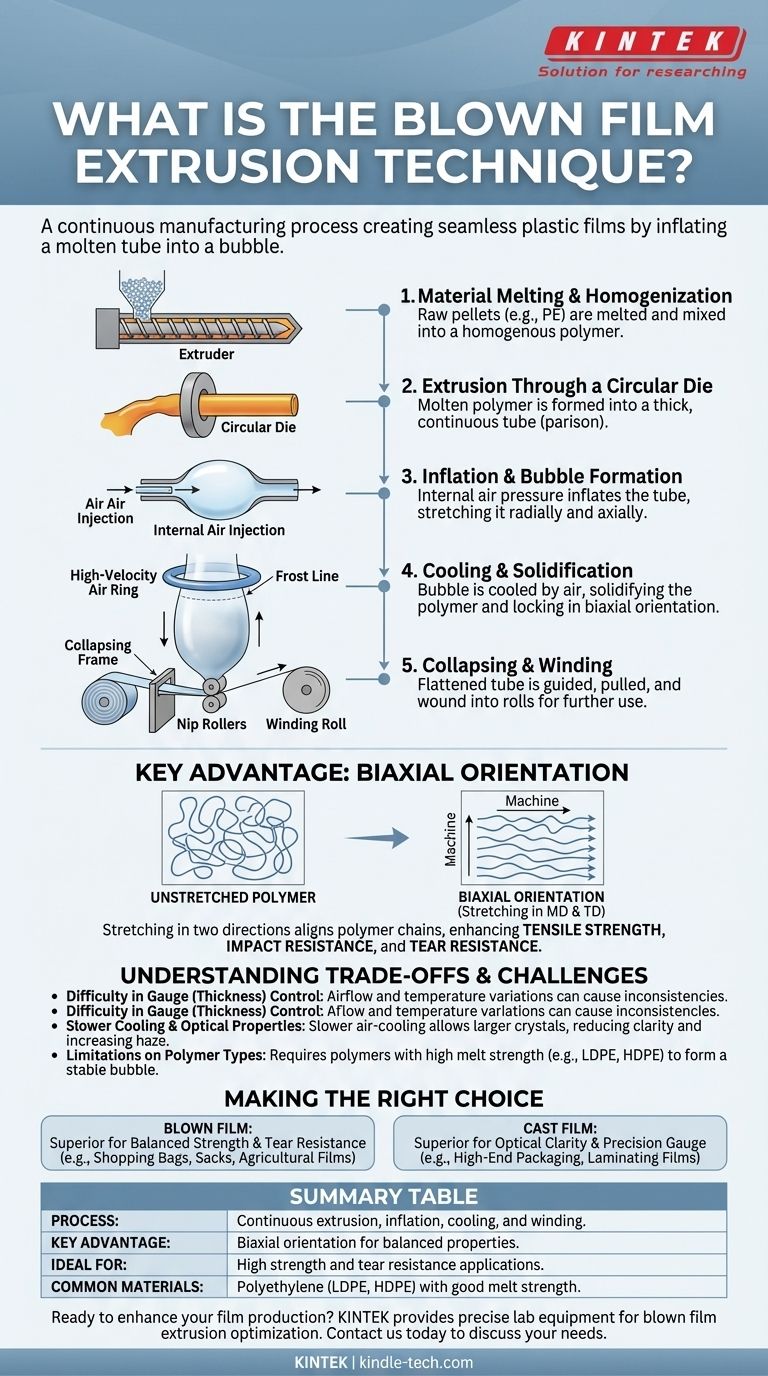
En la fabricación, la extrusión de película soplada es un proceso continuo utilizado para crear películas plásticas sin costuras. Implica fundir un material termoplástico, forzarlo a través de una matriz circular para formar un tubo grueso e inflar simultáneamente ese tubo con aire hasta convertirlo en una burbuja grande de paredes delgadas. Luego, esta burbuja se enfría, se colapsa y se enrolla.
La ventaja crítica de este método es que estira el plástico en dos direcciones a la vez: radial y axialmente. Esta orientación biaxial alinea las cadenas de polímero, creando una película con propiedades mecánicas equilibradas y superiores, como resistencia y resistencia al desgarro, en comparación con otros procesos.

El proceso de película soplada paso a paso
Para comprender las propiedades únicas de la película soplada, es esencial visualizar su recorrido desde la materia prima hasta el producto terminado. Todo el proceso ocurre verticalmente, a menudo en torres de varios pisos de altura.
Paso 1: Fusión y homogeneización del material
El proceso comienza con gránulos de plástico crudo, típicamente una poliolefina como el polietileno (PE), que se alimentan desde una tolva al barril de una extrusora. Un tornillo giratorio dentro del barril transporta, calienta y funde el plástico, creando un polímero fundido homogéneo.
Paso 2: Extrusión a través de una matriz circular
Este plástico fundido se fuerza luego a través de una matriz circular. La matriz forma el material en un tubo continuo de paredes gruesas de polímero fundido, que se conoce como la parison.
Paso 3: Inflado y formación de burbujas
A medida que el tubo sale de la matriz, se inyecta aire en su centro a través de una abertura en la matriz. Esta presión de aire interna infla el tubo fundido, de forma muy parecida a un globo largo y continuo. Este paso estira la película tanto circunferencialmente (radialmente) como en la dirección de avance (axialmente).
Paso 4: Enfriamiento y solidificación
La burbuja viaja hacia arriba, enfriándose continuamente por un anillo de aire de alta velocidad montado en la parte superior de la matriz. El punto en el que el polímero se solidifica se llama la línea de escarcha; a menudo se puede ver como una transición de una apariencia clara a una nebulosa. El enfriamiento bloquea las moléculas de polímero en su estado orientado biaxialmente.
Paso 5: Colapso y bobinado
Después del enfriamiento, la burbuja se guía a través de un marco de colapso que aplana cuidadosamente el tubo. Este tubo aplanado se tira luego a través de rodillos de arrastre y finalmente se enrolla en grandes rollos para su posterior procesamiento, como la impresión o la fabricación de bolsas.
Por qué la orientación biaxial es la ventaja clave
El simple acto de inflar la burbuja es lo que le da a la película soplada sus características más importantes. Es un concepto que impacta directamente el rendimiento del producto final.
El impacto en la estructura molecular
Sin estiramiento, las cadenas de polímero están enrolladas al azar. El estiramiento bidireccional durante el inflado fuerza a estas cadenas a alinearse tanto en la dirección de la máquina (MD) como en la dirección transversal (TD). Esta estructura organizada es lo que llamamos orientación biaxial.
Las propiedades del material resultantes
Esta alineación molecular mejora drásticamente las propiedades físicas de la película. Resulta en un material más equilibrado con mayor resistencia a la tracción, resistencia al impacto y resistencia al desgarro en todas las direcciones, lo que lo hace ideal para aplicaciones que requieren durabilidad, como bolsas de supermercado o sacos de alta resistencia.
Comprensión de las compensaciones y los desafíos
Aunque potente, el proceso de película soplada no está exento de complejidades y limitaciones. La objetividad requiere reconocer dónde otros métodos pueden ser superiores.
Dificultad en el control del calibre (espesor)
Mantener un espesor de película perfectamente uniforme en todo el ancho de la burbuja es más desafiante en la película soplada que en la extrusión de película colada. Las variaciones de flujo de aire y temperatura pueden provocar ligeras bandas de calibre o inconsistencias.
Enfriamiento más lento y propiedades ópticas
El proceso de enfriamiento por aire es significativamente más lento que el enfriamiento por rodillos de enfriamiento utilizado en la película colada. Este enfriamiento más lento permite que se formen estructuras cristalinas más grandes en el polímero, lo que puede reducir la claridad de la película y aumentar su nebulosidad.
Limitaciones en los tipos de polímeros
El proceso requiere un polímero con suficiente resistencia a la fusión para formar una burbuja estable sin colapsar. Es por eso que la técnica está dominada por materiales como el polietileno de baja densidad (LDPE) y el polietileno de alta densidad (HDPE), mientras que los materiales con baja resistencia a la fusión no son adecuados.
Tomar la decisión correcta para su objetivo
La decisión entre la película soplada y otros procesos, como la película colada, depende completamente de los requisitos de uso final de su producto.
- Si su enfoque principal es la resistencia equilibrada y la resistencia al desgarro: La película soplada es la opción superior para aplicaciones como bolsas de compras, láminas de construcción y películas agrícolas donde la durabilidad es primordial.
- Si su enfoque principal es una claridad óptica excepcional y un control preciso del espesor: Debe considerar la extrusión de película colada, que se prefiere para envoltorios de envases de alta gama y películas de laminación.
- Si su enfoque principal es producir tubos sin costuras: La película soplada es el único método práctico, ya que crea naturalmente un tubo continuo ideal para hacer bolsas con solo un sello inferior.
En última instancia, comprender la relación entre el proceso de inflado y la orientación molecular resultante es clave para aprovechar esta técnica de manera efectiva.
Tabla resumen:
| Aspecto clave | Detalles |
|---|---|
| Proceso | Extrusión continua de un tubo de plástico fundido, inflado en una burbuja, luego enfriado y enrollado. |
| Ventaja clave | Orientación biaxial (estiramiento en dos direcciones) para propiedades mecánicas equilibradas. |
| Ideal para | Aplicaciones que requieren alta resistencia y resistencia al desgarro (por ejemplo, bolsas, sacos, películas agrícolas). |
| Materiales comunes | Polietileno (LDPE, HDPE) y otros polímeros con buena resistencia a la fusión. |
¿Listo para mejorar su producción de películas con resistencia y durabilidad superiores?
El proceso de película soplada es clave para crear películas plásticas de alto rendimiento. En KINTEK, nos especializamos en proporcionar el equipo de laboratorio y los consumibles precisos necesarios para desarrollar, probar y optimizar sus procesos de extrusión de película soplada. Ya sea que esté investigando nuevos materiales o asegurando el control de calidad, nuestras soluciones lo ayudan a lograr el equilibrio perfecto de propiedades para su aplicación objetivo.
Contáctenos hoy utilizando el formulario a continuación para discutir cómo podemos apoyar las necesidades específicas de su laboratorio en el procesamiento de polímeros y el análisis de películas.
Guía Visual
Productos relacionados
- Máquina de soplado de película de coextrusión de tres capas para extrusión de película soplada de laboratorio
- Máquina de fundición de película estirable de PVC de plástico de laboratorio para pruebas de película
- Máquina granuladora de plásticos extrusora de doble husillo
La gente también pregunta
- ¿Cuál es el costo de la extrusión de película soplada? Desde $20K hasta sistemas de alta gama
- ¿Qué es el método de extrusión de película soplada? Domine el arte de la producción de películas plásticas fuertes y sin costuras
- ¿Qué es la técnica de extrusión soplado de película? Una guía para la producción de películas plásticas de alta resistencia
- ¿Cuál es el uso de una máquina de film soplado? Para producir films plásticos resistentes y versátiles para embalaje
- ¿Cuáles son las ventajas de la extrusión de película soplada? Aumente la eficiencia de su producción de películas


