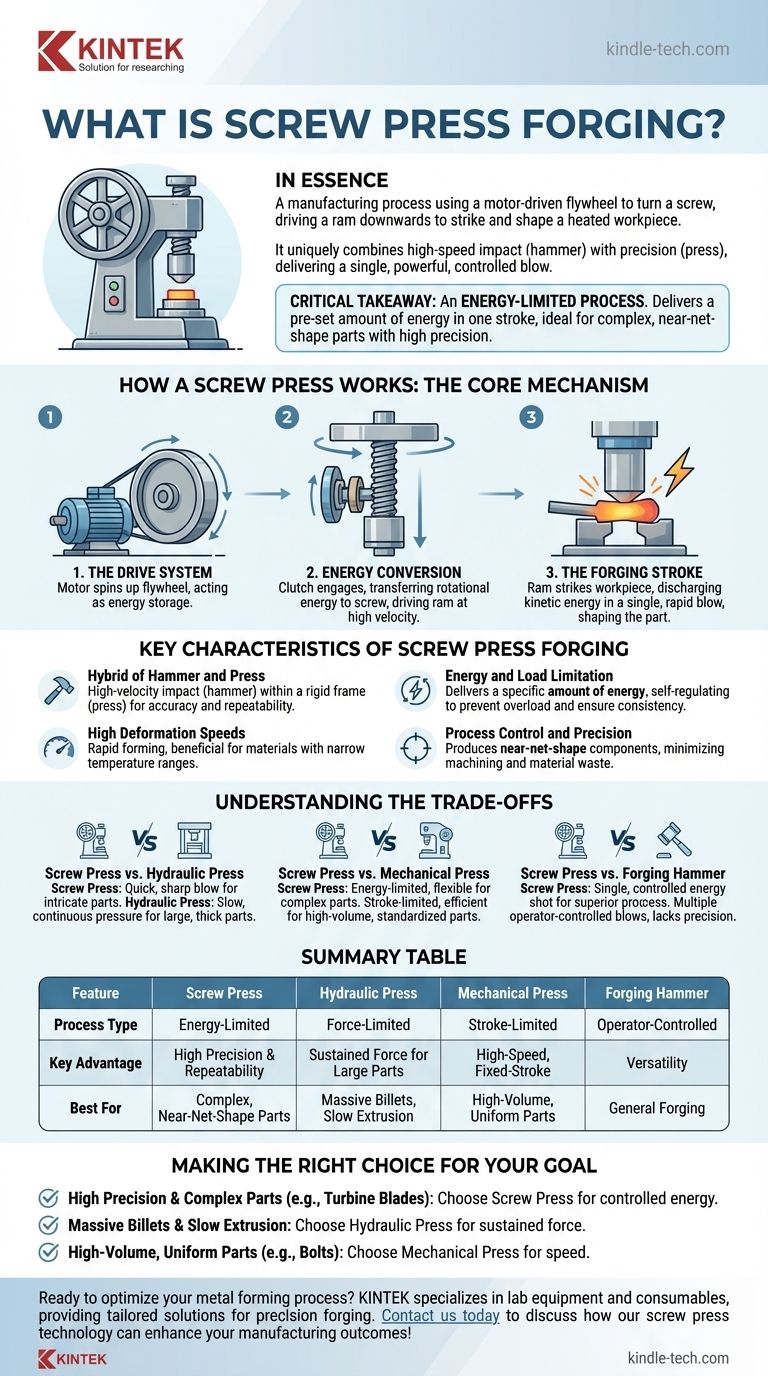
En esencia, el forjado en prensa de husillo es un proceso de fabricación que utiliza un volante de inercia grande, accionado por un motor, para hacer girar un husillo, que a su vez impulsa un ariete hacia abajo para golpear y dar forma a una pieza de trabajo metálica calentada. Combina de forma única el impacto a alta velocidad de un martillo de forja con la precisión de una prensa, aplicando un golpe único, potente y altamente controlado para formar la pieza.
La conclusión fundamental es que el forjado en prensa de husillo es un proceso limitado por la energía. A diferencia de otras prensas que se detienen en una posición específica, una prensa de husillo entrega una cantidad de energía preestablecida en una sola carrera, lo que la hace excepcionalmente adecuada para crear piezas complejas, casi conformadas al final, con alta precisión.

Cómo funciona una prensa de husillo: El mecanismo central
Una prensa de husillo opera con un principio de conversión de energía sencillo pero potente. Comprender este mecanismo revela por qué ocupa una posición única entre las tecnologías de forjado.
El sistema de accionamiento
El proceso comienza con un motor eléctrico que hace girar un volante de inercia grande y pesado a una velocidad de rotación específica. Este volante de inercia, conectado a un husillo vertical masivo, actúa como la unidad de almacenamiento de energía para toda la máquina.
Conversión de energía
Cuando se activa la prensa, un embrague se acopla y la energía rotacional del volante de inercia giratorio se transfiere al husillo. A medida que el husillo gira, impulsa el ariete conectado (la parte móvil de la prensa) hacia abajo a gran velocidad.
La carrera de forjado
El ariete golpea la pieza de trabajo, que se coloca sobre un troquel estacionario. Toda la energía cinética almacenada en el volante de inercia se descarga sobre el metal en un solo golpe rápido. La carrera finaliza cuando esta energía se disipa por completo por la deformación de la pieza de trabajo, momento en el cual el ariete se detiene automáticamente.
Características clave del forjado en prensa de husillo
El diseño de una prensa de husillo le confiere un conjunto distintivo de características operativas que la diferencian de las prensas hidráulicas o mecánicas de manivela.
Un híbrido de martillo y prensa
Las prensas de husillo ocupan un punto intermedio entre los martillos de forja y otras prensas. Aplican un impacto de alta velocidad similar al de un martillo, pero lo hacen dentro del bastidor rígido y guiado de una prensa, ofreciendo una precisión dimensional y repetibilidad mucho mayores.
Limitación de energía y carga
Esta es la característica definitoria. La máquina está configurada para entregar una cantidad específica de energía, no para viajar a una posición inferior fija. Esta autorregulación evita la sobrecarga del troquel y garantiza que se aplique energía constante a cada pieza, lo cual es fundamental para el control de las propiedades del material.
Altas velocidades de deformación
La alta velocidad del ariete permite un conformado rápido de la pieza de trabajo. Esto es beneficioso para materiales con un rango de temperatura de forjado estrecho, ya que la pieza puede conformarse completamente antes de que se enfríe significativamente.
Control de proceso y precisión
Debido a que la entrada de energía se controla con precisión, las prensas de husillo sobresalen en la producción de componentes casi conformados al final. Esto significa que la pieza forjada está muy cerca de sus dimensiones finales, lo que minimiza la necesidad de mecanizado posterior y reduce el desperdicio de material.
Comprender las compensaciones: Prensa de husillo frente a otros métodos
Ningún método de forjado es universalmente superior; la elección depende totalmente de la geometría de la pieza, el material y el volumen de producción.
Prensa de husillo frente a prensa hidráulica
Una prensa hidráulica, que se clasifica por la fuerza máxima que puede generar (a menudo en toneladas), aplica presión lenta y continuamente. Esto es ideal para piezas muy grandes y gruesas que requieren un "apretón" lento. En contraste, una prensa de husillo aplica un golpe rápido y seco, que es mejor para llenar cavidades de troquel intrincadas y trabajar con materiales sensibles a las velocidades de deformación.
Prensa de husillo frente a prensa mecánica
Una prensa mecánica (o de manivela) convencional está limitada por la carrera. Su ariete viaja a una posición inferior fija en cada ciclo, independientemente de la pieza de trabajo. Esto la hace excelente para tiradas de producción uniformes de gran volumen. Una prensa de husillo, al estar limitada por la energía, ofrece más flexibilidad para piezas complejas donde el espesor final puede variar ligeramente.
Prensa de husillo frente a martillo de forja
Un martillo de forja depende de la habilidad del operario para aplicar múltiples golpes de intensidad variable. Aunque es versátil, carece de la precisión y repetibilidad de una prensa de husillo. El disparo de energía único y controlado de una prensa de husillo proporciona un control de proceso y una consistencia muy superiores.
Tomar la decisión correcta para su objetivo
Seleccionar el proceso de forjado correcto requiere alinear las fortalezas de la tecnología con su objetivo de fabricación específico.
- Si su enfoque principal son las piezas de alta precisión y complejas, casi conformadas al final (como álabes de turbina o implantes quirúrgicos): La energía controlada y la repetibilidad de una prensa de husillo la convierten en la opción superior.
- Si su enfoque principal es dar forma a tochos masivos o realizar forjado de extrusión lenta: Se requiere la fuerza sostenida e inmensa de una prensa hidráulica.
- Si su enfoque principal es la producción de altísimo volumen de piezas uniformes más simples (como pernos o accesorios estándar): La velocidad y la naturaleza de carrera fija de una prensa mecánica de manivela es la solución más eficiente.
En última instancia, comprender la diferencia fundamental entre el forjado limitado por energía y el limitado por fuerza es la clave para desbloquear el mejor resultado de fabricación posible.
Tabla de resumen:
| Característica | Prensa de husillo | Prensa hidráulica | Prensa mecánica | Martillo de forja |
|---|---|---|---|---|
| Tipo de proceso | Limitado por energía | Limitado por fuerza | Limitado por carrera | Controlado por el operario |
| Ventaja clave | Alta precisión y repetibilidad | Fuerza sostenida para piezas grandes | Alta velocidad, carrera fija | Versatilidad |
| Ideal para | Piezas complejas, casi conformadas al final | Tochos masivos, extrusión lenta | Piezas uniformes de alto volumen | Forjado general con habilidad del operario |
¿Listo para optimizar su proceso de conformado de metales? KINTEK se especializa en equipos de laboratorio y consumibles, proporcionando soluciones personalizadas para el forjado de precisión y las pruebas de materiales. Ya sea que esté desarrollando componentes complejos o necesite equipos fiables para su laboratorio, nuestra experiencia garantiza que obtenga resultados superiores con alta repetibilidad y mínimo desperdicio. Contáctenos hoy para discutir cómo nuestra tecnología de prensa de husillo y soporte pueden mejorar sus resultados de fabricación.
Guía Visual
Productos relacionados
- Prensa de Anillo para Aplicaciones de Laboratorio
- Molde de Prensa Cuadrado para Aplicaciones de Laboratorio
- Molde de Prensado Antirrotura para Uso en Laboratorio
- Molde de Prensado de Forma Especial para Laboratorio
- Molde de Prensa de Laboratorio Cuadrado para Aplicaciones de Laboratorio
La gente también pregunta
- ¿Cuál es la función principal del prensado en molde para los polvos LAGP? Lograr electrolitos sólidos de alto rendimiento
- ¿Qué es el método del molde a presión? Una guía para formas cerámicas consistentes y detalladas
- ¿Por qué se requieren moldes de presión con paredes interiores de resina no conductora para las pruebas de baterías? Garantizar la precisión de los datos
- ¿Cuál es el proceso de prensado de moldes? Una guía paso a paso para el moldeo por compresión
- ¿Qué problemas técnicos resuelven los troqueles de presión especializados? Solucionan la delaminación y los gradientes de densidad en el prensado de baterías.









