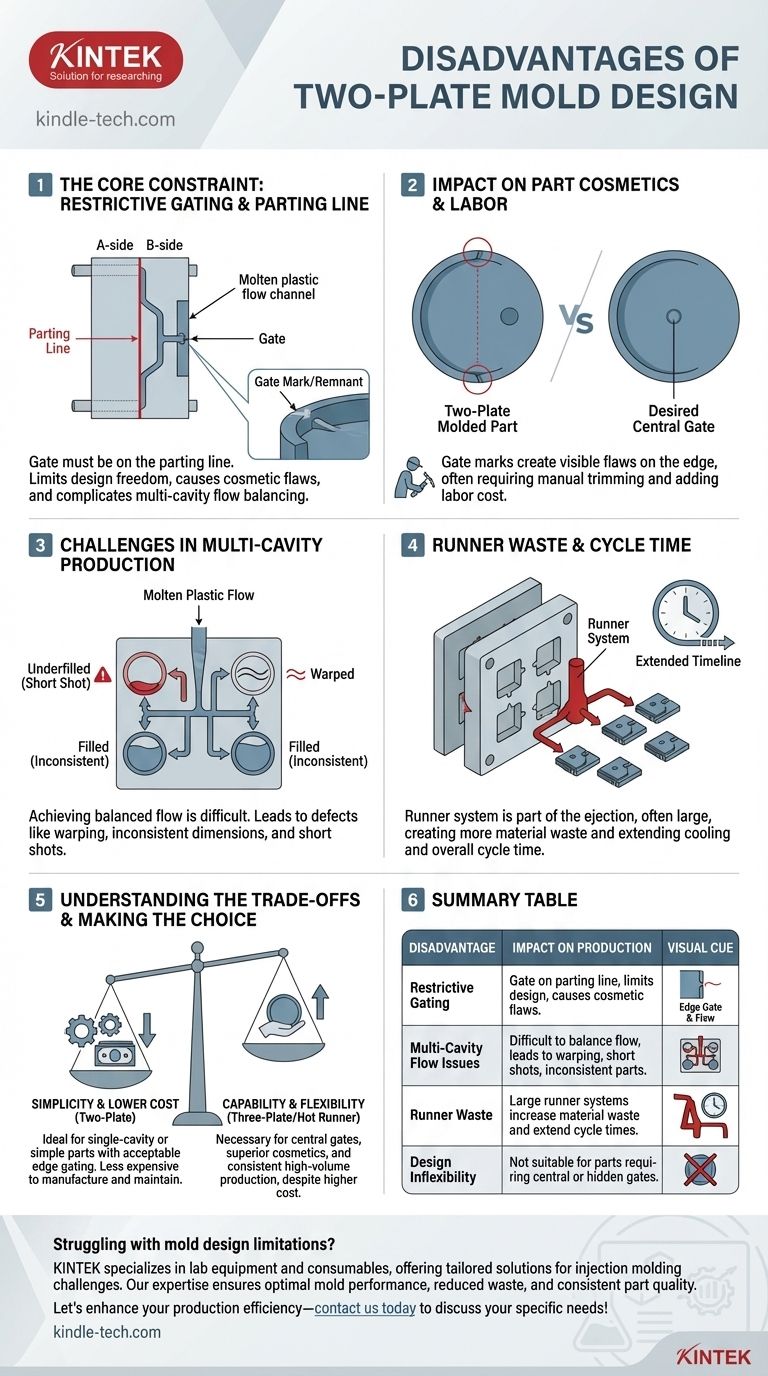
Las principales desventajas de un molde de dos placas son sus opciones de canalización restrictivas y los importantes desafíos que crea para las configuraciones de múltiples cavidades. Debido a que la compuerta (o canal de inyección) debe ubicarse en la línea de partición del molde, esto limita la libertad de diseño, puede crear imperfecciones cosméticas en la pieza y dificulta lograr un flujo de plástico equilibrado en múltiples cavidades.
Aunque se valora por su simplicidad y menor costo inicial, el diseño de un molde de dos placas es inherentemente inflexible. Esta simplicidad tiene el costo de controlar la ubicación de la compuerta y la eficiencia del sistema de canales, lo que puede comprometer la calidad de la pieza y la consistencia de la producción, especialmente en aplicaciones complejas.

La restricción central: Canalización y la línea de partición
Un molde de dos placas es la forma más básica de molde de inyección, que consta de dos placas principales, el lado A y el lado B, que se encuentran en una única línea de partición. La simplicidad de este diseño es su mayor fortaleza y la fuente de sus principales limitaciones.
La ubicación inflexible de la compuerta
En un molde de dos placas, el canal que permite que el plástico fundido entre en la cavidad de la pieza, conocido como compuerta, debe ubicarse directamente en esta línea de partición.
Esto significa que la compuerta solo se puede colocar en el perímetro exterior o en el borde de la pieza moldeada. No hay libertad de diseño para colocar la compuerta en el centro o en una superficie no visible lejos del borde.
Impacto en la estética de la pieza
El punto donde la compuerta se conecta a la pieza deja una pequeña marca o remanente después de retirarla.
Debido a que un molde de dos placas obliga a que esta marca de compuerta quede en el borde de la pieza, puede crear un defecto cosmético. Esto a menudo requiere una operación de recorte manual secundaria, lo que añade costo de mano de obra y tiempo al proceso de fabricación.
Desafíos en la producción de múltiples cavidades
Estas limitaciones se magnifican al producir múltiples piezas en un solo ciclo (un molde de múltiples cavidades). El sistema de canales, que distribuye el plástico a cada cavidad, también está confinado a la línea de partición.
Dificultad para equilibrar el flujo
En una configuración de múltiples cavidades, lograr un flujo equilibrado, donde todas las cavidades se llenan al mismo tiempo y con la misma presión, es un desafío crítico de diseño.
Con los canales restringidos a la línea de partición, la trayectoria hacia algunas cavidades suele ser más larga que hacia otras. Este desequilibrio puede causar una serie de defectos de moldeo, incluyendo deformación (warping), dimensiones inconsistentes y llenados incompletos (short shots).
Desperdicio de canales y tiempo de ciclo
El sistema de canales se expulsa del molde junto con las piezas después de cada ciclo.
En un diseño de dos placas, especialmente con múltiples cavidades, este canal puede ser grande y complejo. Esto no solo genera más material desperdiciado, sino que también puede extender el tiempo de enfriamiento requerido, aumentando así el tiempo total del ciclo de producción.
Comprender las compensaciones (Trade-offs)
La decisión de utilizar un molde de dos placas es una compensación clásica de ingeniería entre simplicidad y capacidad. Sus limitaciones no lo convierten en una mala elección, pero deben sopesarse con los requisitos específicos del proyecto.
Dónde gana la simplicidad
Para moldes de una sola cavidad, o para piezas donde una compuerta en el borde es cosmética y funcionalmente aceptable, el diseño de dos placas es ideal. Su construcción es más simple, lo que lo hace menos costoso de fabricar y más fácil de mantener que alternativas más complejas.
El costo de la inflexibilidad
Si su pieza requiere una compuerta central para integridad estructural o por razones cosméticas (por ejemplo, una compuerta de punta de aguja en una pieza redonda), un molde de dos placas simplemente no es una opción viable. El diseño no lo permite.
La alternativa del molde de tres placas
La alternativa principal es un molde de tres placas. Al introducir una tercera placa y una segunda línea de partición, este diseño permite que la compuerta se ubique casi en cualquier lugar de la superficie de la pieza. Esto resuelve los problemas cosméticos y de flujo, pero tiene el costo de una mayor complejidad y gasto del molde.
Tomar la decisión correcta para su objetivo
Seleccionar el tipo de molde correcto requiere alinear las capacidades del diseño con las prioridades de su proyecto.
- Si su enfoque principal es minimizar el costo inicial de las herramientas: Un molde de dos placas suele ser la opción más económica, especialmente para piezas más simples donde la canalización por el borde es aceptable.
- Si su enfoque principal es la estética superior de la pieza: Se necesita un molde de tres placas o de canal caliente para posicionar la compuerta en una superficie no visible, lejos de la línea de partición.
- Si su enfoque principal es la producción consistente y de gran volumen: Pese cuidadosamente los desafíos de equilibrio de flujo de un diseño de dos placas; un molde más complejo a menudo proporciona una mejor consistencia de pieza a pieza y puede resultar más económico a largo plazo.
Comprender estas compensaciones fundamentales le permite seleccionar un diseño de molde que se alinee con los requisitos funcionales, cosméticos y de producción específicos de su pieza.
Tabla de resumen:
| Desventaja | Impacto en la producción |
|---|---|
| Canalización restrictiva | La compuerta debe estar en la línea de partición, lo que limita la libertad de diseño y causa defectos cosméticos. |
| Problemas de flujo en múltiples cavidades | Difícil equilibrar el flujo de plástico, lo que provoca deformación, llenados incompletos y piezas inconsistentes. |
| Desperdicio de canales | Los sistemas de canales grandes aumentan el desperdicio de material y extienden los tiempos de ciclo. |
| Inflexibilidad de diseño | No es adecuado para piezas que requieren compuertas centrales u ocultas. |
¿Tiene problemas con las limitaciones del diseño de moldes? KINTEK se especializa en equipos de laboratorio y consumibles, ofreciendo soluciones personalizadas para los desafíos del moldeo por inyección. Nuestra experiencia garantiza un rendimiento óptimo del molde, reducción de desperdicios y calidad de pieza consistente. Mejoremos su eficiencia de producción: contáctenos hoy para discutir sus necesidades específicas.
Guía Visual
Productos relacionados
- Prensa de Calentamiento de Doble Placa para Laboratorio
- Molde especial para prensa de calor para uso en laboratorio
- Anillo de Matriz para Prensas Rotativas de Tabletas Multi-Punzón para Moldes Ovalados y Cuadrados Giratorios
- Molde de Prensado de Pastillas de Polvo de Ácido Bórico para XRF para Uso en Laboratorio
- Prensa de Anillo para Aplicaciones de Laboratorio
La gente también pregunta
- ¿Cómo usar un molde de presión? Domina el arte de crear formas cerámicas consistentes
- ¿Por qué se requieren moldes de presión con paredes interiores de resina no conductora para las pruebas de baterías? Garantizar la precisión de los datos
- ¿Cuál es la diferencia entre una prensa de calor y la sublimación? Una herramienta vs. un proceso explicado
- ¿Cuál es el propósito de los dispositivos de presión especializados en las baterías de estado sólido de sulfuro? Garantizar la estabilidad quimiomecánica
- ¿Cuál es la función de los moldes de prensa durante la preparación de los composites SiCf/Ti-43Al-9V? Lograr precisión estructural



















