longevidad de sus formulaciones farmacéuticas? Una liofilizadora de laboratorio KINTEK es la herramienta precisa y fiable que necesita para I+D, ensayos clínicos y producción a pequeña escala. Nos especializamos en proporcionar equipos de laboratorio y consumibles de alta calidad para satisfacer las exigentes demandas de la industria farmacéutica. Póngase en contacto con nuestros expertos hoy mismo para encontrar la solución de liofilización perfecta para las necesidades únicas de su laboratorio y garantizar que sus productos terapéuticos sigan siendo potentes y seguros.
Guía Visual
Productos relacionados
- Liofilizador de Laboratorio de Alto Rendimiento
- Liofilizadora de Laboratorio de Alto Rendimiento para Investigación y Desarrollo
- Liofilizador de laboratorio de sobremesa para uso en laboratorio
- Liofilizador de Vacío de Laboratorio de Sobremesa
- Congelador Vertical de Ultra Baja Temperatura de Precisión de Laboratorio 808L
La gente también pregunta
- ¿Cuáles son las ventajas técnicas de utilizar un liofilizador de laboratorio para precursores de carbono poroso? Preservación de redes 3D
- ¿Cuáles son los componentes principales de un liofilizador de laboratorio? Una guía de los 5 sistemas esenciales
- ¿Qué precauciones se deben tomar al usar un liofilizador de laboratorio? Pasos esenciales para una liofilización fiable
- ¿Cuáles son los pasos para usar un liofilizador de laboratorio? Domine la liofilización para una conservación superior de las muestras
- ¿Qué papel juegan las liofilizadoras de laboratorio en la industria alimentaria? Desbloquee una conservación superior de los alimentos



















