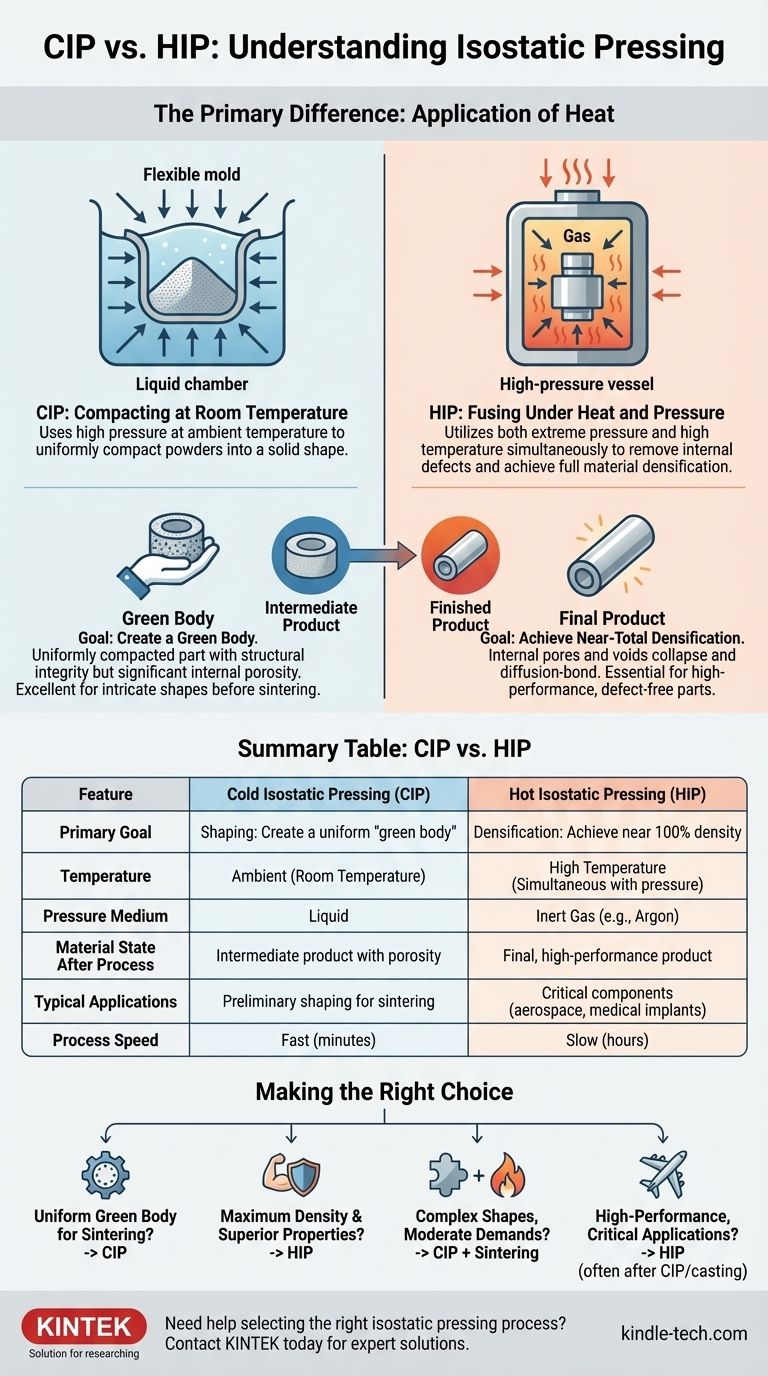
En esencia, la principal diferencia entre el Prensado Isostático en Frío (CIP) y el Prensado Isostático en Caliente (HIP) es la aplicación de calor. El CIP utiliza alta presión a temperatura ambiente para compactar uniformemente los polvos en una forma sólida. En contraste, el HIP utiliza presión extrema y alta temperatura simultáneamente para eliminar defectos internos y lograr la densificación total del material.
Elegir entre CIP y HIP no se trata de seleccionar un proceso superior, sino de adaptar la herramienta adecuada a la tarea. El CIP es fundamentalmente un proceso de conformación para crear formas iniciales, mientras que el HIP es un tratamiento térmico para lograr una densificación casi total y propiedades superiores del material.

Los procesos fundamentales: Conformación frente a densificación
Para entender cuándo usar cada proceso, debe verlos como herramientas distintas para diferentes etapas de fabricación. Uno es para la formación inicial, el otro para el perfeccionamiento final.
Prensado Isostático en Frío (CIP): Compactación a temperatura ambiente
El CIP implica colocar el polvo del material en un molde flexible y sumergirlo en una cámara líquida. Luego se presuriza este líquido, ejerciendo una presión uniforme desde todas las direcciones sobre el molde.
El objetivo principal del CIP es crear un "cuerpo verde". Esta es una pieza uniformemente compactada con suficiente integridad estructural para ser manipulada, pero que aún contiene una porosidad interna significativa.
Debido a que compacta el polvo de manera uniforme, el CIP es un excelente paso preliminar para producir formas intrincadas o complejas que se someterán a un procesamiento posterior, como la sinterización o el HIP.
Prensado Isostático en Caliente (HIP): Fusión bajo calor y presión
El HIP coloca un componente dentro de una cámara de alta presión que luego se llena con un gas inerte, generalmente Argón. La cámara se calienta a temperaturas muy altas mientras se presuriza el gas.
La combinación de calor y presión isostática hace que el material se vuelva plástico. Esto permite que los poros y huecos internos dentro del material colapsen y se unan por difusión.
El propósito del HIP no es crear la forma inicial, sino curar defectos internos en piezas fundidas o consolidar polvos en un producto final totalmente denso y de alto rendimiento.
Comparación de los resultados: Cuerpo verde frente a producto final
El estado del material después de cada proceso revela sus roles distintos. Una pieza que sale de un ciclo CIP es un producto intermedio, mientras que una pieza que sale de un ciclo HIP es a menudo un producto terminado.
Propiedades logradas con CIP
El CIP produce un componente con una densidad muy uniforme. Esta uniformidad es crítica porque previene la deformación y distorsión durante procesos posteriores a alta temperatura, como la sinterización.
Sin embargo, las propiedades mecánicas de una pieza procesada con CIP son modestas. Es sólida, pero aún no ha alcanzado la resistencia o tenacidad requerida para aplicaciones exigentes.
Propiedades logradas con HIP
El HIP da como resultado un material que está cerca del 100% de su densidad máxima teórica. Esta eliminación de la porosidad mejora drásticamente sus propiedades mecánicas.
Los materiales que han sido sometidos a HIP exhiben una resistencia, ductilidad, vida útil a la fatiga y tenacidad a la fractura superiores. Esto hace que el proceso sea esencial para componentes donde el fallo no es una opción.
Comprender las compensaciones: Tiempo y complejidad
Si bien el HIP ofrece propiedades finales superiores, esos beneficios conllevan compensaciones significativas en tiempo de procesamiento y complejidad.
Velocidad y rendimiento del proceso
El CIP es un proceso relativamente rápido, con tiempos de ciclo medidos a menudo en minutos. Esto lo hace adecuado para la conformación preliminar de mayor volumen.
El HIP es significativamente más lento, requiriendo horas para un ciclo completo. Esto se debe al tiempo necesario para calentar la cámara, aplicar presión, mantener la temperatura y enfriar de forma segura.
Aplicaciones y geometrías adecuadas
El CIP es ideal para crear la forma inicial de piezas simples o intrincadas que necesitan densidad uniforme antes de la sinterización final. Es un método de conformación rentable.
El HIP se utiliza para la densificación final de componentes críticos, a menudo con geometrías complejas, como álabes de turbina aeroespacial, implantes médicos y herramientas industriales sometidas a altas tensiones.
Tomar la decisión correcta para su objetivo
Su elección entre CIP y HIP—o la decisión de usarlos en secuencia—depende completamente de los requisitos de rendimiento y la aplicación de su material.
- Si su enfoque principal es crear un cuerpo verde uniforme para una sinterización posterior: El CIP es la opción correcta y más rentable.
- Si su enfoque principal es lograr la máxima densidad y propiedades mecánicas superiores en un componente final: El HIP es el proceso esencial.
- Si su enfoque principal es producir formas complejas sin demandas críticas de rendimiento: Una secuencia de CIP seguida de sinterización convencional suele ser suficiente.
- Si su enfoque principal es fabricar piezas sin defectos y de alto rendimiento para aplicaciones críticas: Casi con toda seguridad dependerá del HIP, procesando a menudo una pieza previamente conformada por CIP, fundición o fabricación aditiva.
En última instancia, comprender estos procesos como herramientas complementarias—una para conformar, la otra para perfeccionar—es la clave para la fabricación avanzada de materiales.
Tabla de resumen:
| Característica | Prensado Isostático en Frío (CIP) | Prensado Isostático en Caliente (HIP) |
|---|---|---|
| Objetivo principal | Conformación: Crear un "cuerpo verde" uniforme | Densificación: Lograr una densidad cercana al 100% |
| Temperatura | Ambiente (Temperatura ambiente) | Alta temperatura (Simultánea con la presión) |
| Medio de presión | Líquido | Gas inerte (p. ej., Argón) |
| Estado del material después del proceso | Producto intermedio con porosidad | Producto final de alto rendimiento |
| Aplicaciones típicas | Conformación preliminar para sinterización | Componentes críticos (aeroespacial, implantes médicos) |
| Velocidad del proceso | Rápido (minutos) | Lento (horas) |
¿Necesita ayuda para seleccionar el proceso de prensado isostático adecuado para los materiales de su laboratorio?
En KINTEK, nos especializamos en equipos y consumibles de laboratorio, proporcionando soluciones expertas para todas sus necesidades de procesamiento de materiales. Ya sea que esté conformando un nuevo material con CIP o buscando la máxima densificación con HIP, nuestro equipo puede ayudarle a elegir la herramienta adecuada para lograr resultados superiores y mejorar la eficiencia de su laboratorio.
Contáctenos hoy para discutir su aplicación específica y descubrir cómo KINTEK puede apoyar sus objetivos de fabricación de materiales avanzados.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Máquina de Prensa Isostática en Frío de Laboratorio Eléctrico CIP para Prensado Isostático en Frío
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
La gente también pregunta
- ¿Por qué son necesarios los Prensas Isostáticas en Caliente (WIP) para las baterías de estado sólido? Lograr contacto a nivel atómico
- ¿Para qué se utiliza una prensa isostática? Logre una densidad uniforme y elimine defectos
- ¿Cuánto dura el prensado isostático en caliente? Desvelando las variables que controlan el tiempo del ciclo
- ¿Qué ventajas ofrece una prensa isostática en caliente sobre una prensa uniaxial tradicional para láminas de electrolito Li6PS5Cl?
- ¿Cómo mejoran las prensas isostáticas en caliente el rendimiento de los electrodos secos? Mejora la conductividad de las ASSB con calor y presión

















