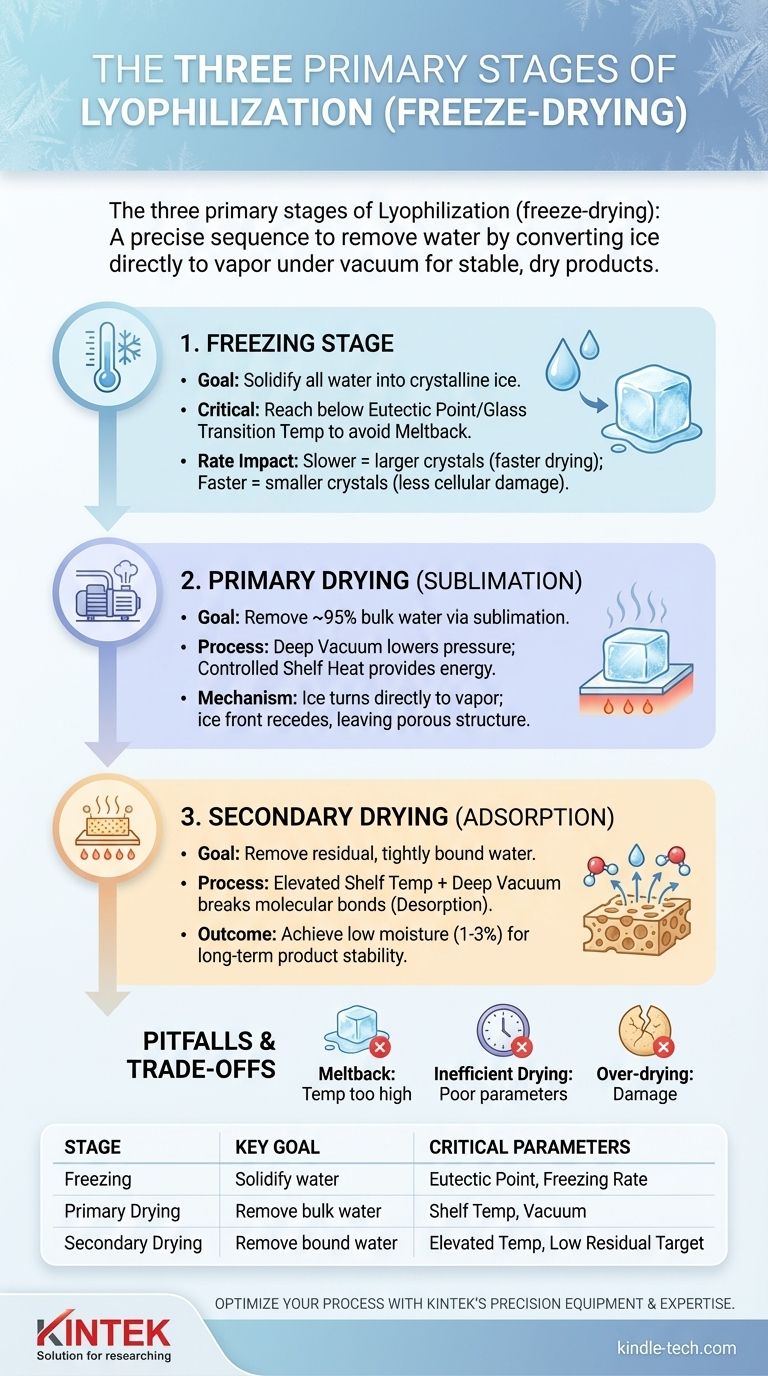
En resumen, un liofilizador opera en tres etapas distintas: Congelación, Secado Primario (Sublimación) y Secado Secundario (Adsorción). Estas etapas trabajan secuencialmente para eliminar el agua de un producto, primero convirtiéndola en hielo sólido y luego transformando ese hielo directamente en vapor bajo un vacío profundo, lo que resulta en un material estable y seco.
El desafío principal de la liofilización no es solo seguir tres pasos; se trata de gestionar con precisión el delicado equilibrio entre temperatura y presión. Dominar esta interacción es la clave para eliminar el agua sin destruir la estructura e integridad fundamental del producto.

La Base: La Etapa de Congelación
El éxito total del proceso de liofilización se basa en una etapa de congelación adecuada. El objetivo no es solo enfriar el producto, sino convertir toda el agua en una forma sólida y cristalina, preparando el escenario para la sublimación.
El Objetivo: Solidificar Toda el Agua
Antes de poder aplicar el vacío, el producto debe enfriarse a una temperatura en la que toda el agua congelable se convierta en hielo. Esto asegura que el agua se elimine por sublimación (sólido a gas) en lugar de ebullición (líquido a gas), lo que destruiría la estructura del producto.
Comprender la Temperatura Crítica
Para sustancias simples, esto está por debajo del punto triple. Sin embargo, para mezclas complejas (como la mayoría de los productos farmacéuticos), el umbral clave es el punto eutéctico o la temperatura de transición vítrea. Congelar por debajo de esta temperatura crítica es innegociable para evitar un fallo catastrófico conocido como "fusión inversa" durante la fase de secado.
El Impacto de la Velocidad de Congelación
La velocidad a la que se congela un producto determina el tamaño de los cristales de hielo. La congelación más lenta crea cristales de hielo más grandes, que forman canales más anchos para que el vapor de agua escape durante el secado, acelerando el proceso. La congelación más rápida crea cristales más pequeños, que pueden ser menos dañinos para las estructuras celulares delicadas pero pueden ralentizar la etapa de secado posterior.
El Motor: Secado Primario (Sublimación)
Esta es la fase más larga y que consume más energía, donde se elimina la mayor parte del agua (típicamente alrededor del 95%) del producto.
Creación de un Vacío Profundo
Una vez que el producto está correctamente congelado, la bomba de vacío del liofilizador reduce significativamente la presión de la cámara. Esta caída de presión es esencial; disminuye el punto en el que el hielo se convertirá en vapor, permitiendo que la sublimación ocurra a temperaturas muy bajas.
El Papel del Calor Controlado
La sublimación es un proceso endotérmico, requiere energía. Los estantes del liofilizador se calientan suavemente, proporcionando suficiente energía térmica al producto para fomentar que el hielo se convierta en vapor. El producto en sí permanece congelado debido al efecto de enfriamiento del proceso de sublimación.
El Frente de Sublimación en Movimiento
A medida que el hielo se sublima, el "frente de hielo" retrocede a través del producto, dejando una estructura porosa y seca. La tasa de sublimación se controla mediante el equilibrio entre el nivel de vacío y la cantidad de calor aplicada a través de los estantes.
El Toque Final: Secado Secundario (Adsorción)
Después de que todo el hielo libre se ha sublimado, una pequeña cantidad de agua "ligada" permanece, adsorbida a las moléculas del propio producto. La etapa de secado secundario está diseñada para eliminar esta humedad residual.
Dirigirse al Agua Ligada
Esta agua es mucho más difícil de eliminar que el hielo libre. Está unida iónicamente al producto y requiere más energía para ser liberada.
Cómo Trabajan Juntos la Temperatura y el Vacío
Para romper estos enlaces moleculares, la temperatura del estante se eleva significativamente, a menudo muy por encima de 0°C, mientras se mantiene el vacío profundo. Esto da a las moléculas de agua restantes suficiente energía para escapar del producto, un proceso conocido como desorción.
Lograr la Estabilidad Final del Producto
El objetivo de esta etapa final es reducir el contenido de humedad residual a un nivel objetivo, típicamente entre el 1% y el 3%. Este contenido de humedad extremadamente bajo es lo que otorga al producto final su estabilidad a largo plazo a temperatura ambiente.
Comprender las Compensaciones y los Inconvenientes
Un ciclo de liofilización exitoso es un proceso cuidadosamente optimizado. La incomprensión de los principios puede llevar a lotes fallidos y productos dañados.
Fusión Inversa: El Pecado Capital de la Liofilización
Si la temperatura del producto supera su temperatura eutéctica crítica durante el secado primario, la estructura congelada colapsará en una masa densa y gomosa. Este es un fallo irreversible que arruina el producto.
Secado Ineficiente: El Costo de Parámetros Deficientes
Usar una temperatura de estante demasiado baja o un vacío que no sea lo suficientemente profundo ralentizará drásticamente la tasa de sublimación. Esto resulta en tiempos de ciclo excesivamente largos e ineficientes, aumentando los costos operativos.
Sobresacado y Daño al Producto
Si bien el objetivo del secado secundario es eliminar el agua ligada, aplicar demasiado calor puede ser destructivo. Las temperaturas excesivas pueden desnaturalizar proteínas sensibles o degradar otros ingredientes farmacéuticos activos, comprometiendo la eficacia del producto final.
Tomar la Decisión Correcta para su Objetivo
Los parámetros de su proceso deben adaptarse a su producto específico y al resultado deseado.
- Si su enfoque principal es preservar la actividad biológica (p. ej., vacunas, proteínas): Priorice el control preciso de la temperatura para mantenerse muy por debajo de la temperatura crítica y evite la fusión inversa a toda costa.
- Si su enfoque principal es la máxima estabilidad a largo plazo: Concéntrese en una etapa de secado secundario eficaz para lograr el menor contenido de humedad residual posible sin dañar térmicamente el producto.
- Si su enfoque principal es optimizar el tiempo de ciclo y el rendimiento: Invierta en determinar con precisión el punto eutéctico de su producto para ejecutar la etapa de secado primario a la temperatura segura más alta posible.
Dominar la liofilización proviene de comprender que es un proceso dinámico de transferencia de energía controlada, no simplemente una receta estática de tres pasos.
Tabla Resumen:
| Etapa | Objetivo Clave | Parámetros Críticos |
|---|---|---|
| 1. Congelación | Solidificar toda el agua congelable en hielo | Punto eutéctico, Temperatura de transición vítrea, Velocidad de congelación |
| 2. Secado Primario (Sublimación) | Eliminar ~95% del agua por sublimación | Temperatura del estante, Presión de la cámara (vacío) |
| 3. Secado Secundario (Adsorción) | Eliminar el agua ligada para la estabilidad final | Temperatura elevada del estante, Bajo objetivo de humedad residual |
¿Listo para optimizar su proceso de liofilización?
Dominar el delicado equilibrio de temperatura y presión es clave para una liofilización exitosa. Ya sea que su objetivo sea preservar productos biológicos sensibles, lograr la máxima estabilidad del producto o mejorar el rendimiento del ciclo, KINTEK tiene la experiencia y el equipo de laboratorio confiable para apoyarle.
Ofrecemos:
- Liofilizadores de precisión para un control exacto de la temperatura y el vacío.
- Consultoría experta para ayudarle a definir parámetros críticos para su producto específico.
- Consumibles duraderos para asegurar resultados consistentes y confiables lote tras lote.
Hablemos de las necesidades de liofilización de su laboratorio. Contacte a nuestros expertos hoy para encontrar la solución perfecta para sus objetivos de investigación o producción.
Guía Visual
Productos relacionados
- Liofilizador de laboratorio de sobremesa para uso en laboratorio
- Liofilizadora de Laboratorio de Alto Rendimiento para Investigación y Desarrollo
- Liofilizador de Vacío de Laboratorio de Sobremesa
- Liofilizador de Laboratorio de Alto Rendimiento
- Homogeneizador de Alto Cizallamiento para Aplicaciones Farmacéuticas y Cosméticas
La gente también pregunta
- ¿Qué precauciones se deben tomar al usar un liofilizador de laboratorio? Pasos esenciales para una liofilización fiable
- ¿Por qué se utiliza una liofilizadora de laboratorio antes de la caracterización de la biomasa? Preservar la integridad estructural para obtener datos precisos
- ¿Cuál es la función de una liofilizadora de laboratorio en la preparación de aerogeles fotocatalíticos a base de alginato? Preservación de Estructuras Porosas
- ¿Cuáles son las ventajas de una liofilizadora de laboratorio sobre un horno de secado? Conserva una estructura de gel y porosidad superiores
- ¿Cuál es la función de una liofilizadora de laboratorio para nanopartículas de Fe-C@C? Lograr la morfología en forma de flor





