En esencia, la liofilización es una tecnología para la conservación. Sirve a una gama sorprendentemente diversa de industrias, desde la farmacéutica y la biotecnología hasta los alimentos especializados, la nutrición para mascotas y la investigación científica. Su valor radica en su capacidad única para eliminar el agua de un producto sin dañar su delicada estructura, contenido nutricional o actividad biológica.
La liofilización no se trata solo de hacer que las cosas duren más; se trata de preservar el valor. Ya sea que ese valor sea la integridad nutricional de los alimentos, la eficacia terapéutica de una vacuna o la estructura química de una muestra científica, el principal beneficio de la tecnología es fijar la calidad eliminando suavemente el agua.

El principio central: por qué funciona
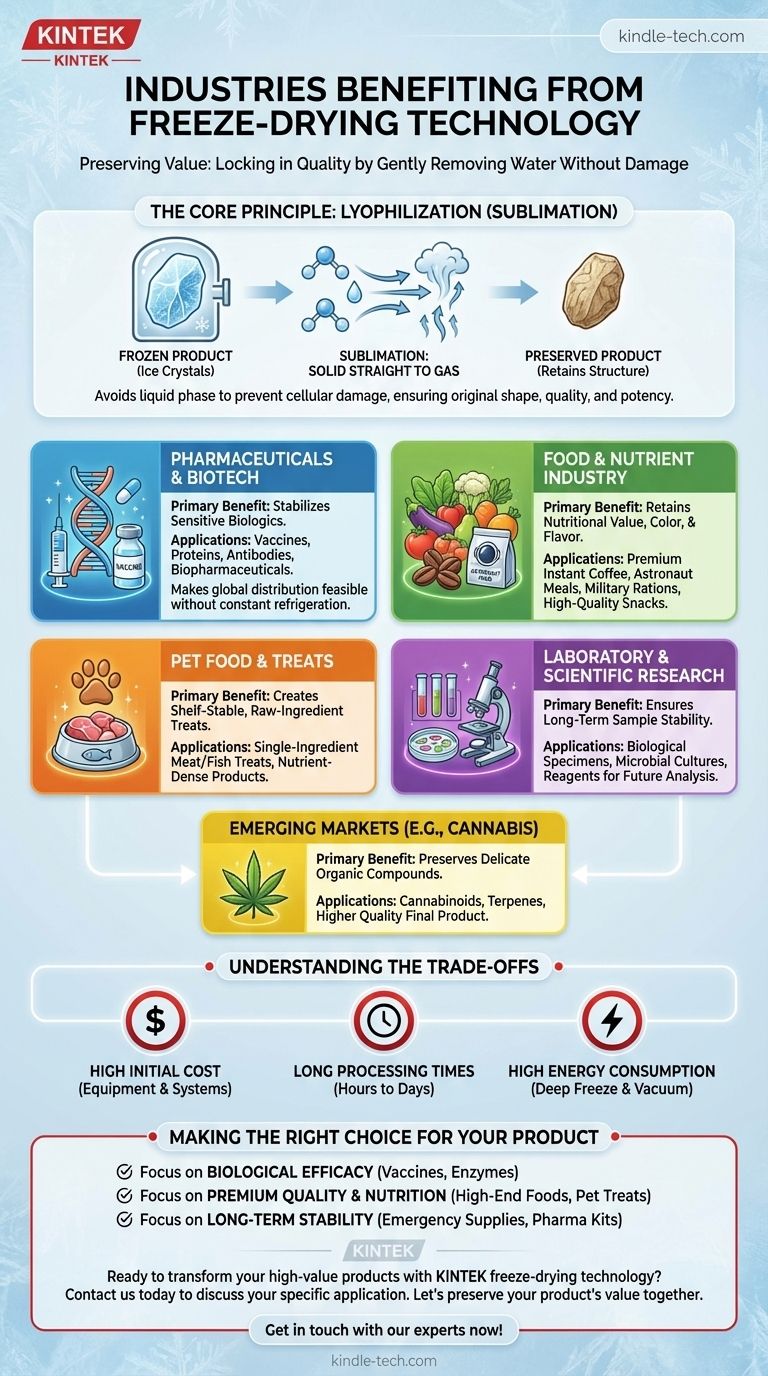
El término técnico para la liofilización es liofilización. A diferencia de la deshidratación simple, que utiliza calor que puede degradar un producto, la liofilización funciona mediante un proceso llamado sublimación.
De sólido directamente a gas
Primero, el producto se congela por completo. Luego, bajo un fuerte vacío, los cristales de agua congelada se convierten directamente en vapor de agua, omitiendo por completo la fase líquida.
Conservación de estructuras delicadas
Evitar una fase de agua líquida es fundamental. Previene el daño a la estructura celular o molecular, que es lo que suele ocurrir durante el secado convencional. Este proceso suave es la razón por la cual los productos liofilizados conservan su forma, calidad y potencia originales.
Aplicaciones clave en diversas industrias
Los beneficios de la liofilización no son universales; son más pronunciados en campos que manejan materiales sensibles o de alto valor.
Productos farmacéuticos y biotecnología
Esta es posiblemente la aplicación más crítica. La liofilización es esencial para crear formulaciones estables y duraderas de productos biológicos sensibles.
Esto incluye vacunas, proteínas, anticuerpos y otros productos biofarmacéuticos que de otro modo requerirían refrigeración constante y tendrían una vida útil muy corta. La tecnología hace que la distribución y el almacenamiento sean factibles a escala global.
La industria de alimentos y nutrientes
Aunque no se utiliza para todos los alimentos debido al costo, la liofilización es el estándar de oro para conservar productos de alto valor donde la calidad es primordial.
Mantiene el valor nutricional, el color y el sabor de los ingredientes mucho mejor que otros métodos. Esta es la razón por la que se utiliza para café instantáneo premium, comidas de astronautas, raciones militares y bocadillos de frutas y verduras de alta calidad.
Alimentos y premios para mascotas
La "humanización" de los alimentos para mascotas ha creado un mercado masivo para productos de alta calidad y ricos en nutrientes.
La liofilización permite la creación de premios para mascotas crudos o de un solo ingrediente que son estables en almacenamiento pero conservan el perfil nutricional completo de la carne o el pescado originales, lo que atrae a los dueños de mascotas más exigentes.
Laboratorio e investigación científica
En un contexto de investigación, la estabilidad a largo plazo de las muestras no es negociable.
La liofilización se utiliza para conservar especímenes biológicos, cultivos microbianos y reactivos para análisis futuros, asegurando que las muestras permanezcan sin cambios con el tiempo.
Mercados emergentes y de nicho
La versatilidad de la liofilización permite que sea adoptada por nuevas industrias que buscan mejorar la calidad del producto.
La industria del cannabis, por ejemplo, la utiliza para conservar cannabinoides y terpenos, lo que da como resultado un producto final de mayor calidad en comparación con los métodos de curado tradicionales. Esto resalta su potencial para cualquier campo con compuestos orgánicos delicados.
Comprender las compensaciones
A pesar de sus beneficios, la liofilización no es la solución para todas las aplicaciones. Implica compensaciones significativas que la hacen inadecuada para productos básicos de bajo margen.
Alto costo inicial
Los liofilizadores y los sistemas de vacío y refrigeración asociados representan una inversión de capital significativa en comparación con los hornos o deshidratadores convencionales.
Tiempos de procesamiento largos
El proceso es inherentemente lento. Un solo ciclo de liofilización puede tardar muchas horas o incluso varios días en completarse, lo que limita el rendimiento.
Alto consumo de energía
Mantener una congelación profunda y un vacío fuerte es un proceso intensivo en energía, lo que genera costos operativos más altos por unidad en comparación con el secado basado en calor.
Tomar la decisión correcta para su producto
Decidir si la liofilización es la tecnología adecuada para su aplicación depende totalmente de su objetivo principal y de si el valor del producto final justifica el costo.
- Si su enfoque principal es preservar la eficacia biológica: La liofilización es el estándar de oro para vacunas, enzimas y proteínas terapéuticas donde incluso una degradación menor es inaceptable.
- Si su enfoque principal es la calidad premium y el valor nutricional: Para alimentos de alta gama, suplementos o premios para mascotas, este método justifica su costo al ofrecer un producto demostrablemente superior.
- Si su enfoque principal es la estabilidad a largo plazo sin refrigeración: Es la opción ideal para crear productos estables en almacenamiento, desde suministros de alimentos de emergencia hasta kits farmacéuticos, que deben permanecer viables durante años.
En última instancia, la liofilización permite a las industrias transformar materiales perecederos de alto valor en productos estables y de alta calidad.
Tabla de resumen:
| Industria | Beneficio principal | Aplicaciones comunes |
|---|---|---|
| Farmacéutica y Biotecnología | Estabiliza biológicos sensibles | Vacunas, proteínas, anticuerpos |
| Alimentos y Nutrientes | Retiene sabor, color y nutrición | Café instantáneo, comidas de astronauta, bocadillos de frutas |
| Alimentos para mascotas | Crea premios de ingredientes crudos estables en almacenamiento | Premios de carne/pescado de un solo ingrediente |
| Investigación científica | Asegura la estabilidad de la muestra a largo plazo | Especímenes biológicos, cultivos microbianos |
| Mercados emergentes (p. ej., Cannabis) | Conserva compuestos orgánicos delicados | Cannabinoides, terpenos |
¿Listo para transformar sus productos de alto valor con la liofilización?
En KINTEK, nos especializamos en proporcionar equipos de laboratorio avanzados, incluidos liofilizadores, para satisfacer las necesidades precisas de los laboratorios en farmacia, biotecnología, ciencia de los alimentos e investigación. Nuestras soluciones le ayudan a preservar la potencia, el valor nutricional y la integridad de sus materiales más sensibles.
Contáctenos hoy para discutir cómo nuestra tecnología de liofilización puede beneficiar su aplicación específica. Preservemos juntos el valor de su producto.
¡Póngase en contacto con nuestros expertos ahora!
Guía Visual
Productos relacionados
- Liofilizador de Laboratorio de Alto Rendimiento
- Liofilizadora de Laboratorio de Alto Rendimiento para Investigación y Desarrollo
- Liofilizador de laboratorio de sobremesa para uso en laboratorio
- Liofilizador de Vacío de Laboratorio de Sobremesa
- Congelador Vertical de Ultra Baja Temperatura (ULT) de 108L
La gente también pregunta
- ¿Cuáles son los pasos para usar un liofilizador de laboratorio? Domine la liofilización para una conservación superior de las muestras
- ¿Cómo apoyan los liofilizadores de laboratorio la investigación científica? Preservar la integridad de la muestra para obtener resultados reproducibles
- ¿Qué tipos de muestras líquidas se pueden procesar con una liofilizadora de laboratorio? Conserve sus materiales sensibles
- ¿Por qué se utiliza una liofilizadora de laboratorio antes de la caracterización de la biomasa? Preservar la integridad estructural para obtener datos precisos
- ¿Cuáles son las ventajas técnicas de utilizar un liofilizador de laboratorio para precursores de carbono poroso? Preservación de redes 3D















