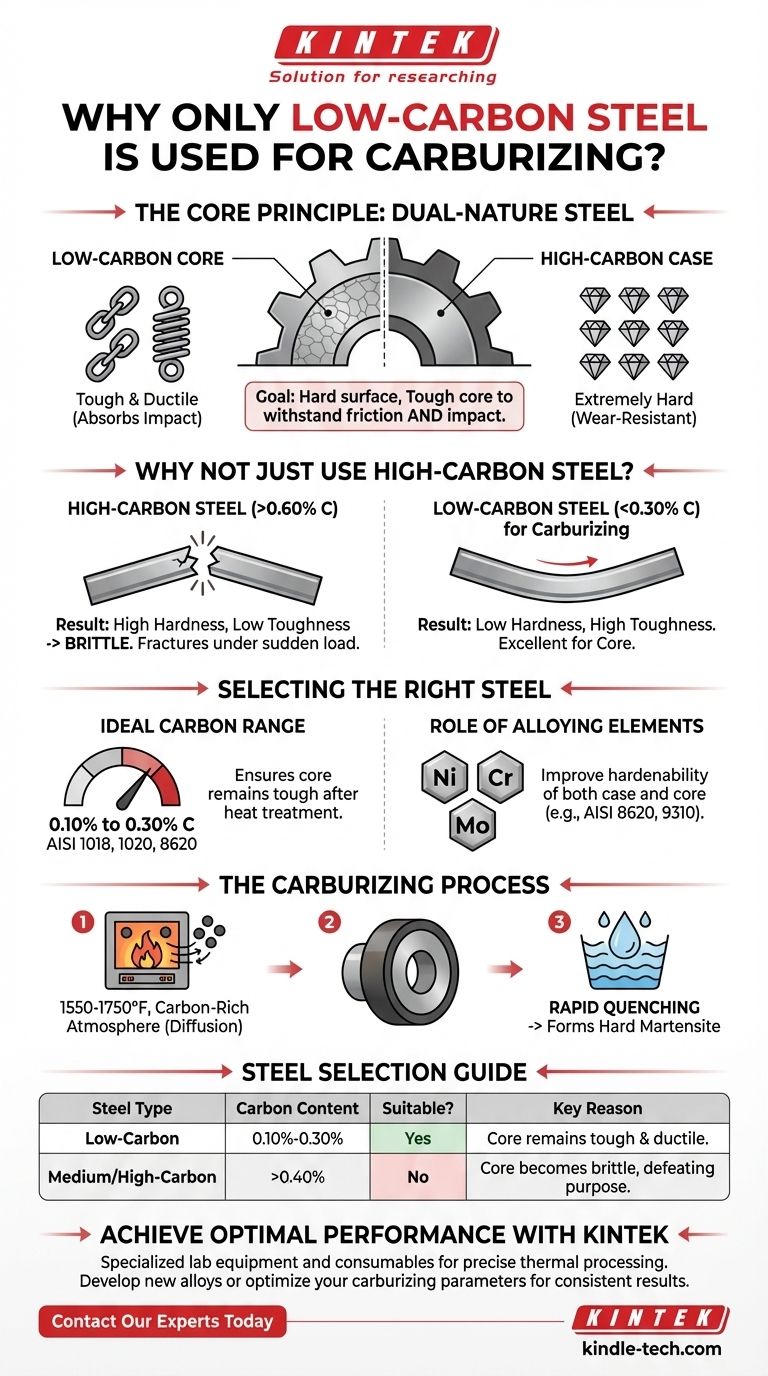
Sí, pero solo se eligen aceros específicos para este proceso. Si bien todo el acero contiene carbono, la técnica de fabricación conocida como carburación se aplica exclusivamente a aceros con bajo contenido de carbono. El propósito no es simplemente añadir carbono, sino crear un componente con dos conjuntos distintos de propiedades: una superficie extremadamente dura y resistente al desgaste, y un núcleo blando, tenaz y dúctil.
La carburación es un proceso de endurecimiento superficial que difunde carbono en la superficie de un acero con bajo contenido de carbono. Esto permite que la superficie se endurezca después del temple, mientras que el núcleo permanece tenaz, creando un componente resistente tanto al desgaste superficial como a la fractura catastrófica.

El principio fundamental: creación de un acero de doble naturaleza
La carburación resuelve un dilema fundamental de la ingeniería. Muchas aplicaciones, como los engranajes o los cojinetes, exigen un material que pueda soportar la fricción y el desgaste superficiales, al mismo tiempo que resista los impactos y los golpes sin romperse.
¿Por qué no usar simplemente acero con alto contenido de carbono?
Un acero simple con alto contenido de carbono (que contenga >0.60% de carbono) puede hacerse muy duro mediante el temple. Sin embargo, esta dureza conlleva una desventaja significativa: la fragilidad. Una pieza hecha completamente de acero con alto contenido de carbono sería fuerte, pero podría fracturarse fácilmente bajo una carga o impacto repentino.
El objetivo del "endurecimiento superficial"
El objetivo de la carburación es crear una "capa" —una capa exterior delgada y endurecida— en el componente de acero. Esto proporciona la dureza superficial necesaria para la resistencia al desgaste.
Debajo de esta capa se encuentra el "núcleo" original de bajo carbono, que no se endurece significativamente durante el temple. Este núcleo permanece relativamente blando, dúctil y tenaz, lo que le confiere la capacidad de absorber la energía del impacto sin romperse.
Cómo el contenido de carbono dicta las propiedades
La dureza final de un acero templado es casi en su totalidad una función de su contenido de carbono.
- Bajo contenido de carbono (<0.30% C): Da como resultado baja dureza pero alta tenacidad.
- Alto contenido de carbono (>0.60% C): Da como resultado alta dureza pero baja tenacidad (fragilidad). La carburación crea un material compuesto al formar una capa de alto carbono sobre una base de bajo carbono.
Selección del acero adecuado para la carburación
El éxito del proceso depende de comenzar con el material correcto. El acero debe tener un contenido de carbono lo suficientemente bajo como para asegurar que el núcleo permanezca tenaz después del tratamiento térmico final.
El rango de carbono ideal
Los aceros seleccionados para la carburación suelen tener un contenido de carbono entre 0.10% y 0.30%. Los grados comunes incluyen AISI 1018, 1020 y 8620.
El papel de los elementos de aleación
Si bien los aceros al carbono simples pueden carburarse, los aceros aleados como el AISI 8620 o el 9310 a menudo se prefieren para aplicaciones más exigentes.
Las aleaciones como el níquel, el cromo y el molibdeno no participan directamente en la carburación, pero mejoran significativamente la templabilidad tanto de la capa como del núcleo. Esto permite una mayor resistencia y la capacidad de endurecer secciones transversales más grandes de manera efectiva.
El proceso en un vistazo
La pieza de acero se calienta a alta temperatura (típicamente 1550-1750°F o 850-950°C) dentro de un horno sellado con una atmósfera rica en carbono. Los átomos de carbono de la atmósfera se difunden en la superficie del acero, controlándose la profundidad de penetración por el tiempo y la temperatura. Después de la carburación, la pieza se templa (se enfría rápidamente) para transformar la capa de alto carbono en una estructura muy dura llamada martensita.
Comprensión de las ventajas y limitaciones
La carburación es una herramienta potente pero específica. Aplicarla al material incorrecto anula su propósito y puede provocar la falla del componente.
Por qué no se puede carburar acero de medio o alto carbono
Intentar carburar un acero que ya contiene una cantidad significativa de carbono (por ejemplo, 0.40% C o más) es contraproducente.
Después del temple, el núcleo de dicho acero se volvería duro y quebradizo por sí solo. Esto anula por completo el beneficio principal de la carburación, que es mantener un núcleo tenaz. El resultado es una pieza que es quebradiza en todo su espesor.
Complejidad y costo del proceso
La carburación es un proceso de varios pasos: carburar, templar y, a menudo, revenir. Esto requiere más tiempo y es más costoso que un simple tratamiento de endurecimiento total utilizado para aceros de medio carbono.
Potencial de distorsión
Las altas temperaturas involucradas, seguidas de un temple rápido, introducen un estrés térmico significativo. Esto puede hacer que la pieza se deforme o distorsione, lo que a menudo requiere un rectificado o mecanizado final para lograr la precisión dimensional final.
Tomar la decisión correcta para su objetivo
La selección de la estrategia de endurecimiento correcta depende completamente de los requisitos mecánicos del componente final.
- Si su enfoque principal es una resistencia extrema al desgaste superficial combinada con una excelente tenacidad del núcleo (engranajes, ejes, cojinetes): La carburación de un acero aleado con bajo contenido de carbono es la solución principal.
- Si su enfoque principal es una buena dureza y resistencia en toda la pieza (herramientas, pernos, placas estructurales): Un acero de medio carbono (como 1045 o 4140) que se endurece completamente es una opción más directa y económica.
- Si su enfoque principal es la conformabilidad y la soldabilidad sin un requisito de dureza específico (fabricación general): Un acero estándar con bajo contenido de carbono utilizado en su estado original es suficiente.
Al comprender la relación entre el carbono y la dureza, puede seleccionar con confianza el acero y el proceso térmico precisos para cumplir con su objetivo de ingeniería.
Tabla resumen:
| Tipo de acero | Contenido de carbono | ¿Adecuado para carburación? | Razón clave |
|---|---|---|---|
| Acero de bajo carbono | 0.10% - 0.30% | Sí | El núcleo permanece tenaz y dúctil después del endurecimiento. |
| Acero de medio/alto carbono | >0.40% | No | El núcleo se vuelve quebradizo, anulando el propósito del endurecimiento superficial. |
Logre un rendimiento óptimo para sus componentes críticos
Elegir el acero y el proceso de tratamiento térmico correctos es esencial para crear piezas duraderas y de alto rendimiento. El proceso de carburación requiere un control preciso y los materiales de partida correctos para garantizar una superficie dura y resistente al desgaste y un núcleo tenaz y absorbente de impactos.
KINTEK se especializa en proporcionar el equipo de laboratorio avanzado y los consumibles necesarios para un procesamiento térmico preciso. Ya sea que esté desarrollando nuevas aleaciones u optimizando sus parámetros de carburación, nuestras soluciones lo ayudan a lograr resultados consistentes y confiables.
Mejoremos juntos su proceso de fabricación. Contacte a nuestros expertos hoy para discutir sus necesidades específicas de laboratorio y producción.
Guía Visual
Productos relacionados
- Equipo de laboratorio de baterías, lámina de acero inoxidable 304 de 20 um de espesor para pruebas de baterías
- Placa de grafito de carbono fabricada por el método de prensado isostático
- Lámina Cerámica de Carburo de Silicio (SiC) Resistente al Desgaste, Cerámica Avanzada Fina de Ingeniería
- Sonda de Lance Secundario para Medición de Contenido de Carbono y Oxígeno y Recolección de Muestras de Acero en la Temperatura del Acero Fundido
La gente también pregunta
- ¿Qué es la pulverización catódica de diodo? Una guía sobre el proceso fundamental de deposición de película delgada
- ¿Cuáles son los materiales objetivo para el sputtering? De metales a cerámicas para películas delgadas precisas
- ¿Qué es el método del cátodo de pulverización catódica? Una guía para la tecnología de deposición de películas delgadas
- ¿Cuáles son las consideraciones principales para seleccionar el Acero Inoxidable 304 como material de electrodo? Garantice el cuidado seguro del agua
- ¿Cuál es el proceso de pulverización catódica? Una guía paso a paso para la deposición de películas delgadas



