Cuando el aceite hidráulico se calienta demasiado, se vuelve peligrosamente delgado y comienza a descomponerse químicamente. Este doble ataque reduce significativamente su capacidad para lubricar y proteger los componentes del sistema, lo que lleva directamente a un aumento de la fricción, un desgaste acelerado y un mayor riesgo de fallo prematuro del equipo.
El problema central con el aceite hidráulico caliente no es solo el adelgazamiento inmediato. Es el comienzo de una reacción química descontrolada llamada oxidación, que degrada permanentemente el aceite, crea lodos y barnices dañinos, y reduce a la mitad la vida útil del aceite por cada aumento de 18°F (10°C) por encima de su temperatura óptima.

El efecto físico inmediato: Ruptura de la viscosidad
¿Qué es la viscosidad?
Piense en la viscosidad como la "espesura" del aceite o su resistencia al flujo. Un fluido de alta viscosidad como la miel fluye lentamente, mientras que un fluido de baja viscosidad como el agua fluye fácilmente.
En un sistema hidráulico, la viscosidad es la propiedad más crítica. Es lo que permite que el aceite cree una película protectora entre las piezas metálicas móviles, evitando el contacto directo y el desgaste.
Cómo el calor reduce la viscosidad
A medida que el aceite se calienta, sus moléculas se mueven más rápido y se separan más, reduciendo la fricción interna que le da espesor. Esto hace que el aceite se adelgace, disminuyendo drásticamente su viscosidad.
Las consecuencias del aceite delgado
Cuando el aceite se vuelve demasiado delgado, la película lubricante que crea puede romperse bajo presión. Esto conduce a varios problemas inmediatos:
- Mayor desgaste: Se produce contacto metal con metal, acelerando el desgaste de bombas, motores y válvulas.
- Fugas internas: El aceite más delgado pasa más fácilmente por los sellos dentro de los componentes, reduciendo la eficiencia, la velocidad y la potencia del sistema.
- Protección reducida: La capacidad del aceite para amortiguar cargas y proteger contra la fricción se ve gravemente comprometida.
El ataque químico a largo plazo: Oxidación
Entendiendo la oxidación
La oxidación es una reacción química entre las moléculas base del aceite y el oxígeno. El calor actúa como un potente catalizador, acelerando drásticamente este proceso destructivo. Contaminantes como el agua y las partículas metálicas también lo aceleran.
El círculo vicioso del calor
El peligro de la oxidación radica en un ciclo de retroalimentación. El calor acelera la oxidación, y la oxidación es un proceso exotérmico, lo que significa que genera su propio calor.
Esto crea un círculo vicioso donde el calor crea más oxidación, lo que a su vez crea más calor, haciendo que el aceite se degrade a un ritmo exponencial.
Subproductos de la degradación: Lodo y barniz
A medida que la oxidación descompone el aceite, forma subproductos insolubles. Estos se manifiestan como lodo (una sustancia blanda, similar al alquitrán) y barniz (una laca dura y pegajosa).
Cómo el barniz y el lodo dañan un sistema
Estos contaminantes son devastadores para un sistema hidráulico. Obstruyen los filtros, se adhieren a los carretes de las válvulas, bloquean pequeños orificios y recubren las superficies internas.
Una capa de barniz también actúa como aislante, impidiendo que los componentes disipen el calor de manera efectiva y empeorando aún más el problema de sobrecalentamiento.
El impacto de la formación de ácidos
La oxidación también crea ácidos corrosivos. Estos ácidos atacan los componentes metálicos desde el interior, lo que provoca corrosión y contamina aún más el aceite con partículas metálicas. También degradan los sellos y las mangueras, haciendo que se endurezcan y agrieten.
Entendiendo las compensaciones y los inconvenientes
Eficiencia vs. Longevidad
Operar un sistema hidráulico fuera de su rango de temperatura óptimo es una compensación directa entre la operación a corto plazo y la salud a largo plazo. Exigir mucho al sistema puede hacer el trabajo, pero el costo se pagará en fallas prematuras de los componentes y una vida útil del aceite drásticamente acortada.
El costo oculto del barniz
El barniz es una causa principal de fallas hidráulicas "inexplicables". Una válvula que se atasca un día pero funciona al siguiente es a menudo un síntoma de acumulación de barniz. Ignorarlo conduce a un rendimiento impredecible y, finalmente, a una falla catastrófica.
Ignorar la temperatura es ignorar la salud
La temperatura es el signo vital más importante de un sistema hidráulico. Una temperatura anormalmente alta nunca es el problema raíz; siempre es un síntoma de un problema subyacente, como un componente ineficiente o un intercambiador de calor de tamaño insuficiente.
Tomando la decisión correcta para su objetivo
Para prevenir fallas, es crucial monitorear y controlar la temperatura de operación del sistema. El objetivo es mantener el aceite dentro de su rango de viscosidad ideal, típicamente entre 120°F y 140°F (50°C y 60°C).
- Si su enfoque principal es la máxima fiabilidad y longevidad: Priorice mantener la temperatura del aceite dentro de su rango óptimo mediante enfriadores de tamaño adecuado y un mantenimiento rutinario del sistema.
- Si está solucionando problemas de bajo rendimiento o pérdida de potencia: Investigue la temperatura del sistema de inmediato, ya que la baja viscosidad debido al exceso de calor es una causa principal de fugas internas y eficiencia reducida.
- Si está realizando mantenimiento y encuentra aceite oscuro y lodoso: Trate esto como un síntoma claro de un problema crónico de sobrecalentamiento que debe diagnosticarse y solucionarse, en lugar de simplemente cambiar el aceite.
Gestionar el calor es la estrategia más efectiva para garantizar la salud, la eficiencia y la fiabilidad a largo plazo de cualquier sistema hidráulico.
Tabla resumen:
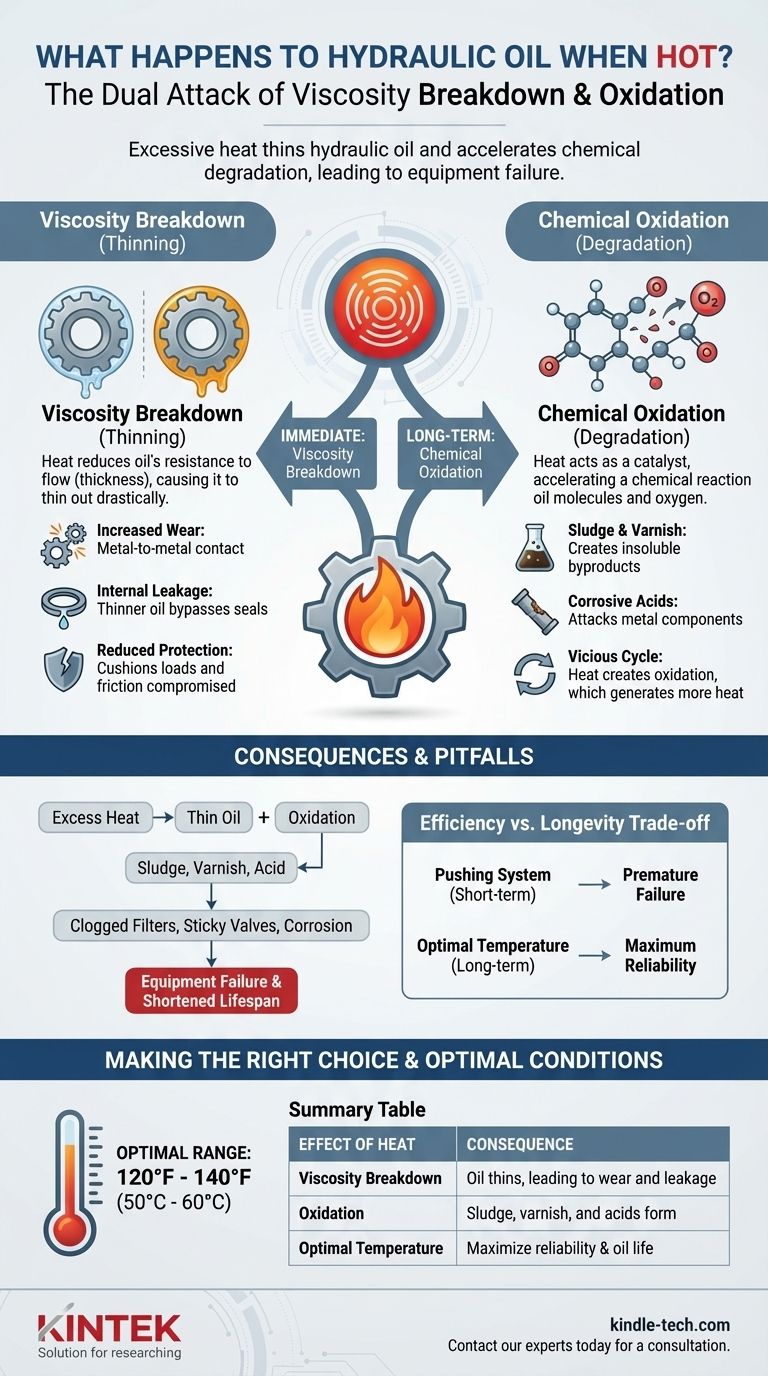
| Efecto del calor | Consecuencia |
|---|---|
| Ruptura de la viscosidad | El aceite se adelgaza, lo que provoca desgaste metal con metal y fugas internas. |
| Oxidación | La degradación química crea lodo, barniz y ácidos corrosivos. |
| Temperatura óptima | 120°F - 140°F (50°C - 60°C) para máxima fiabilidad y vida útil del aceite. |
Proteja sus sistemas hidráulicos de los efectos dañinos del calor. KINTEK se especializa en equipos y consumibles de laboratorio, proporcionando soluciones fiables para monitorear y mantener condiciones de operación óptimas. Asegure la longevidad y eficiencia de su sistema—contacte a nuestros expertos hoy para una consulta adaptada a las necesidades de su laboratorio.
Guía Visual