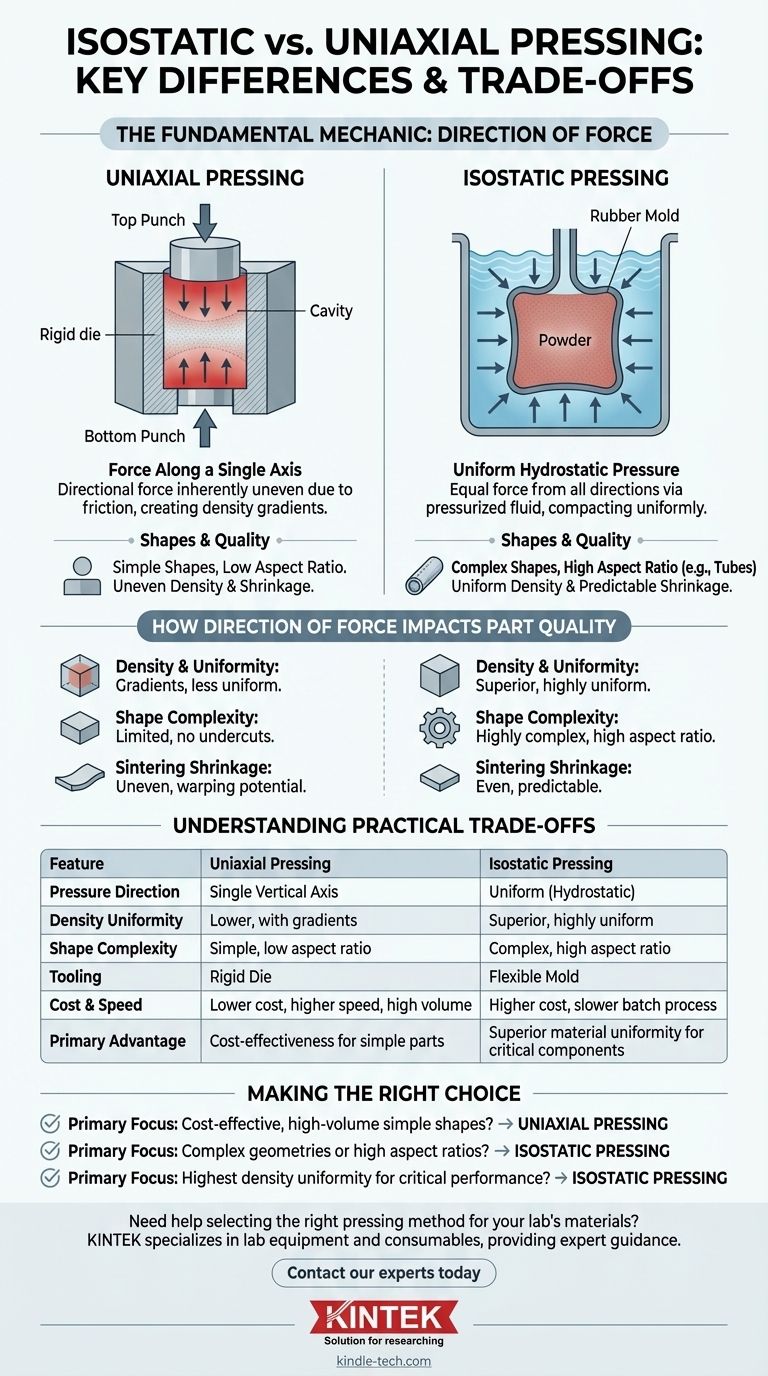
La diferencia fundamental radica en cómo se aplica la presión. El prensado uniaxial compacta el polvo aplicando fuerza a lo largo de un único eje vertical, típicamente usando un punzón superior e inferior dentro de una matriz rígida. En contraste, el prensado isostático utiliza un fluido para aplicar presión igual desde todas las direcciones simultáneamente sobre el polvo contenido dentro de un molde flexible.
Mientras que el prensado uniaxial es un método rentable y de alta velocidad para formas simples, el prensado isostático proporciona una densidad y complejidad de forma superiores al aplicar una presión uniforme. Esto lo convierte en la elección definitiva para componentes avanzados donde la uniformidad del material es crítica.

La Mecánica Fundamental: Dirección de la Fuerza
El método de aplicación de presión es la distinción central que dicta las capacidades y limitaciones de cada proceso.
Prensado Uniaxial: Fuerza a lo Largo de un Solo Eje
En este proceso, el polvo se coloca en una cavidad de matriz rígida. Una prensa mecánica o hidráulica impulsa punzones hacia la matriz desde la parte superior y/o inferior, comprimiendo el polvo a lo largo de un eje.
Esta fuerza direccional es inherentemente desigual. La fricción entre las partículas de polvo y la pared rígida de la matriz evita que la presión se transmita uniformemente por todo el componente, especialmente en piezas más altas.
Prensado Isostático: Presión Hidrostática Uniforme
Este método encierra el polvo en un molde flexible sellado hecho de caucho o plástico. Luego, el molde se sumerge en un recipiente a presión lleno de un líquido, como agua o aceite.
A medida que el fluido se presuriza, ejerce una fuerza igual y simultánea sobre cada superficie del molde flexible. Esta presión hidrostática compacta el polvo uniformemente desde todas las direcciones.
Cómo la Dirección de la Fuerza Impacta la Calidad de la Pieza
La diferencia en la aplicación de la fuerza se traduce directamente en diferencias significativas en las propiedades y la geometría del componente final.
Densidad y Uniformidad
El prensado uniaxial crea gradientes de densidad. Las áreas más cercanas a los punzones se vuelven más densas, mientras que el centro y las áreas alejadas del punzón permanecen menos densas.
El prensado isostático elimina casi por completo estos gradientes. La pieza "en verde" resultante (pre-sinterizado) tiene una densidad notablemente uniforme, lo cual es crítico para un rendimiento predecible.
Complejidad de la Forma y Relación de Aspecto
El prensado uniaxial se limita a formas que pueden ser expulsadas de una matriz rígida, restringiéndolo a geometrías relativamente simples sin socavados.
El molde flexible del prensado isostático permite la producción de formas altamente complejas. También sobresale en la creación de piezas con una alta relación altura-diámetro, como varillas o tubos largos, que son imposibles de formar uniformemente con el prensado uniaxial. Los aisladores de bujías son un ejemplo industrial clásico.
Contracción Durante el Sinterizado
El paso final para la mayoría de los polvos compactados es el sinterizado, donde la pieza se calienta para fusionar las partículas. La densidad uniforme del prensado isostático conduce a una contracción uniforme y predecible.
Las variaciones de densidad del prensado uniaxial pueden hacer que la pieza se contraiga de manera desigual, lo que provoca deformaciones, grietas o imprecisiones dimensionales después del sinterizado.
Comprendiendo las Compensaciones Prácticas
Elegir un método requiere equilibrar la capacidad técnica con las realidades económicas y operativas.
Herramientas, Costo y Velocidad
El prensado uniaxial es más rápido, más automatizado y tiene costos de herramientas y equipos significativamente más bajos. Es el estándar para la producción de alto volumen de piezas simples como tabletas o baldosas cerámicas básicas.
El prensado isostático es un proceso por lotes más lento y complejo con una mayor inversión inicial en equipos y herramientas.
Precisión Dimensional
Directamente después de la prensa, el prensado uniaxial ofrece un control dimensional excelente y altamente repetible porque la pieza se forma en una matriz rígida y mecanizada con precisión.
El prensado isostático proporciona un control dimensional menos directo. Lograr un diámetro o tamaño de característica preciso puede requerir ajustes iterativos en el diseño del molde y la cantidad de llenado de polvo. Sin embargo, una vez optimizado, el proceso es repetible.
Pasos de Proceso Auxiliares
Las piezas fabricadas mediante prensado uniaxial a menudo requieren un aglutinante de cera para ayudar a la compactación, que luego debe quemarse en una operación de desparafinado separada y que consume mucho tiempo.
El prensado isostático a menudo elimina la necesidad de un aglutinante, simplificando el flujo de trabajo general de fabricación y eliminando una posible fuente de defectos.
Tomando la Decisión Correcta para su Objetivo
Su decisión debe estar impulsada por los requisitos específicos de su componente y la escala de producción.
- Si su enfoque principal es la producción rentable y de alto volumen de formas simples: El prensado uniaxial es la opción óptima debido a su velocidad, automatización y menores costos.
- Si su enfoque principal es crear piezas con geometrías complejas o altas relaciones de aspecto: El prensado isostático es el método necesario para lograr estas formas avanzadas.
- Si su enfoque principal es lograr la mayor uniformidad de densidad posible para un sinterizado y rendimiento predecibles: El prensado isostático es la solución técnica superior.
Al comprender estas compensaciones fundamentales, puede seleccionar con confianza el método de compactación que se alinee con sus requisitos técnicos y objetivos económicos.
Tabla Resumen:
| Característica | Prensado Uniaxial | Prensado Isostático |
|---|---|---|
| Dirección de la Presión | Eje vertical único | Uniforme, desde todas las direcciones (hidrostática) |
| Uniformidad de la Densidad | Menor, con gradientes | Superior, altamente uniforme |
| Complejidad de la Forma | Formas simples, baja relación de aspecto | Formas complejas, alta relación de aspecto (ej. varillas, tubos) |
| Herramientas | Matriz rígida | Molde flexible |
| Costo y Velocidad | Menor costo, mayor velocidad, ideal para alto volumen | Mayor costo, proceso por lotes más lento |
| Ventaja Principal | Rentabilidad para piezas simples | Uniformidad superior del material para componentes críticos |
¿Necesita ayuda para seleccionar el método de prensado adecuado para los materiales de su laboratorio?
La elección entre el prensado isostático y el uniaxial es crítica para lograr la densidad, forma y rendimiento deseados en sus componentes. KINTEK se especializa en equipos y consumibles de laboratorio, brindando orientación experta para ayudarlo a optimizar sus procesos de compactación de polvo.
Contacte a nuestros expertos hoy para discutir los requisitos específicos de su aplicación y descubrir cómo nuestras soluciones pueden mejorar los resultados de su investigación y producción.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Máquina de Prensa Isostática en Frío de Laboratorio Eléctrico CIP para Prensado Isostático en Frío
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
La gente también pregunta
- ¿Qué ventajas ofrece una prensa isostática en caliente sobre una prensa uniaxial tradicional para láminas de electrolito Li6PS5Cl?
- ¿Cuál es el proceso de prensado isostático? Lograr densidad uniforme y formas complejas
- ¿Cuál es el proceso de prensado isostático? Lograr una densidad uniforme para piezas complejas
- ¿Cuál es la función de una Prensa Isostática en Caliente (WIP) en las celdas de bolsa totalmente de estado sólido? Optimizar la Densidad de la Batería
- ¿Por qué son necesarios los Prensas Isostáticas en Caliente (WIP) para las baterías de estado sólido? Lograr contacto a nivel atómico

















