La pregunta sobre una única "desviación máxima de tamizado" es común, pero la respuesta es matizada. No existe un valor universal. En cambio, la desviación permitida está estrictamente definida por la norma de ensayo específica que se sigue (como ASTM o ISO), el tipo de material que se ensaya y si se comparan los resultados de un solo operador o entre diferentes laboratorios.
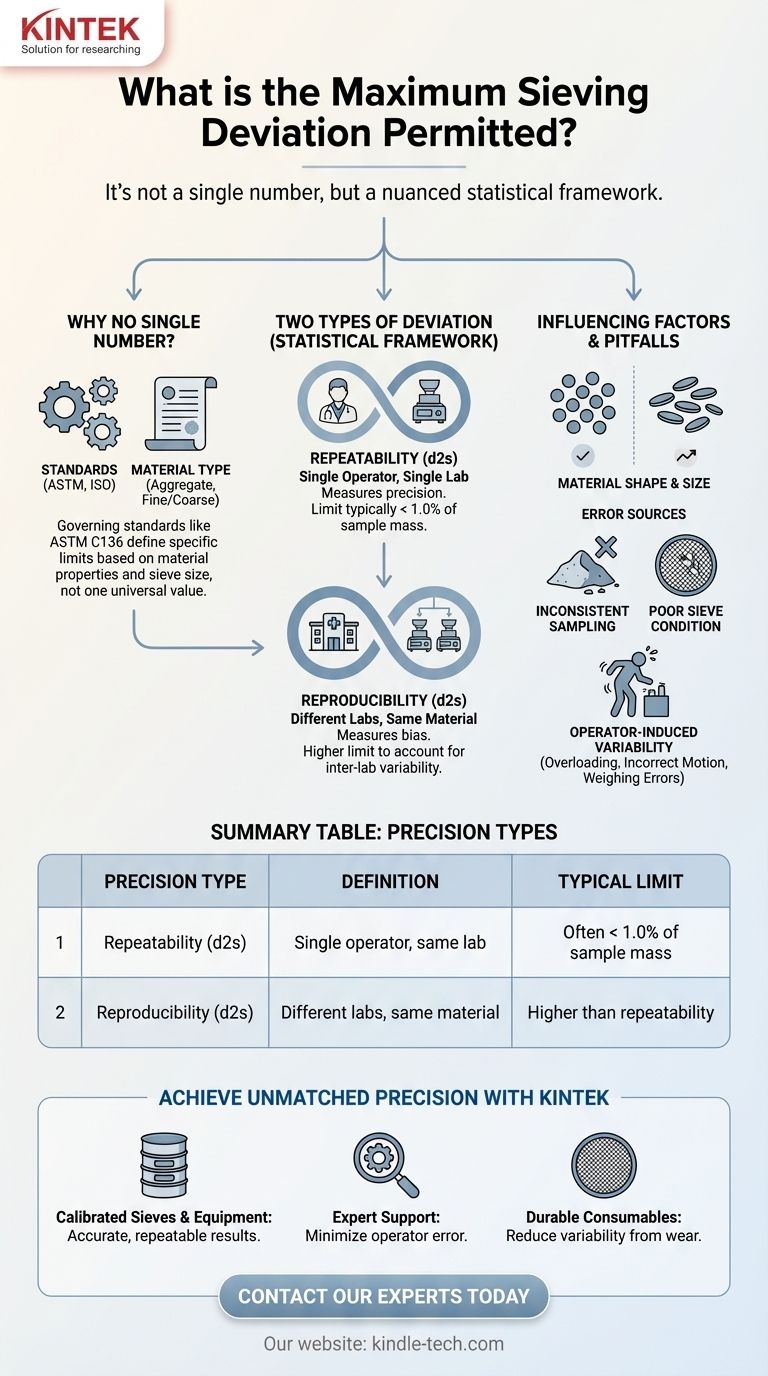
La conclusión principal es que la "desviación permitida" no es un número único, sino un marco estadístico. Está definida por normas como la ASTM C136 y se divide en repetibilidad (para un solo laboratorio) y reproducibilidad (para diferentes laboratorios), con límites específicos que cambian según las propiedades del material y el tamaño de tamiz en cuestión.

Por qué la "Desviación Máxima" no es un Número Único
Para garantizar que los resultados de las pruebas sean significativos, primero debemos comprender las fuentes de variación y cómo las normas las controlan. La idea de una tolerancia única es demasiado simplista para un procedimiento sensible a tantos factores.
El Papel de las Normas Rectores
Las normas de la industria son la autoridad máxima en este tema. Organizaciones como ASTM International y la Organización Internacional de Normalización (ISO) publican procedimientos detallados que incluyen tablas de precisión aceptable.
Por ejemplo, la ASTM C136, "Método de prueba estándar para el análisis por tamizado de agregados finos y gruesos", es el documento fundamental para los agregados en muchas partes del mundo. Los valores dentro de esta norma son los límites legales y técnicos.
Distinción entre Repetibilidad y Reproducibilidad
Las normas desglosan la "desviación" en dos conceptos críticos:
- Repetibilidad: Mide la precisión dentro de un mismo laboratorio. Responde a la pregunta: "¿Si el mismo operador ensaya el mismo material dos veces, cuán cercanos deben ser los resultados?".
- Reproducibilidad: Mide el sesgo entre diferentes laboratorios. Responde: "¿Si dos laboratorios diferentes ensayan el mismo material, cuán cercanos deben ser sus resultados?".
El límite aceptable para la reproducibilidad siempre es mayor que para la repetibilidad, ya que debe tener en cuenta las variaciones en el equipo, el entorno y la técnica del operador entre instalaciones.
Cómo el Tipo de Material Dicta los Límites
La naturaleza física del material que se tamiza tiene un profundo impacto en la desviación aceptable.
Una muestra de grava uniforme y redondeada pasará por los tamices de manera muy consistente. En contraste, una muestra de piedra triturada con partículas planas y alargadas puede producir más variación, ya que la orientación de una partícula determina si pasa por una abertura. Las normas tienen en cuenta esto proporcionando diferentes límites para diferentes tipos de materiales (p. ej., agregado grueso frente a agregado fino).
Desglosando las Declaraciones de Precisión (Un Ejemplo de ASTM C136)
Para hacerlo concreto, examinemos cómo una norma como la ASTM C136 estructura sus límites de precisión. Siempre debe consultar la última versión de la norma para conocer los valores oficiales.
El Límite de Precisión de un Solo Operador (d2s)
Este es el límite de repetibilidad. La notación (d2s) significa "diferencia dos sigmas". Indica que la diferencia entre dos ensayos realizados correctamente por el mismo operador no debe exceder este valor en el 95% de los casos.
Este límite se expresa típicamente como un porcentaje de la masa total de la muestra. Para la mayoría de los tamaños de tamiz en un ensayo de agregados, este valor suele ser inferior al 1.0%, pero puede variar.
El Límite de Precisión de Múltiples Laboratorios (d2s)
Este es el límite de reproducibilidad. Define la diferencia máxima aceptable entre los resultados de los ensayos sobre el mismo material de dos laboratorios diferentes.
Como era de esperar, estos valores son más altos que los límites de un solo operador para tener en cuenta la variabilidad entre laboratorios. Estos son los números críticos utilizados para resolver disputas entre un productor de material y un cliente.
Cómo Interpretar los Valores
Si la diferencia entre sus dos resultados de ensayo (ya sea en su propio laboratorio o en comparación con otro) excede el límite (d2s) especificado en la norma para un tamiz en particular, es una señal de alerta.
Esto no significa automáticamente que un resultado sea "incorrecto", sino que indica que la variabilidad es mayor de lo estadísticamente aceptable. Los resultados deben considerarse sospechosos a la espera de una investigación del procedimiento.
Comprensión de Errores Comunes y Fuentes de Error
Lograr resultados dentro de la desviación permitida requiere una atención rigurosa a los detalles. La mayoría de los errores provienen de algunas áreas comunes.
Técnica de Muestreo Inconsistente
Esta es la mayor fuente de error en el análisis por tamizado. Si la muestra de ensayo inicial no es una sección transversal representativa de todo el material almacenado, la prueba no es válida antes de comenzar. El cuarteo o la división adecuados no son negociables.
Condición Deficiente del Tamiz
Los tamices son instrumentos de precisión que se desgastan. Un tamiz con alambres estirados, malla dañada (abolladuras) u orificios obstruidos (cegamiento) no proporcionará un resultado preciso. La inspección y calibración periódicas son esenciales.
Variabilidad Inducida por el Operador
Incluso con equipo perfecto, el operador puede introducir errores. Los errores comunes incluyen:
- Sobrecarga de tamices: Impide que las partículas tengan una oportunidad justa de pasar a través de las aberturas.
- Tiempo o movimiento de agitación incorrectos: Una agitación insuficiente conduce a una separación incompleta.
- Errores en el pesaje: Pesar incorrectamente el material retenido en cada tamiz invalida el cálculo.
Tomar la Decisión Correcta para su Objetivo
Su enfoque para gestionar la desviación de tamizado debe estar directamente relacionado con su objetivo.
- Si su enfoque principal es el control de calidad interno: Concéntrese en la repetibilidad. Realice pruebas duplicadas regularmente para asegurarse de que su operador y equipo produzcan resultados consistentes dentro de los límites de un solo operador (d2s).
- Si su enfoque principal es resolver una disputa con un proveedor o cliente: El límite (d2s) de múltiples laboratorios para la reproducibilidad es su guía. Asegúrese de que ambas partes utilicen exactamente la misma norma, método de ensayo y equipo debidamente calibrado.
- Si su enfoque principal es establecer un nuevo procedimiento de ensayo: Comience por adquirir la norma correcta para su material. Luego, realice un estudio de repetibilidad para establecer la precisión de referencia de su laboratorio y validar su proceso.
Comprender que la desviación permitida es un control estadístico, no un número único, transforma el análisis por tamizado de una tarea rutinaria en una poderosa herramienta de garantía de calidad.
Tabla Resumen:
| Tipo de Precisión | Definición | Norma Clave (p. ej., ASTM C136) | Límite Típico |
|---|---|---|---|
| Repetibilidad (d2s) | Operador único, mismo laboratorio | Precisión de un solo operador | A menudo < 1.0% de la masa de la muestra |
| Reproducibilidad (d2s) | Diferentes laboratorios, mismo material | Precisión de múltiples laboratorios | Mayor que la repetibilidad |
Logre una Precisión Inigualable en su Análisis por Tamizado con KINTEK
¿Los resultados inconsistentes del tamizado están afectando su control de calidad o causando disputas con los proveedores? KINTEK se especializa en proporcionar equipos y consumibles de laboratorio de alta calidad que ayudan a laboratorios como el suyo a cumplir con las estrictas normas ASTM e ISO.
Al elegir KINTEK, usted se beneficia de:
- Tamices y Equipos Calibrados: Asegure que sus resultados sean precisos y repetibles.
- Soporte Experto: Obtenga orientación sobre los procedimientos de ensayo adecuados para minimizar el error del operador.
- Consumibles Duraderos: Reduzca la variabilidad causada por tamices desgastados o dañados.
No permita que la desviación del tamizado comprometa la integridad de sus datos. Comuníquese con nuestros expertos hoy mismo para analizar sus necesidades específicas de laboratorio y descubrir cómo KINTEK puede ayudarle a lograr resultados fiables y reproducibles en todo momento.
Guía Visual
Productos relacionados
- Fabricante de piezas personalizadas de PTFE Teflon para tamiz F4 de malla de PTFE
- Tamices de laboratorio y máquinas tamizadoras
- Máquina Tamizadora Vibratoria de Laboratorio Tamiz Vibratorio de Golpe
- Instrumento de tamizado electromagnético tridimensional
- Circulador Refrigerador de 10L Baño de Agua de Refrigeración Baño de Reacción de Temperatura Constante de Baja Temperatura
La gente también pregunta
- ¿Cuál es el dispositivo utilizado para el tamizado? Su guía para la separación de partículas de precisión
- ¿Cuál es la diferencia entre los tamices estándar ASTM y los tamices estándar IS? Asegure el cumplimiento para su laboratorio
- ¿Es el PTFE resistente a la corrosión? Descubra la máxima resistencia química para su laboratorio
- ¿Qué materiales se requieren para el tamizado? Logre un análisis preciso del tamaño de partícula
- ¿Cómo se utiliza el PTFE para lograr el aislamiento eléctrico entre la muestra y el sistema de sujeción en configuraciones experimentales de corrosión por hendidura de la aleación 22?













