Desde un punto de vista técnico, la liofilización mejora la calidad farmacéutica al transformar fundamentalmente un producto líquido inestable en un sólido poroso y estable. Esto se logra eliminando el agua mediante sublimación, lo que reduce significativamente la degradación química, prolonga la vida útil a menudo durante varios años a temperatura ambiente y crea un producto que puede reconstituirse rápidamente para su uso, conservando sus propiedades terapéuticas originales.
El desafío principal con muchos medicamentos modernos, especialmente los productos biológicos y las vacunas, es su inestabilidad inherente en forma líquida. La liofilización resuelve esto no solo secando el producto, sino bloqueando su delicada estructura molecular en su lugar a bajas temperaturas, asegurando que su seguridad y eficacia se conserven desde la fabricación hasta la administración al paciente.

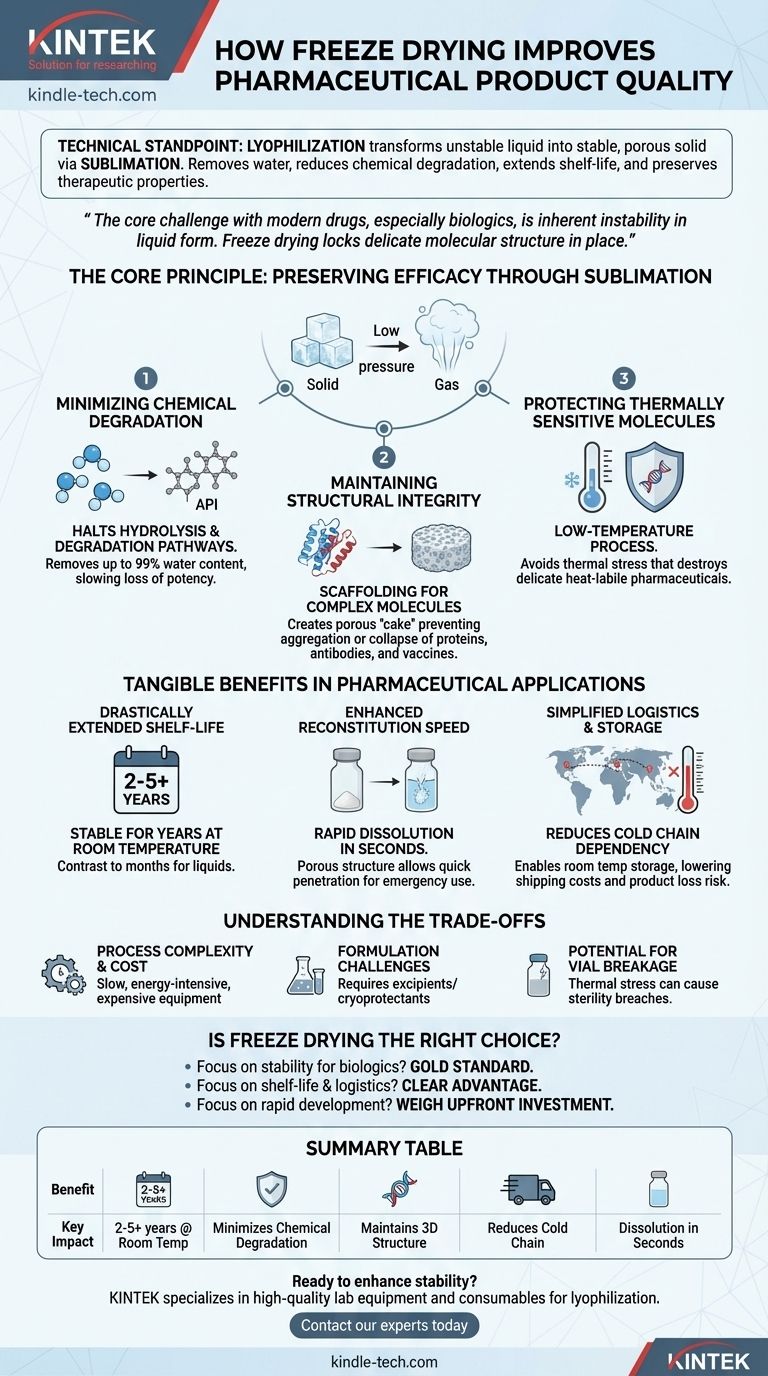
El Principio Fundamental: Preservar la Eficacia Mediante la Sublimación
La liofilización es un proceso de deshidratación a baja temperatura que implica congelar el producto, reducir la presión y luego eliminar el hielo por sublimación, la transición directa de un sólido a un gas. Este mecanismo único es la clave de sus beneficios para mejorar la calidad.
Minimizar la Degradación Química
El agua es un medio principal para las reacciones químicas, particularmente la hidrólisis, que puede descomponer e inactivar los ingredientes farmacéuticos activos (API). Al eliminar hasta el 99% del contenido de agua, la liofilización detiene eficazmente estas vías de degradación.
Esto ralentiza drásticamente la pérdida de potencia con el tiempo, asegurando que el medicamento ofrezca su efecto terapéutico previsto incluso después de años de almacenamiento.
Mantener la Integridad Estructural
Para moléculas complejas como proteínas, anticuerpos y vacunas, su estructura tridimensional es esencial para su función. Los métodos convencionales de secado por calor pueden hacer que esta estructura se desnaturalice y colapse, dejando el medicamento inútil.
La liofilización, sin embargo, elimina el agua de un estado congelado. Este proceso actúa como un andamio, creando un "pastel" poroso y similar a una esponja que mantiene la dispersión molecular original del medicamento y previene la agregación o el colapso estructural.
Proteger las Moléculas Térmicamente Sensibles
Muchos productos biológicos avanzados son extremadamente sensibles al calor. Todo el proceso de liofilización se lleva a cabo a temperaturas bajas o bajo cero, lo que evita el estrés térmico que de otro modo destruiría estos delicados productos. Esto lo convierte en el método principal para preservar los productos farmacéuticos termolábiles.
Beneficios Tangibles en Aplicaciones Farmacéuticas
Los principios científicos de la liofilización se traducen directamente en ventajas críticas y reales para el desarrollo, la fabricación y la distribución de medicamentos.
Vida Útil Drásticamente Prolongada
El principal beneficio de crear un estado seco y estable es una extensión masiva de la vida útil del producto. Muchos productos farmacéuticos liofilizados son estables durante dos a cinco años o más a temperatura ambiente, un marcado contraste con las formulaciones líquidas que pueden durar solo meses incluso con refrigeración.
Velocidad de Reconstitución Mejorada
La estructura de pastel porosa creada durante la sublimación tiene una superficie muy grande. Cuando se añade un disolvente (como agua estéril), puede penetrar rápidamente esta estructura, permitiendo que el producto se disuelva y se reconstituya en segundos. Esta es una ventaja crítica para la medicina de emergencia y la conveniencia clínica.
Logística y Almacenamiento Simplificados
Al permitir el almacenamiento a temperatura ambiente, la liofilización puede eliminar la necesidad de una "cadena de frío" continua y costosa, la red refrigerada necesaria para almacenar y transportar muchos productos biológicos líquidos. Esto simplifica la distribución global, reduce los costos de envío y disminuye el riesgo de pérdida de producto debido a excursiones de temperatura.
Comprender las Compensaciones
Aunque potente, la liofilización no es una solución universal. La objetividad requiere reconocer sus importantes desafíos.
Complejidad y Costo del Proceso
La liofilización es un proceso lento de varios días que consume mucha energía. El equipo especializado es costoso de comprar, operar y mantener, lo que lo convierte en una de las operaciones unitarias más costosas en la fabricación farmacéutica.
Desafíos de Formulación
No se puede simplemente poner cualquier medicamento líquido en un liofilizador. La liofilización exitosa a menudo requiere un extenso desarrollo de la formulación, incluida la adición de excipientes (como azúcares o aminoácidos) que actúan como crioprotectores y lioprotectores para proteger el API durante las tensiones de congelación y secado.
Potencial de Rotura de Viales
El paso de congelación induce un estrés térmico significativo en el recipiente primario del producto (típicamente un vial de vidrio). Sin una optimización cuidadosa del proceso, esto puede provocar la rotura del recipiente, lo que resulta en violaciones de la esterilidad y pérdida de producto.
¿Es la Liofilización la Elección Correcta para su Producto?
La decisión de utilizar la liofilización es un equilibrio estratégico entre los requisitos de calidad, las necesidades logísticas y el costo.
- Si su enfoque principal es la estabilidad para un producto biológico o una vacuna: La liofilización es a menudo el estándar de oro para preservar la estructura y función de moléculas complejas y sensibles a la temperatura.
- Si su enfoque principal es prolongar la vida útil y simplificar la logística: La liofilización ofrece una clara ventaja al permitir el almacenamiento a temperatura ambiente y reducir o eliminar la dependencia de la cadena de frío.
- Si su enfoque principal es el desarrollo rápido y el bajo costo: Debe sopesar la calidad superior de la liofilización frente a su importante inversión en el desarrollo del proceso, el tiempo de ciclo y el equipo de capital.
En última instancia, la liofilización es una inversión estratégica en la calidad del producto, intercambiando la complejidad inicial por la estabilidad y fiabilidad a largo plazo.
Tabla Resumen:
| Beneficio | Impacto Clave |
|---|---|
| Vida Útil Prolongada | Estable durante 2-5+ años a temperatura ambiente frente a meses para líquidos |
| Potencia Preservada | Minimiza la degradación química (por ejemplo, hidrólisis) de los API |
| Integridad Estructural | Mantiene la estructura 3D de proteínas, anticuerpos y vacunas |
| Logística Simplificada | Reduce o elimina la necesidad de un costoso almacenamiento en cadena de frío |
| Reconstitución Rápida | La estructura de pastel porosa permite la disolución en segundos |
¿Listo para mejorar la estabilidad y la vida útil de sus productos farmacéuticos? El proceso de liofilización es una ciencia precisa que requiere equipos confiables. KINTEK se especializa en equipos y consumibles de laboratorio de alta calidad para el desarrollo y la fabricación farmacéutica. Nuestra experiencia puede ayudarle a navegar por las complejidades de la liofilización para lograr una calidad de producto superior. Contacte a nuestros expertos hoy para discutir cómo nuestras soluciones pueden satisfacer sus necesidades específicas de laboratorio.
Guía Visual
Productos relacionados
- Liofilizador de Laboratorio de Alto Rendimiento
- Liofilizadora de Laboratorio de Alto Rendimiento para Investigación y Desarrollo
- Liofilizador de laboratorio de sobremesa para uso en laboratorio
- Liofilizador de Vacío de Laboratorio de Sobremesa
- Congelador Vertical de Ultra Baja Temperatura (ULT) de 108L
La gente también pregunta
- ¿Por qué se utiliza una liofilizadora de laboratorio antes de la caracterización de la biomasa? Preservar la integridad estructural para obtener datos precisos
- ¿Qué papel juega una liofilizadora de laboratorio en la síntesis de electrocatalizadores a base de grafeno? Conservar estructuras 3D
- ¿Cómo apoyan los liofilizadores de laboratorio la investigación científica? Preservar la integridad de la muestra para obtener resultados reproducibles
- ¿Qué papel juegan las liofilizadoras de laboratorio en la industria alimentaria? Desbloquee una conservación superior de los alimentos
- ¿Cuáles son los pasos para usar un liofilizador de laboratorio? Domine la liofilización para una conservación superior de las muestras















