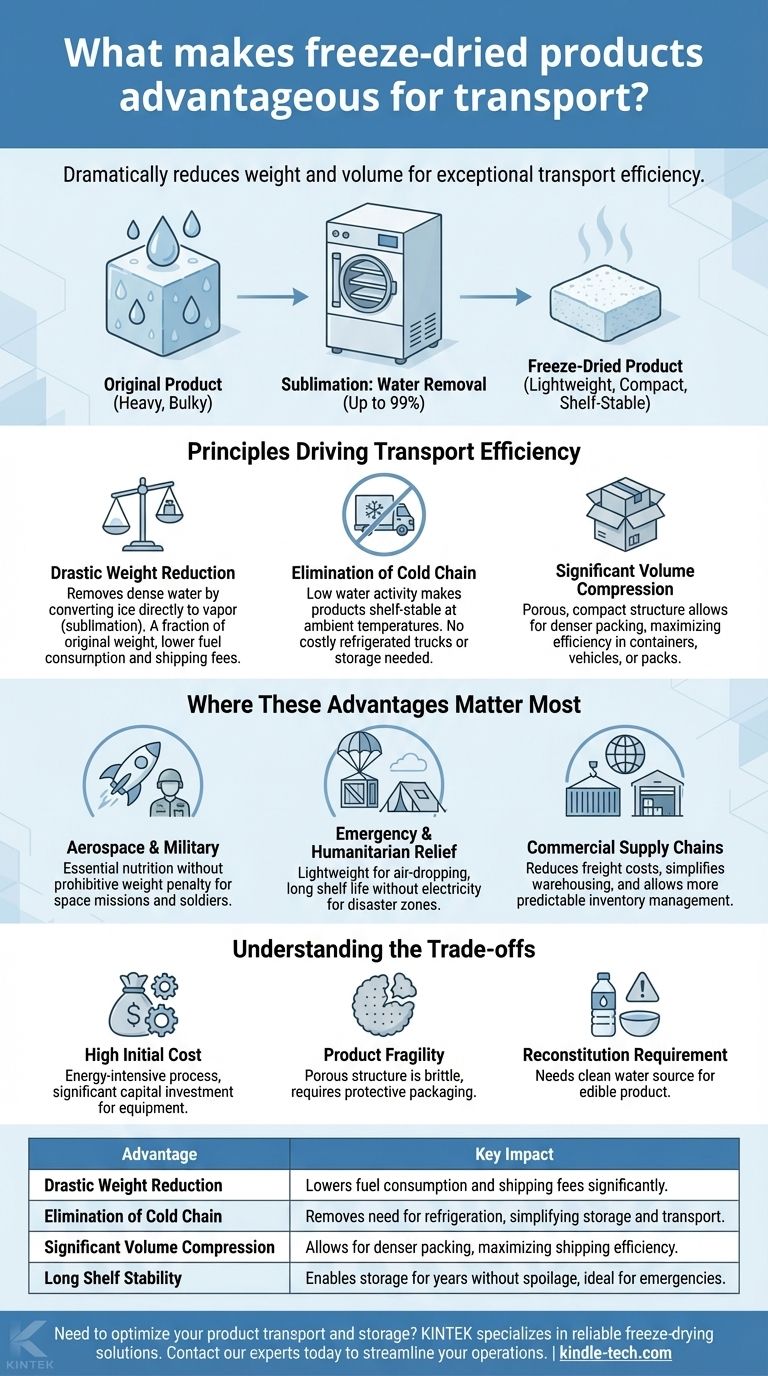
La principal ventaja de transporte de los productos liofilizados es su drástica reducción de peso y volumen. Al eliminar casi todo el contenido de agua mediante un proceso llamado sublimación, los productos se vuelven excepcionalmente ligeros y compactos, lo que reduce significativamente los costes de envío y simplifica los desafíos logísticos.
Al eliminar hasta el 99% del agua de un producto, la liofilización crea una ventaja inigualable en la logística de transporte. El beneficio principal se extiende más allá de la simple reducción de peso; incluye la eliminación de la cadena de frío, lo que cambia fundamentalmente la forma y el lugar donde estos bienes pueden almacenarse y desplegarse.

Los principios que impulsan la eficiencia del transporte
La liofilización, o secado por congelación, no se trata solo de eliminar el agua. Se trata de cómo se elimina esa agua, lo que crea directamente sus beneficios logísticos.
Reducción drástica del peso
El agua es densa y pesada. El proceso de liofilización elimina este peso al congelar primero el producto y luego convertir el hielo directamente en vapor, omitiendo la fase líquida.
Esto da como resultado un producto que es una fracción de su peso original, lo que se traduce directamente en un menor consumo de combustible y tarifas de envío para cualquier modo de transporte.
Eliminación de la cadena de frío
Debido a que la actividad del agua en los productos liofilizados es muy baja, son estables en almacenamiento a temperatura ambiente durante períodos prolongados.
Esto elimina por completo la necesidad de una cadena de frío: la red costosa y energéticamente intensiva de camiones refrigerados, almacenes e instalaciones de almacenamiento requerida para productos frescos o congelados. Esta es una simplificación logística masiva.
Compresión significativa del volumen
Si bien conserva gran parte de la estructura original, la eliminación del agua hace que el producto sea muy poroso y, a menudo, más compacto.
Esto permite un embalaje más denso, lo que significa que cabe más producto en un solo contenedor de envío, vehículo o mochila, maximizando la eficiencia de cada envío.
Dónde son más importantes estas ventajas
Los beneficios del transporte liofilizado son más críticos en entornos donde la logística está limitada por el peso, el espacio o la falta de infraestructura.
Operaciones aeroespaciales y militares
Para las misiones espaciales, cada kilogramo enviado a órbita cuesta miles de dólares. Para el personal militar, cada gramo en su mochila importa.
La liofilización proporciona nutrición esencial sin la penalización prohibitiva del peso, lo que la convierte en un estándar tanto para astronautas como para soldados en el campo.
Alivio de emergencia y humanitario
En zonas de desastre, la infraestructura a menudo está comprometida o es inexistente. Puede que no haya electricidad para alimentar las unidades de refrigeración.
Las comidas y suministros liofilizados son lo suficientemente ligeros como para ser lanzados desde el aire y pueden almacenarse durante años sin estropearse, asegurando que haya una fuente de alimentos confiable disponible cuando más se necesite.
Cadenas de suministro comerciales
Más allá de los entornos extremos, estas ventajas se aplican al comercio cotidiano. Los productos ligeros reducen los costes de combustible para el transporte de mercancías.
La larga vida útil y la falta de necesidad de refrigeración simplifican el almacenamiento, reducen las pérdidas relacionadas con el deterioro y permiten una gestión de inventario más predecible.
Comprensión de las compensaciones
Aunque es muy eficaz, las ventajas de la liofilización para el transporte se equilibran con consideraciones específicas.
Alto coste inicial
La liofilización es un proceso lento y que consume mucha energía. El equipo especializado requerido representa una inversión de capital significativa en comparación con métodos más simples como la deshidratación por aire.
Este coste debe justificarse mediante los ahorros logísticos o la naturaleza crítica de la misión.
Fragilidad del producto
La estructura porosa resultante que facilita la reconstitución de los productos liofilizados también los hace quebradizos.
Se requiere un embalaje adecuado, a menudo voluminoso, para proteger el producto de ser triturado hasta convertirlo en polvo durante el tránsito, lo que puede compensar ligeramente los beneficios de ahorro de espacio.
Requisito de reconstitución
El producto final no está listo para comer. Requiere una fuente de agua limpia para su reconstitución.
En algunos contextos, como las zonas áridas de desastre, el desafío logístico puede pasar del transporte de alimentos al transporte del agua limpia necesaria para hacerlo comestible.
Tomar la decisión correcta para su objetivo
Seleccionar la liofilización como método de conservación depende totalmente de sus prioridades operativas.
- Si su enfoque principal es minimizar el coste de envío y el peso por encima de todo: La liofilización es la opción superior, especialmente para productos de alto valor o transporte de larga distancia donde cada gramo cuenta.
- Si su enfoque principal es la estabilidad a largo plazo en entornos impredecibles: La combinación de una vida útil de varios años y la ausencia de necesidad de refrigeración hace que la liofilización sea ideal para la preparación ante emergencias, operaciones militares y expediciones remotas.
- Si su enfoque principal es la producción de bajo coste y alto volumen para mercados locales: Los altos costes de capital y energía de la liofilización pueden hacer que los métodos tradicionales de conservación o congelación sean económicamente más viables.
En última instancia, las ventajas de transporte de la liofilización se desbloquean cuando el peso, el espacio y la vida útil son restricciones de misión innegociables.
Tabla de resumen:
| Ventaja | Impacto clave |
|---|---|
| Reducción drástica del peso | Reduce significativamente el consumo de combustible y las tarifas de envío. |
| Eliminación de la cadena de frío | Elimina la necesidad de refrigeración, simplificando el almacenamiento y el transporte. |
| Compresión significativa del volumen | Permite un embalaje más denso, maximizando la eficiencia del envío. |
| Larga vida útil en almacenamiento | Permite el almacenamiento durante años sin deterioro, ideal para emergencias. |
¿Necesita optimizar el transporte y almacenamiento de sus productos? KINTEK se especializa en proporcionar equipos de laboratorio fiables, incluidas soluciones de liofilización, para ayudar a industrias desde la farmacéutica hasta la ciencia de los alimentos a lograr una estabilidad superior del producto y eficiencia logística. Contacte con nuestros expertos hoy mismo para descubrir cómo nuestros equipos y consumibles de laboratorio pueden optimizar sus operaciones y reducir costes.
Guía Visual
Productos relacionados
- Liofilizador de Laboratorio de Alto Rendimiento
- Liofilizadora de Laboratorio de Alto Rendimiento para Investigación y Desarrollo
- Liofilizador de laboratorio de sobremesa para uso en laboratorio
- Liofilizador de Vacío de Laboratorio de Sobremesa
- Congelador Vertical de Ultra Baja Temperatura (ULT) de 108L
La gente también pregunta
- ¿Cuáles son las ventajas técnicas de utilizar un liofilizador de laboratorio para precursores de carbono poroso? Preservación de redes 3D
- ¿Por qué se utiliza una liofilizadora de laboratorio antes de la caracterización de la biomasa? Preservar la integridad estructural para obtener datos precisos
- ¿Cuáles son las principales ventajas de la liofilización de laboratorio? Conserve materiales sensibles con una liofilización suave
- ¿Qué precauciones se deben tomar al usar un liofilizador de laboratorio? Pasos esenciales para una liofilización fiable
- ¿Qué tipos de muestras líquidas se pueden procesar con una liofilizadora de laboratorio? Conserve sus materiales sensibles















