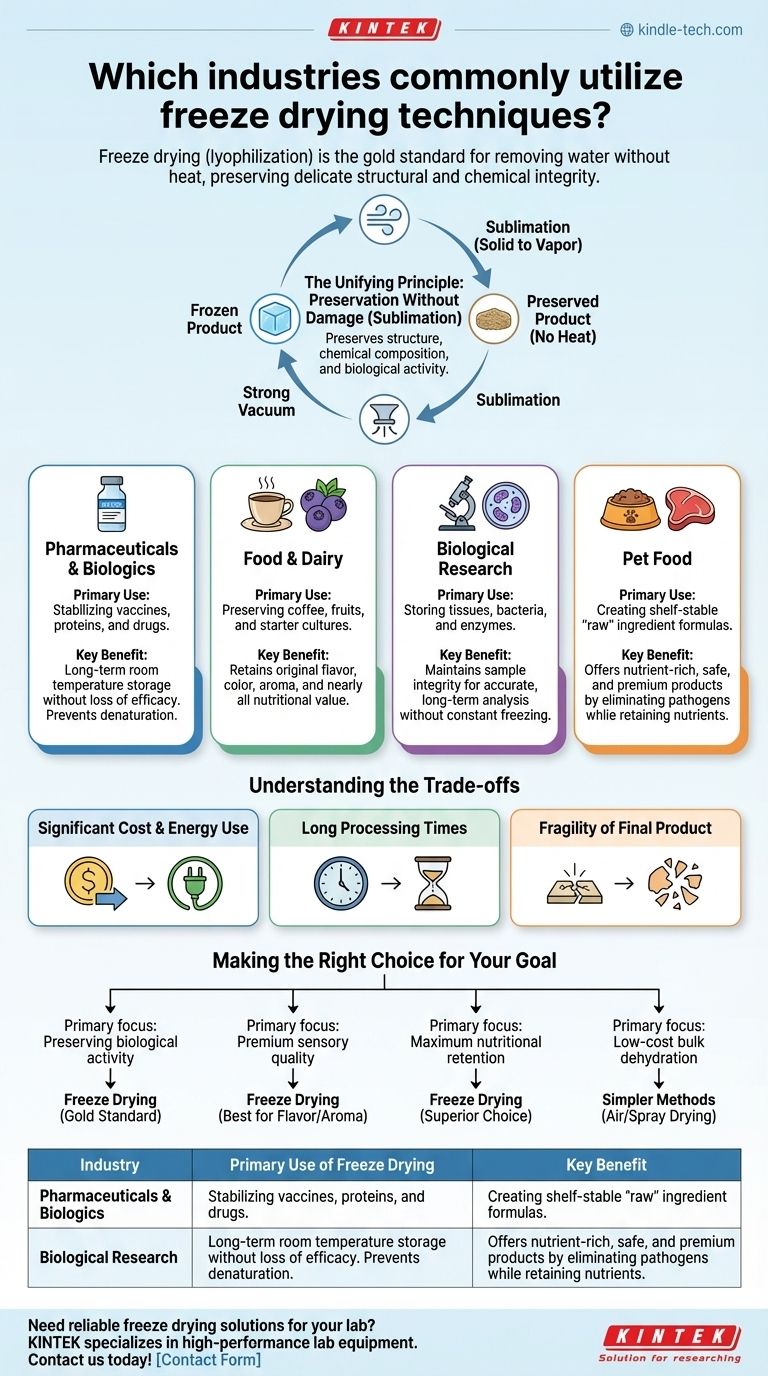
En esencia, la liofilización es un proceso crítico para una gama sorprendentemente diversa de campos. La técnica, formalmente conocida como liofilización, es el estándar de oro en las industrias farmacéutica, alimentaria y láctea, de investigación biológica y de alimentos para mascotas de alta gama. Su capacidad única para eliminar el agua sin calor es el hilo conductor que la hace indispensable en estos sectores aparentemente no relacionados.
El valor unificador de la liofilización es su capacidad para preservar la delicada integridad estructural y química de una sustancia. Al convertir el agua congelada directamente en vapor, evita el daño causado por el calor o el secado en fase líquida, lo que la convierte en el método preferido para materiales sensibles de alto valor.

El Principio Unificador: Preservación sin Daño
La liofilización funciona mediante un proceso llamado sublimación. Un producto se congela primero y luego se coloca en un fuerte vacío. Esto hace que los cristales de agua congelados se transformen directamente en vapor de agua, sin pasar por la fase líquida.
Esta suave eliminación de agua es lo que preserva la estructura original, la composición química y la actividad biológica de un producto.
Productos Farmacéuticos y Biológicos: Garantizando Eficacia y Estabilidad
En el mundo farmacéutico, muchos medicamentos modernos, especialmente los biológicos como vacunas, anticuerpos y proteínas, son increíblemente frágiles. Exponerlos al calor los desnaturalizaría, dejándolos inútiles.
La liofilización estabiliza estos ingredientes activos en estado sólido. Esto permite almacenarlos durante años a temperatura ambiente y luego rehidratarlos rápidamente para su uso, un factor crítico para la distribución global y el almacenamiento.
Alimentos y Lácteos: Conservando Sabor, Color y Nutrición
El sabor "fresco" del café instantáneo o el color vibrante de las bayas liofilizadas son un resultado directo de la liofilización. Los métodos tradicionales de secado por calor degradan las vitaminas, descomponen los compuestos de sabor y alteran la textura.
Al preservar la estructura celular del alimento, la liofilización retiene casi todo su valor nutricional, aroma y sabor originales. También se utiliza para preservar cultivos iniciadores para yogur y queso, manteniendo vivas las delicadas bacterias probióticas.
Investigación Biológica: Estabilizando Muestras para el Estudio
Para los científicos, preservar la integridad de una muestra biológica no es negociable. Ya sea tejido, bacterias o enzimas purificadas, cualquier cambio estructural puede comprometer los resultados de la investigación.
La liofilización permite el almacenamiento a largo plazo de estas muestras sin necesidad de congelación constante. Esto facilita el transporte, el intercambio y el análisis de muestras a lo largo del tiempo sin degradación.
Alimentos para Mascotas: Satisfaciendo la Demanda de Ingredientes "Crudos" y Premium
El mercado de alimentos para mascotas de alta gama favorece cada vez más los ingredientes "crudos" o mínimamente procesados. La liofilización permite a los fabricantes ofrecer los beneficios nutricionales de la carne, el pescado y los órganos crudos en un formato seguro y estable en el estante.
Este proceso elimina los patógenos al eliminar el agua, pero conserva el perfil de nutrientes que se perdería a través de la cocción convencional a alta temperatura o el renderizado.
Comprendiendo las Ventajas y Desventajas
Aunque potente, la liofilización no es una solución universal. Implica importantes ventajas y desventajas que limitan su uso a aplicaciones específicas donde sus beneficios superan sus inconvenientes.
Costo Significativo y Uso de Energía
El equipo de liofilización es costoso de adquirir y operar. El proceso de mantener una congelación profunda y un fuerte vacío consume mucha energía, lo que lo convierte en uno de los métodos de deshidratación más caros.
Tiempos de Procesamiento Largos
A diferencia del secado por pulverización o el secado en túnel, un ciclo de liofilización puede durar desde varias horas hasta varios días. Este bajo rendimiento significa que no es práctico para productos básicos de gran volumen y bajo margen.
Fragilidad del Producto Final
El producto liofilizado resultante es poroso y a menudo bastante quebradizo. Debe manipularse y envasarse con cuidado para evitar que se desmorone en polvo, lo que añade otra capa de costo y complejidad.
Tomando la Decisión Correcta para su Objetivo
La decisión de utilizar la liofilización depende en última instancia de si la integridad del producto final es su máxima prioridad.
- Si su enfoque principal es preservar la actividad biológica: La liofilización es el estándar de oro para materiales sensibles como vacunas, enzimas y cultivos celulares.
- Si su enfoque principal es la calidad sensorial premium: Este es el mejor método para retener el sabor, el color y el aroma de productos alimenticios de alta gama como el café y la fruta.
- Si su enfoque principal es la máxima retención nutricional: Es la opción superior para crear productos ricos en nutrientes, desde suplementos para la salud hasta alimentos premium para mascotas.
- Si su enfoque principal es la deshidratación a granel de bajo costo: Los métodos más simples y rápidos, como el secado al aire o el secado por pulverización, son casi siempre una opción más económica.
En última instancia, la liofilización es la solución definitiva cuando el costo de dañar un producto es mucho mayor que el costo de preservarlo.
Tabla Resumen:
| Industria | Uso Principal de la Liofilización | Beneficio Clave |
|---|---|---|
| Productos Farmacéuticos y Biológicos | Estabilización de vacunas, proteínas y medicamentos | Almacenamiento a largo plazo a temperatura ambiente sin pérdida de eficacia |
| Alimentos y Lácteos | Conservación de café, frutas y cultivos iniciadores | Retiene el sabor, color y valor nutricional originales |
| Investigación Biológica | Almacenamiento de tejidos, bacterias y enzimas | Mantiene la integridad de la muestra para un análisis preciso |
| Alimentos para Mascotas | Creación de fórmulas de ingredientes crudos estables en el estante | Ofrece productos nutritivos, seguros y premium |
¿Necesita soluciones confiables de liofilización para su laboratorio? KINTEK se especializa en equipos de laboratorio de alto rendimiento, incluidos liofilizadores adaptados para productos farmacéuticos, ciencia de los alimentos e investigación biológica. Nuestra experiencia garantiza que sus materiales sensibles se conserven con precisión y eficiencia. Contáctenos hoy para discutir cómo podemos apoyar sus necesidades específicas de la industria.
Guía Visual
Productos relacionados
- Liofilizador de Laboratorio de Alto Rendimiento
- Liofilizadora de Laboratorio de Alto Rendimiento para Investigación y Desarrollo
- Liofilizador de laboratorio de sobremesa para uso en laboratorio
- Liofilizador de Vacío de Laboratorio de Sobremesa
- Congelador Vertical de Ultra Baja Temperatura (ULT) de 108L
La gente también pregunta
- ¿Cómo apoyan los liofilizadores de laboratorio la investigación científica? Preservar la integridad de la muestra para obtener resultados reproducibles
- ¿Cuáles son los componentes principales de un liofilizador de laboratorio? Una guía de los 5 sistemas esenciales
- ¿Cuáles son los pasos para usar un liofilizador de laboratorio? Domine la liofilización para una conservación superior de las muestras
- ¿Qué precauciones se deben tomar al usar un liofilizador de laboratorio? Pasos esenciales para una liofilización fiable
- ¿Qué papel juegan las liofilizadoras de laboratorio en la industria alimentaria? Desbloquee una conservación superior de los alimentos















