En el procesamiento de materiales, el prensado isostático es un método para compactar polvos o densificar piezas sólidas utilizando presión uniforme desde todas las direcciones. La diferencia fundamental radica en la temperatura: el Prensado Isostático en Frío (CIP) utiliza un líquido a temperatura ambiente para compactar polvos en una forma preliminar, mientras que el Prensado Isostático en Caliente (HIP) utiliza calor y presión elevados para eliminar los huecos internos y mejorar las propiedades del material de un componente ya formado.
La elección entre el prensado isostático en caliente y en frío no se trata de qué proceso es superior, sino de qué etapa de fabricación se está abordando. El CIP es un proceso de formación para polvos, mientras que el HIP es un proceso de densificación y acabado para piezas sólidas.

El Papel del Prensado Isostático en Frío (CIP)
El Prensado Isostático en Frío, a veces llamado prensado hidrostático, es un paso fundamental para crear piezas de alta integridad a partir de polvos metálicos o cerámicos.
El Proceso Fundamental: Compactación de Polvo con Fluido
En el CIP, un molde flexible que contiene el polvo se sumerge en una cámara llena de un líquido, típicamente agua con un inhibidor de corrosión o un aceite especializado. Una bomba externa presuriza este fluido, ejerciendo presión uniforme sobre el molde desde todas las direcciones.
El Resultado: Creación de una Pieza 'Verde'
El resultado del CIP es una pieza compactada y sólida, a menudo llamada preforma "cruda" o "verde". Esta pieza tiene suficiente resistencia mecánica para ser manipulada y mecanizada, pero aún no ha alcanzado su densidad o resistencia final.
Esta pieza verde debe someterse a un proceso posterior de sinterización a alta temperatura, que fusiona las partículas de polvo para lograr las propiedades finales deseadas del material.
Aplicaciones Clave: De Lingotes a Preformas de Forma Neta
El CIP es notablemente versátil. Se utiliza para producir lingotes simples de alta integridad para procesamiento posterior o para crear piezas complejas de forma neta o casi neta que requieren un acabado mínimo después de la sinterización. Este proceso asegura muy poca distorsión o agrietamiento durante la cocción final.
Los Dos Métodos
Existen dos métodos principales para este proceso: el prensado isostático de bolsa húmeda y el prensado isostático de bolsa seca. Aunque difieren en el utillaje y el volumen de producción, ambos se basan en el mismo principio de presión uniforme del fluido.
El Poder del Prensado Isostático en Caliente (HIP)
El Prensado Isostático en Caliente es un proceso de acabado transformador utilizado para perfeccionar componentes después de haber sido formados mediante fundición, sinterización o fabricación aditiva (impresión 3D).
El Proceso Fundamental: Calor y Presión para la Densificación
Durante el HIP, un componente se coloca dentro de un horno de alta temperatura contenido dentro de un recipiente a presión. La cámara se calienta justo por debajo del punto de fusión del material mientras se somete simultáneamente a una presión extremadamente alta y uniforme.
El Resultado: Una Microestructura Casi Perfecta
La combinación de calor y presión hace que los huecos internos y los poros microscópicos dentro del material colapsen y se cierren a nivel atómico. Esto elimina la porosidad y crea una microestructura totalmente densa y uniforme.
Aplicaciones Clave: Perfeccionamiento de Fundiciones e Impresiones 3D
El HIP es crítico para las industrias de alto rendimiento. Se utiliza para mejorar la densidad y aliviar las tensiones térmicas en las fundiciones de metal. Para las piezas fabricadas aditivamente, es un paso esencial para curar la porosidad entre capas y corregir la mala adhesión de las capas.
El resultado es una mejora dramática en la ductilidad, la resistencia a la fatiga y la integridad general de la pieza.
Más Allá de la Densidad: Consolidación de Pasos de Fabricación
Los sistemas HIP modernos también pueden consolidar múltiples pasos de producción en un solo ciclo. Al controlar cuidadosamente las tasas de calentamiento y enfriamiento, el proceso puede combinar el tratamiento térmico, el templado y el envejecimiento, reduciendo significativamente el tiempo total de producción.
Comprendiendo la Diferencia Fundamental: Formación vs. Acabado
La distinción más crítica es el objetivo del proceso y el estado del material de partida.
Material de Partida: Polvo vs. Pieza Sólida
El CIP comienza exclusivamente con polvo en un molde flexible. Su propósito principal es compactar ese polvo en una forma sólida.
El HIP comienza con una pieza sólida ya existente. Su propósito no es cambiar la forma de la pieza, sino mejorar su calidad interna.
Objetivo del Proceso: Dar Forma vs. Mejorar
El objetivo del CIP es la formación. Crea un objeto manejable a partir de material suelto.
El objetivo del HIP es la mejora. Toma una buena pieza y la hace excepcional eliminando defectos internos.
Tomando la Decisión Correcta para su Objetivo
La selección del proceso correcto depende enteramente de lo que necesite lograr con su material y componente.
- Si su enfoque principal es crear un componente uniforme a partir de una base de polvo: Comience con el Prensado Isostático en Frío para formar una preforma "verde" de alta integridad con mínima distorsión antes de la sinterización.
- Si su enfoque principal es eliminar la porosidad interna y maximizar las propiedades mecánicas de una pieza sólida (como una fundición o una impresión 3D): Utilice el Prensado Isostático en Caliente para lograr una densidad total y una resistencia superior a la fatiga.
Al comprender si su objetivo es formar o perfeccionar, puede seleccionar con confianza el proceso isostático que ofrece el rendimiento requerido para su componente.
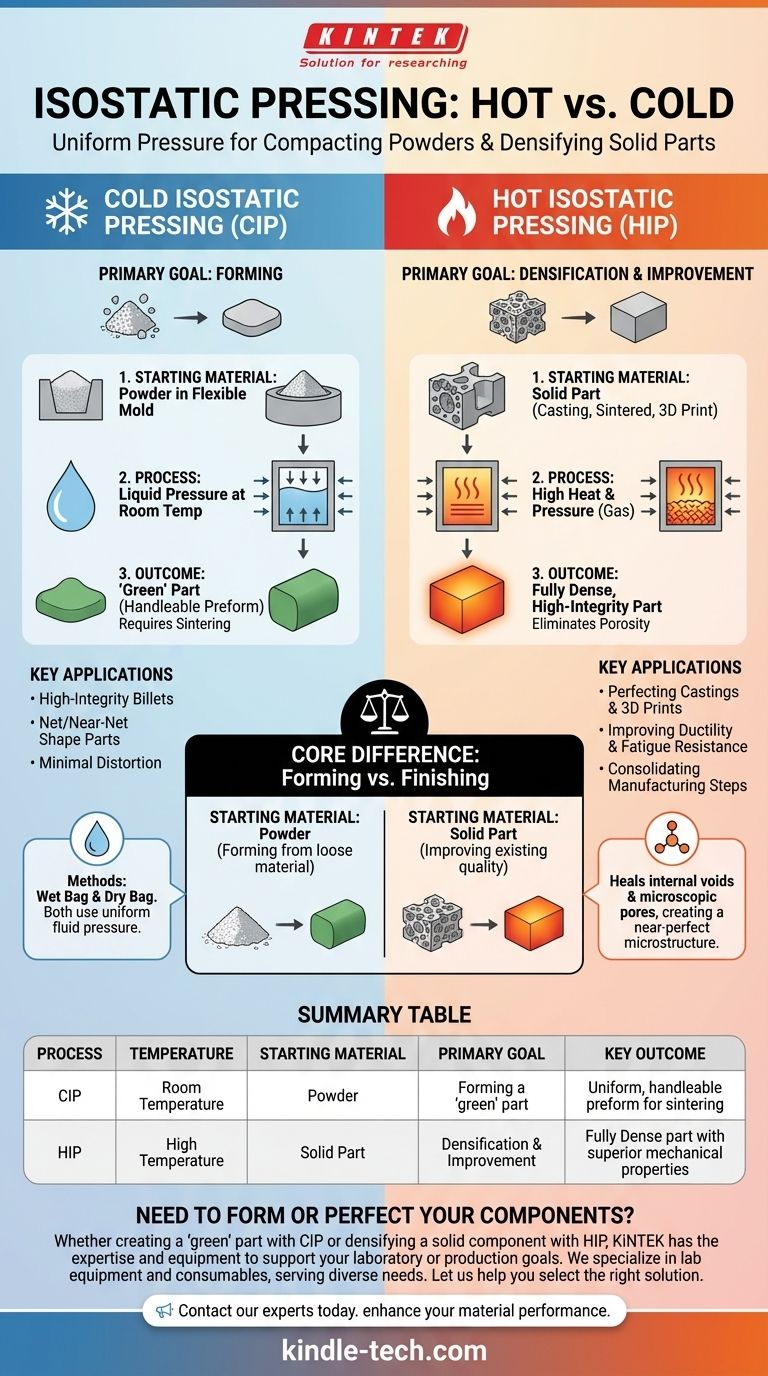
Tabla Resumen:
| Proceso | Temperatura | Material de Partida | Objetivo Principal | Resultado Clave |
|---|---|---|---|---|
| Prensado Isostático en Frío (CIP) | Temperatura Ambiente | Polvo | Formación de una pieza 'verde' | Preforma uniforme y manejable para sinterización |
| Prensado Isostático en Caliente (HIP) | Alta Temperatura | Pieza Sólida (ej., fundición, impresión 3D) | Densificación y Mejora | Pieza totalmente densa con propiedades mecánicas superiores |
¿Necesita Formar o Perfeccionar sus Componentes?
Ya sea que trabaje con polvos metálicos o cerámicos y necesite crear una pieza 'verde' de alta integridad mediante Prensado Isostático en Frío (CIP), o tenga un componente sólido como una fundición o una pieza impresa en 3D que requiera densificación y propiedades mecánicas mejoradas mediante Prensado Isostático en Caliente (HIP), KINTEK tiene la experiencia y el equipo para apoyar sus objetivos de laboratorio o producción.
KINTEK se especializa en equipos y consumibles de laboratorio, atendiendo diversas necesidades de laboratorio. Permítanos ayudarle a seleccionar la solución de prensado isostático adecuada para lograr una compactación uniforme, eliminar la porosidad y mejorar la resistencia a la fatiga en sus materiales.
Contacte a nuestros expertos hoy para discutir su aplicación específica y descubrir cómo nuestras soluciones de prensado isostático pueden mejorar el rendimiento de su material y la eficiencia de fabricación.
Guía Visual
Productos relacionados
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Moldes de Prensado Isostático para Laboratorio
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
La gente también pregunta
- ¿Por qué se prefiere una prensa isostática en frío a una prensa uniaxial para el polvo de tungsteno? Lograr una compactación uniforme del polvo
- ¿Qué es el método de prensado isostático para cerámicas? Lograr una densidad uniforme para piezas complejas
- ¿Qué es el proceso isostático en frío? Logre una densidad uniforme en piezas complejas de polvo
- ¿Cuáles son las ventajas de usar una Prensa Isostática en Frío (CIP)? Lograr alta densidad en pellets cerámicos
- ¿Qué papel juega la prensado isostático en frío en la formación de barras de alimentación para el crecimiento de monocristales? Asegure la estabilidad.

















