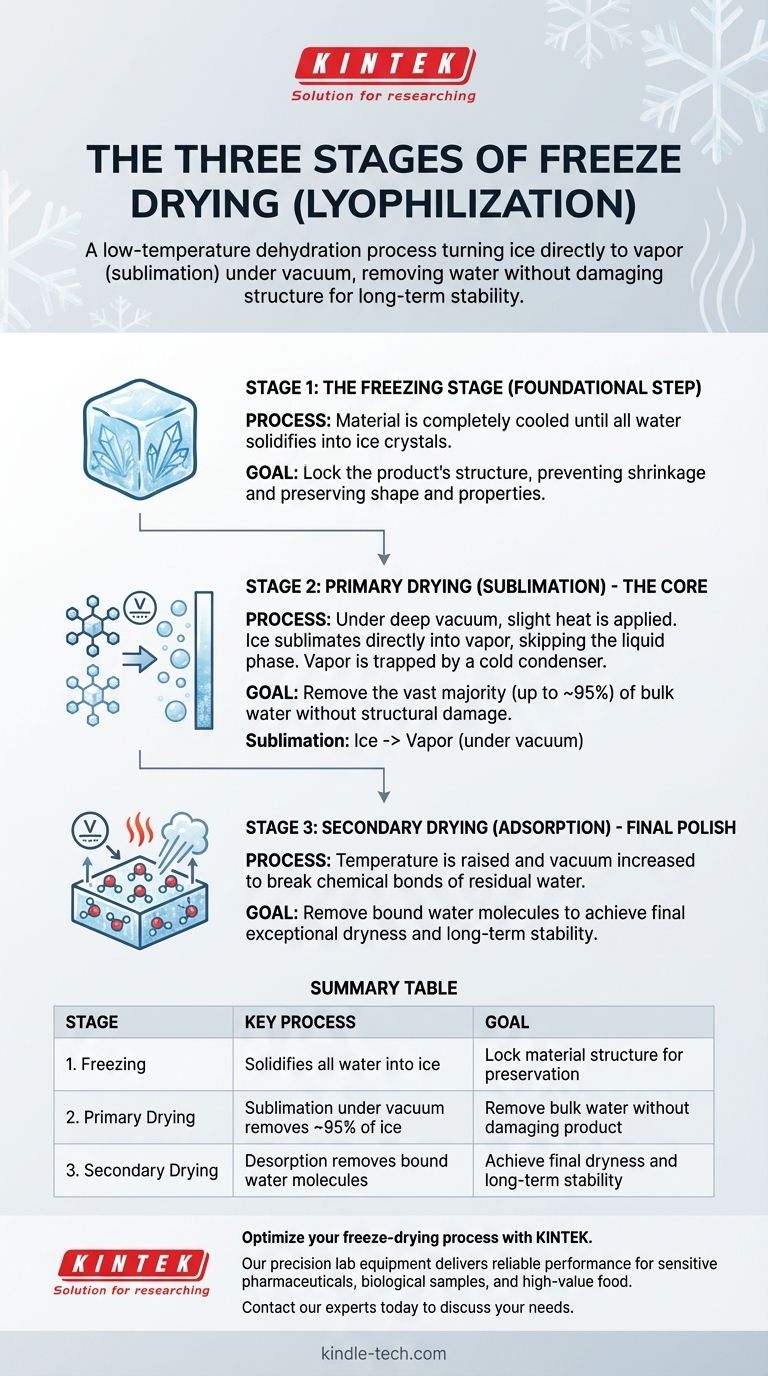
Las tres etapas de la liofilización son la etapa de congelación, la etapa de secado primario y la etapa de secado secundario. Este proceso de deshidratación a baja temperatura, también conocido como liofilización, primero congela completamente el material, luego utiliza un vacío para convertir el hielo sólido directamente en vapor, y finalmente elimina cualquier molécula de agua ligada restante para asegurar la estabilidad a largo plazo.
La liofilización es una técnica de conservación diseñada para eliminar el agua sin dañar la estructura original de un material. El principio fundamental es la sublimación: convertir el hielo directamente en vapor bajo vacío, lo que evita por completo la fase líquida destructiva.

El Paso Fundamental: La Etapa de Congelación
Todo el proceso depende de la preparación adecuada del material mediante su congelación. Este paso inicial fija la estructura del producto, lo cual es crítico para preservar su forma y propiedades.
### Por qué la congelación es lo primero
Antes de que el agua pueda ser eliminada, debe convertirse a un estado sólido (hielo). La congelación evita que el material se encoja o cambie su apariencia durante la deshidratación, lo cual es un problema común con los métodos de secado convencionales basados en calor.
### El Objetivo: Solidificación Completa
El material debe enfriarse a una temperatura donde esté completamente congelado. Esto asegura que toda el agua esté fijada como cristales de hielo, lista para la siguiente fase.
El Núcleo del Proceso: Secado Primario (Sublimación)
Esta es la fase más larga y crítica de la liofilización. Aquí, el agua congelada se elimina del producto mientras este permanece en su estado sólido y congelado.
### Introducción de un Vacío
Una vez que el material está congelado, se coloca bajo un vacío profundo, lo que reduce significativamente la presión circundante. Este ambiente de baja presión es la clave que permite que ocurra la sublimación.
### La Física de la Sublimación
Con la presión reducida, se añade cuidadosamente una pequeña cantidad de calor. Esta energía da a las moléculas de hielo la energía suficiente para transformarse directamente de un sólido a un gas (vapor de agua), saltándose por completo la fase líquida. El vacío ayuda a acelerar este proceso.
### El Papel del Condensador
A medida que el vapor de agua abandona el producto, es recogido por una superficie extremadamente fría dentro del liofilizador llamada condensador. Aquí, el vapor se convierte instantáneamente de nuevo en hielo, atrapándolo eficazmente y manteniéndolo alejado del producto.
### Cuánta Agua se Elimina
El secado primario es altamente efectivo, eliminando la gran mayoría del contenido de agua del material, típicamente hasta el 95%.
El Pulido Final: Secado Secundario (Adsorción)
Después de la sublimación, una pequeña cantidad de moléculas de agua permanece unida a la superficie del material. La etapa final está diseñada para eliminar esta humedad residual.
### Eliminación del Agua Ligada
Esta última porción de agua es más difícil de eliminar que los cristales de hielo libres. Está químicamente unida (adsorbida) a las moléculas del producto.
### Ajuste de Temperatura y Presión
Para romper estos enlaces, la temperatura se eleva gradualmente y el vacío a menudo se incrementa. Esto da a las moléculas de agua restantes suficiente energía para desprenderse y ser arrastradas, dejando el producto final excepcionalmente seco y estable.
Entendiendo las Ventajas y Desventajas
Aunque es altamente efectivo, el proceso de liofilización no está exento de desafíos. Comprender sus limitaciones es clave para usarlo con éxito.
### El Compromiso de Tiempo
La liofilización es un proceso muy lento y deliberado. La fase de secado primario, en particular, puede llevar una cantidad significativa de tiempo para asegurar que todo el hielo pueda sublimarse sin dañar el producto.
### El Riesgo de Daño Estructural
Aplicar demasiado calor durante la etapa de secado primario puede ser perjudicial. Si el calor es demasiado alto, puede abrumar el proceso de sublimación, haciendo que partes del producto se derritan y alterando su estructura fundamental.
Tomando la Decisión Correcta para su Objetivo
La precisión del proceso de liofilización lo hace ideal para materiales sensibles donde la preservación de la estructura y la actividad es primordial.
- Si su enfoque principal es la conservación de materiales biológicos o farmacéuticos: La liofilización es el estándar de oro para mantener la integridad de medicamentos, vacunas y muestras de investigación para almacenamiento a largo plazo.
- Si su enfoque principal es crear alimentos de alta calidad y estables en el estante: Este proceso preserva el sabor, la nutrición y la forma originales de los alimentos mucho mejor que la deshidratación tradicional.
En última instancia, dominar las tres etapas de la liofilización permite la notable preservación de materiales que de otro modo serían perecederos o inestables.
Tabla Resumen:
| Etapa | Proceso Clave | Objetivo |
|---|---|---|
| 1. Congelación | Solidifica toda el agua en hielo | Fijar la estructura del material para su conservación |
| 2. Secado Primario | La sublimación bajo vacío elimina ~95% del hielo | Eliminar el agua a granel sin dañar el producto |
| 3. Secado Secundario | La desorción elimina las moléculas de agua ligadas | Lograr la sequedad final y la estabilidad a largo plazo |
Optimice su proceso de liofilización con KINTEK.
Nuestro equipo y consumibles de laboratorio de precisión están diseñados para ofrecer el rendimiento y control fiables necesarios para cada etapa crítica de la liofilización. Ya sea que esté conservando productos farmacéuticos sensibles, muestras biológicas o productos alimenticios de alto valor, las soluciones de KINTEK le ayudan a lograr resultados superiores y estabilidad a largo plazo.
Contacte a nuestros expertos hoy para discutir sus necesidades específicas de laboratorio y descubrir el equipo adecuado para su aplicación.
Guía Visual
Productos relacionados
- Liofilizador de Laboratorio de Alto Rendimiento
- Liofilizadora de Laboratorio de Alto Rendimiento para Investigación y Desarrollo
- Liofilizador de laboratorio de sobremesa para uso en laboratorio
- Liofilizador de Vacío de Laboratorio de Sobremesa
- Congelador Vertical de Ultra Baja Temperatura (ULT) de 108L
La gente también pregunta
- ¿Cuáles son las ventajas técnicas de utilizar un liofilizador de laboratorio para precursores de carbono poroso? Preservación de redes 3D
- ¿Qué tipos de muestras líquidas se pueden procesar con una liofilizadora de laboratorio? Conserve sus materiales sensibles
- ¿Qué papel juegan las liofilizadoras de laboratorio en la industria alimentaria? Desbloquee una conservación superior de los alimentos
- ¿Qué precauciones se deben tomar al usar un liofilizador de laboratorio? Pasos esenciales para una liofilización fiable
- ¿Cuáles son los componentes principales de un liofilizador de laboratorio? Una guía de los 5 sistemas esenciales















