En esencia, el prensado isostático en caliente (HIP) es un método de procesamiento de materiales que utiliza una combinación de alta temperatura y una presión inmensa y uniforme para densificar materiales y eliminar defectos internos. Un componente o metal en polvo se sella primero en un recipiente, que luego se coloca dentro de un recipiente de alta presión. Se utiliza un gas inerte, típicamente argón, para aplicar presión uniforme desde todas las direcciones mientras el recipiente se calienta, consolidando el material en un estado sólido y completamente denso.
El concepto central del HIP no es solo prensado, sino un sofisticado tratamiento térmico. Utiliza gas inerte como un medio de presión perfectamente uniforme para calentar y comprimir materiales simultáneamente, cerrando los huecos microscópicos y creando componentes con propiedades que son imposibles de lograr solo mediante la fundición o el forjado convencional.

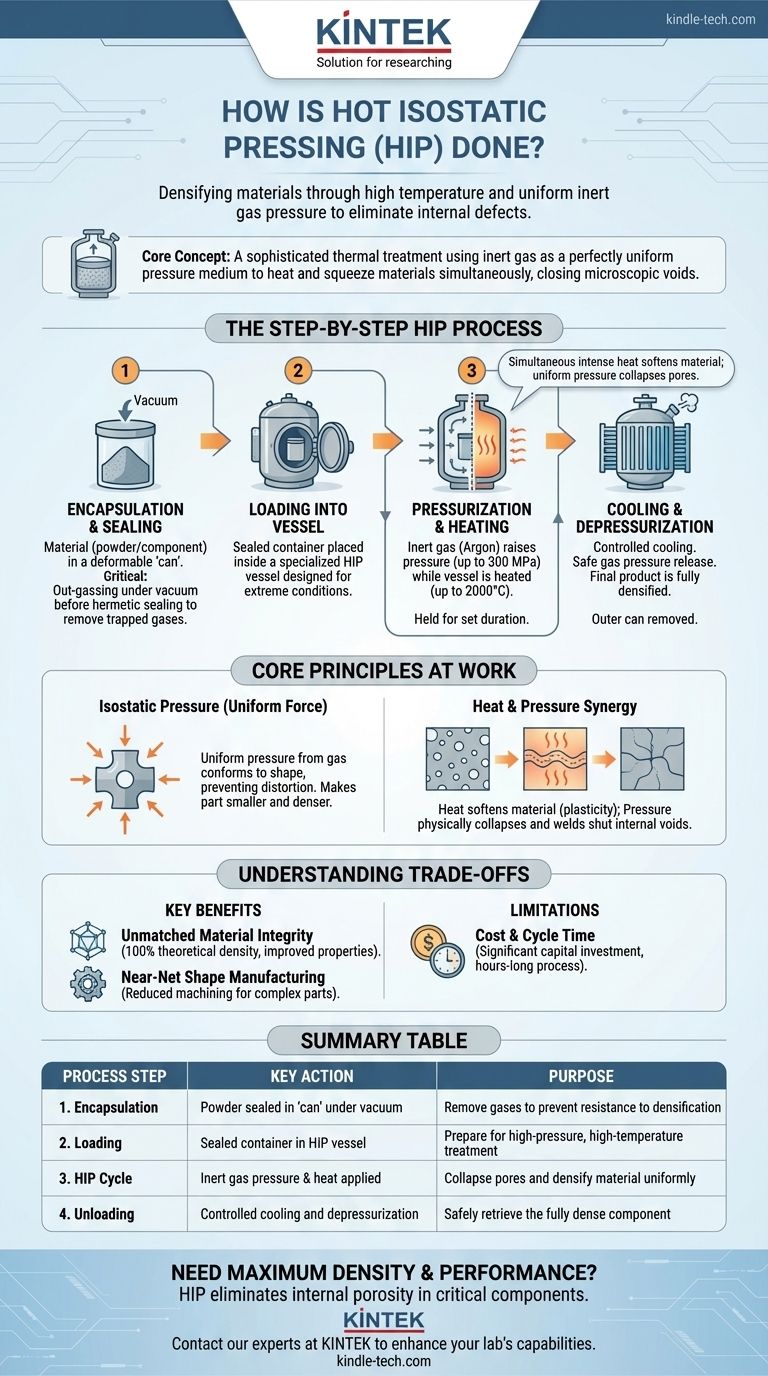
El proceso HIP paso a paso
Comprender cómo se realiza el prensado isostático en caliente implica unas pocas etapas precisas y críticas, desde la preparación hasta el producto final denso.
Paso 1: Encapsulación y sellado
Antes de que comience el proceso, el material, a menudo un polvo metálico o cerámico, se coloca en un recipiente especialmente diseñado, a veces llamado "lata". Esta lata suele estar hecha de un metal o vidrio que se deformará bajo presión.
La parte más crítica de este paso es la desgasificación. El recipiente se coloca al vacío para eliminar todo el aire y otros gases antes de ser sellado herméticamente. Esto evita que los gases atrapados resistan el proceso de densificación.
Paso 2: Carga en el recipiente HIP
El recipiente sellado se coloca luego dentro de la cámara de una prensa isostática en caliente. Este es un equipo especializado diseñado para manejar con seguridad temperaturas y presiones extremas.
Paso 3: Presurización y calentamiento
El recipiente HIP se sella y se bombea un gas inerte, casi siempre argón, a la cámara para aumentar la presión. Se utiliza gas inerte porque no reaccionará químicamente con el material que se está procesando, incluso a altas temperaturas.
Simultáneamente, el recipiente se calienta. La combinación de calor intenso (hasta 2000 °C) y presión extrema (hasta 300 MPa o 45 000 psi) se aplica durante un período determinado.
Paso 4: Enfriamiento y despresurización
Después de mantener el material a la temperatura y presión objetivo durante un tiempo suficiente, el sistema se enfría de forma controlada. Una vez frío, la presión del gas se libera de forma segura de la cámara.
El producto final es una pieza completamente densificada. La lata exterior se retira luego, típicamente mediante mecanizado o grabado químico, revelando el componente terminado.
Los principios fundamentales en acción
La eficacia del HIP reside en la sinergia de sus componentes principales: el gas, el calor y la presión. Cada uno juega un papel distinto y crucial.
El papel de la presión isostática
El término "isostático" significa que la presión es uniforme y se aplica por igual desde todas las direcciones. Un gas es el medio perfecto para esto, ya que se adapta a cualquier forma y ejerce una presión constante sobre cada superficie del componente.
Esta uniformidad es la razón por la que el HIP no distorsiona la forma de la pieza, una ventaja importante sobre los métodos direccionales de forjado o prensado. Simplemente hace que la pieza sea más pequeña y densa.
Por qué el calor y la presión son esenciales
El calor sirve para ablandar el material, haciéndolo más plástico y maleable a nivel microscópico. Esto permite que el material fluya y se deforme.
La presión proporciona la fuerza impulsora para colapsar físicamente y soldar cualquier poro interno, vacío o microfisura. Sin la alta temperatura, la presión por sí sola no sería suficiente para densificar completamente el material.
Comprender las compensaciones
Aunque potente, el prensado isostático en caliente es un proceso especializado con consideraciones específicas.
Beneficio clave: Integridad del material inigualable
La principal ventaja del HIP es su capacidad para lograr una densidad teórica del 100%. Esta eliminación de la porosidad interna mejora drásticamente las propiedades mecánicas como la vida a la fatiga, la tenacidad y la consistencia, lo cual es crítico para aplicaciones de alto rendimiento como componentes aeroespaciales o implantes médicos.
Beneficio clave: Fabricación de forma casi neta
Para la metalurgia de polvos, el HIP permite la creación de piezas complejas de "forma casi neta". Esto minimiza la cantidad de mecanizado final requerido, ahorrando tiempo y reduciendo el desperdicio de materiales avanzados costosos.
Limitación: Costo y tiempo de ciclo
El equipo HIP es una inversión de capital significativa, y el proceso en sí puede llevar varias horas de principio a fin. Esto lo hace más caro que los métodos de fabricación convencionales y más adecuado para componentes de alto valor donde el rendimiento no es negociable.
Tomar la decisión correcta para su objetivo
El prensado isostático en caliente no es una solución universal, pero es una herramienta indispensable para lograr el más alto nivel de calidad del material.
- Si su objetivo principal es la máxima densidad y rendimiento: El HIP es el proceso definitivo para eliminar la porosidad interna en componentes críticos fundidos o impresos en 3D.
- Si su objetivo principal es crear piezas complejas a partir de polvos avanzados: El HIP es un método excepcional para consolidar polvos en componentes completamente densos con propiedades uniformes.
- Si su objetivo principal es prolongar la vida útil de piezas críticas: El proceso se utiliza a menudo para reparar vacíos internos causados por la fatiga o el daño por fluencia en componentes como las palas de turbinas de gas industriales.
En última instancia, el prensado isostático en caliente proporciona un método potente para diseñar materiales hasta sus límites teóricos absolutos.
Tabla resumen:
| Paso del proceso | Acción clave | Propósito |
|---|---|---|
| 1. Encapsulación | El polvo se sella en una 'lata' al vacío | Eliminar gases para evitar la resistencia a la densificación |
| 2. Carga | El recipiente sellado se coloca en el recipiente HIP | Preparar para el tratamiento a alta presión y alta temperatura |
| 3. Ciclo HIP | Se aplica presión de gas inerte (hasta 300 MPa) y calor (hasta 2000 °C) | Colapsar los poros y densificar el material uniformemente |
| 4. Descarga | Enfriamiento y despresurización controlados | Recuperar de forma segura el componente completamente denso |
¿Necesita lograr la máxima densidad y rendimiento para sus componentes críticos? El proceso HIP es esencial para eliminar la porosidad interna en piezas fundidas, impresas en 3D y metalurgia de polvos. KINTEK se especializa en equipos de laboratorio avanzados y consumibles para el procesamiento de materiales. Contacte a nuestros expertos hoy para discutir cómo nuestras soluciones pueden mejorar las capacidades de su laboratorio y ayudarlo a diseñar materiales hasta sus límites teóricos.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
- Moldes de Prensado Isostático para Laboratorio
La gente también pregunta
- ¿Cuál es la temperatura de una prensa isostática en caliente? Logre una densificación óptima para sus materiales
- ¿Para qué se utiliza una prensa isostática? Logre una densidad uniforme y elimine defectos
- ¿Cuál es el proceso de prensado isostático? Lograr una densidad uniforme para piezas complejas
- ¿Cuál es el proceso de prensado isostático? Lograr densidad uniforme y formas complejas
- ¿Cuál es el principio del prensado isostático en caliente? Lograr una densidad del 100% y un rendimiento superior

















