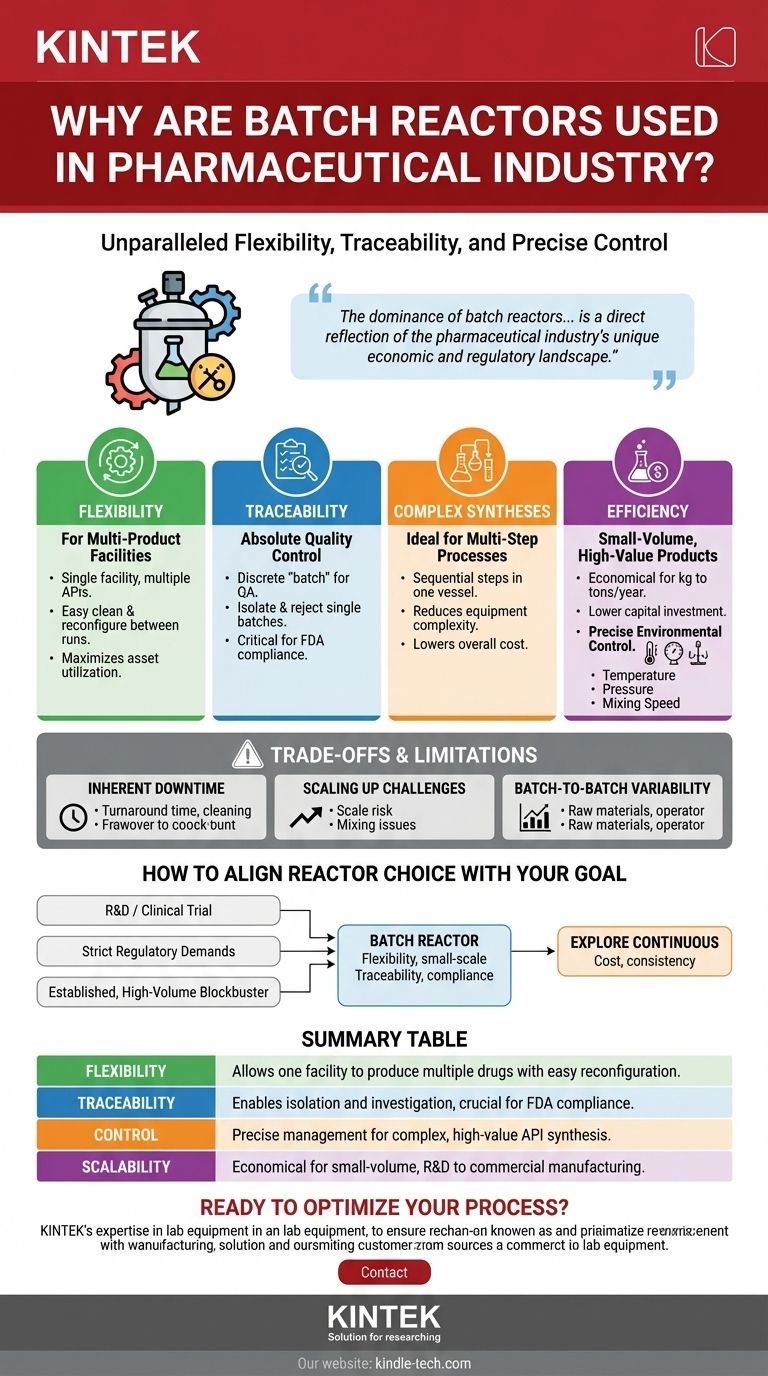
En la industria farmacéutica, los reactores por lotes son la opción predeterminada porque ofrecen una combinación inigualable de flexibilidad, trazabilidad y control preciso. Esto permite a los fabricantes producir una amplia variedad de medicamentos complejos y de alto valor en una sola instalación, cumpliendo con los más estrictos estándares de calidad y regulatorios. Cada lote es una unidad discreta y controlable, lo que se adapta perfectamente al enfoque de la industria en la calidad por encima de la mera cantidad.
El dominio de los reactores por lotes no es solo una cuestión de tradición; es un reflejo directo del panorama económico y regulatorio único de la industria farmacéutica. La necesidad de un control de calidad absoluto, versatilidad del producto y trazabilidad del proceso hace que el modelo por lotes sea estratégicamente superior a la producción continua para la mayoría de los escenarios de fabricación de medicamentos.

Las ventajas fundamentales del procesamiento por lotes en la industria farmacéutica
La decisión de utilizar reactores por lotes está impulsada por varios factores clave que se alinean perfectamente con los objetivos del desarrollo y la fabricación de medicamentos.
Flexibilidad inigualable para instalaciones multiproducto
Las plantas farmacéuticas rara vez producen un solo producto. Los reactores por lotes sobresalen en este entorno porque pueden limpiarse y reconfigurarse completamente entre corridas.
Esto permite que una sola instalación fabrique muchos ingredientes farmacéuticos activos (API) diferentes sin necesidad de líneas de producción dedicadas a un solo producto, maximizando la utilización de activos.
Trazabilidad absoluta y control de calidad
La trazabilidad no es negociable en la fabricación farmacéutica. La naturaleza discreta de un "lote" proporciona una unidad clara y contenida para el aseguramiento de la calidad.
Si se produce una desviación, todo el lote puede aislarse, investigarse y rechazarse sin afectar a ningún otro producto. Esta segregación bien definida es fundamental para cumplir con los requisitos regulatorios de agencias como la FDA.
Ideal para síntesis complejas de múltiples pasos
La mayoría de los medicamentos modernos son el resultado de síntesis químicas complejas de múltiples etapas. A menudo se puede utilizar un solo reactor por lotes para realizar varios pasos secuenciales.
Por ejemplo, el mismo recipiente se puede utilizar para una reacción, un cambio de temperatura, la adición de un nuevo reactivo para una reacción posterior y, finalmente, las etapas iniciales de aislamiento del producto. Esto reduce la complejidad y el costo del equipo.
Eficiente para productos de pequeño volumen y alto valor
A diferencia de los productos químicos básicos producidos en cantidades masivas, muchos medicamentos se fabrican en volúmenes relativamente pequeños, desde kilogramos hasta unas pocas toneladas métricas por año.
La inversión de capital para un sistema por lotes es a menudo más económica a esta escala en comparación con una planta de procesamiento continuo, que requiere un costo inicial significativo y está optimizada para una producción alta y constante.
Control ambiental preciso
Lograr la pureza y el rendimiento deseados del producto requiere un control preciso sobre el entorno de reacción. Los reactores por lotes están diseñados para este nivel de precisión.
Los operadores pueden gestionar meticulosamente parámetros críticos como la temperatura, la presión y la velocidad de agitación durante todo el ciclo de reacción. Como se señala en estudios de procesos, manipular la presión puede acelerar la cinética de la reacción y dar a los químicos un control fino sobre la formación de moléculas complejas.
Comprensión de las compensaciones y limitaciones
Aunque es dominante, el modelo por lotes no está exento de desafíos. Comprender estas compensaciones es crucial para una gestión eficaz del proceso.
Tiempo de inactividad inherente entre lotes
El principal inconveniente del procesamiento por lotes es el tiempo improductivo entre ciclos. Esto incluye el tiempo dedicado a descargar el producto, limpiar el reactor y prepararse para la siguiente corrida.
Este "tiempo de respuesta" representa una porción significativa del tiempo operativo total y limita el rendimiento máximo de la instalación.
Desafíos en el escalado
Un proceso que funciona perfectamente en un reactor de laboratorio de 1 litro puede comportarse de manera diferente en un recipiente de producción de 5,000 litros.
Problemas como la mezcla ineficiente o la transferencia de calor inadecuada se vuelven más pronunciados a escalas mayores. Este riesgo de "escalado" requiere una extensa ingeniería de procesos y validación para garantizar la consistencia y la seguridad.
Variabilidad de lote a lote
Aunque un objetivo clave es la consistencia perfecta, pueden ocurrir ligeras variaciones entre lotes. Estas pueden ser causadas por diferencias menores en la calidad de la materia prima, las acciones del operador o el rendimiento del equipo.
Gestionar y minimizar esta variabilidad de lote a lote es un enfoque principal de la tecnología analítica de procesos (PAT) y el control estadístico de procesos (SPC) en la industria farmacéutica.
Cómo alinear la elección del reactor con su objetivo
El enfoque correcto depende completamente de su posición específica en el ciclo de vida del producto y sus objetivos comerciales principales.
- Si su enfoque principal es I+D o fabricación para ensayos clínicos: El reactor por lotes es su elección inequívoca por su flexibilidad y idoneidad para la síntesis exploratoria a pequeña escala.
- Si su enfoque principal es cumplir con estrictas demandas regulatorias: La trazabilidad inherente del modelo por lotes proporciona el camino más sencillo hacia el cumplimiento y el aseguramiento de la calidad.
- Si su enfoque principal es la producción de un medicamento establecido y de gran éxito: Aunque el procesamiento por lotes sigue siendo la norma, esta es el área donde explorar la fabricación continua puede ofrecer beneficios a largo plazo en costos y consistencia.
En última instancia, el reactor por lotes sigue siendo la piedra angular de la fabricación farmacéutica porque proporciona un marco confiable y adaptable para equilibrar las demandas contrapuestas de la química, la regulación y la economía.
Tabla de resumen:
| Ventaja clave | Por qué es importante en la industria farmacéutica |
|---|---|
| Flexibilidad | Permite que una instalación produzca múltiples medicamentos con fácil reconfiguración entre lotes. |
| Trazabilidad | Permite el aislamiento y la investigación de cualquier lote individual, crucial para el cumplimiento de la FDA y las regulaciones. |
| Control | Gestión precisa de la temperatura, la presión y la agitación para la síntesis compleja de API de alto valor. |
| Escalabilidad | Más económico para la producción de pequeño volumen, desde I+D hasta la fabricación a escala comercial. |
¿Listo para optimizar su proceso de fabricación farmacéutica?
Elegir el reactor adecuado es fundamental para su éxito. KINTEK se especializa en equipos y consumibles de laboratorio de alta calidad, que satisfacen las necesidades precisas de los laboratorios farmacéuticos. Ya sea que esté escalando un nuevo API o necesite equipos confiables para I+D, nuestra experiencia puede ayudarlo a lograr un control, trazabilidad y eficiencia superiores.
Contacte a nuestros expertos hoy mismo para analizar cómo nuestras soluciones pueden apoyar sus objetivos de desarrollo y fabricación de medicamentos.
Guía Visual
Productos relacionados
- Reactores de Laboratorio Personalizables de Alta Temperatura y Alta Presión para Diversas Aplicaciones Científicas
- Reactor de Presión de Laboratorio Autoclave de Alta Presión de Acero Inoxidable
- Reactor autoclave de alta presión Mini SS para uso en laboratorio
- Reactor Autoclave de Laboratorio de Alta Presión para Síntesis Hidrotermal
- Reactores personalizables de alta presión para aplicaciones científicas e industriales avanzadas
La gente también pregunta
- ¿Qué papel juegan los reactores de alta temperatura y alta presión (HTHP) en la simulación de la corrosión de pozos de petróleo y gas?
- ¿Cómo se controla la alta presión en un reactor? Una guía para una operación segura y estable
- ¿Cuál es la importancia de un entorno de temperatura constante en los experimentos de evolución de hidrógeno de la aleación Mg-2Ag?
- ¿Cómo afecta la presión inicial de oxígeno a la oxidación húmeda de lodos farmacéuticos? Domina la profundidad de tu oxidación
- ¿Qué condiciones experimentales proporciona un reactor HTHP para tuberías flexibles? Optimizar la simulación de corrosión en el fondo del pozo














