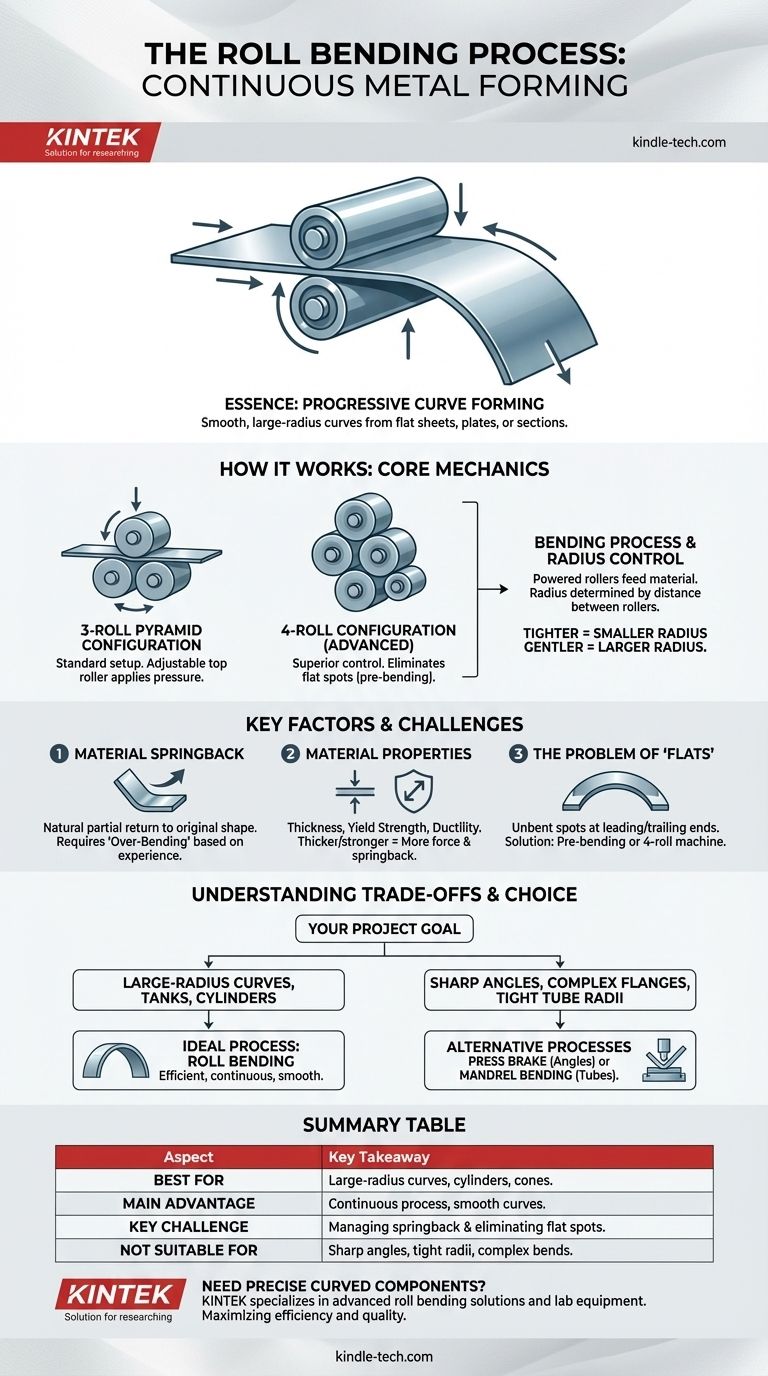
En esencia, el curvado por rodillos es un proceso continuo de conformado de metales que utiliza un conjunto de rodillos para dar forma progresivamente a chapas, placas o perfiles estructurales metálicos planos en arcos curvos, conos o cilindros completos. A diferencia del plegado con prensa, que crea dobleces nítidos y discretos, el curvado por rodillos destaca por producir curvas suaves de gran radio sin alterar el espesor del material.
El curvado por rodillos es el método más eficiente para crear curvas de gran radio en metal. El éxito, sin embargo, depende enteramente de la comprensión de la interacción entre la configuración de la máquina, las propiedades del material y el desafío inherente de la recuperación elástica del material.

Cómo funciona el curvado por rodillos: la mecánica central
En su esencia, el curvado por rodillos es un proceso mecánico sencillo. Una pieza de metal plana se introduce entre varios rodillos que aplican presión, induciendo una curva permanente a lo largo de su longitud.
La configuración de la máquina
La mayoría de las máquinas de curvado por rodillos utilizan una configuración piramidal de tres rodillos, con dos rodillos inferiores que soportan el material y un único rodillo superior ajustable que aplica presión hacia abajo.
Las máquinas más avanzadas utilizan una configuración de cuatro rodillos, que añade un cuarto rodillo. Esta configuración ofrece un control superior, particularmente para el precurvado de los extremos del material para eliminar los puntos planos comunes en los sistemas de tres rodillos.
El proceso de curvado
El proceso comienza introduciendo el material plano en la máquina. El rodillo superior ajustable se baja para aplicar una cantidad precisa de fuerza.
A medida que los rodillos motorizados alimentan el material a través de la máquina, este se dobla continuamente en un radio específico. Este proceso puede repetirse, con ajustes incrementales en el rodillo superior, para lograr la curvatura final deseada.
Control del radio de curvatura
El radio de la curva está determinado por la distancia entre los rodillos. Mover el rodillo superior más cerca de los rodillos inferiores crea una curva más cerrada (radio más pequeño), mientras que moverlo más lejos produce una curva más suave (radio más grande).
Factores clave que influyen en el resultado
Lograr una curvatura precisa no es tan simple como ajustar los rodillos. Se deben gestionar cuidadosamente varios factores del material y del proceso.
Recuperación elástica del material
La recuperación elástica es la tendencia natural del metal a volver parcialmente a su forma plana original una vez que se elimina la fuerza de doblado.
Los operadores deben sobrecurvar el material más allá del radio objetivo, anticipando el grado de recuperación elástica. Esto requiere experiencia y una profunda comprensión de la resistencia a la fluencia y la elasticidad del material.
Propiedades del material
El espesor, la resistencia a la fluencia y la ductilidad del material son variables críticas. Los materiales más gruesos y resistentes requieren mucha más fuerza para doblarse y exhibirán una mayor recuperación elástica.
El problema de las "zonas planas"
En un proceso estándar de tres rodillos, las secciones de material en los extremos inicial y final no pasan completamente por debajo del punto de curvado del rodillo superior. Esto deja puntos planos sin doblar.
Este problema a menudo se resuelve precurvando los extremos en una operación separada (como en una prensa plegadora) o utilizando una máquina de cuatro rodillos diseñada para manejar esta curvatura inicial.
Comprender las compensaciones
El curvado por rodillos es un proceso potente, pero no es una solución universal para todas las necesidades de curvado. Comprender sus limitaciones es clave para usarlo de manera efectiva.
Lo mejor para radios grandes
El curvado por rodillos es el proceso ideal para crear curvas grandes y amplias. No es adecuado para producir radios cerrados o esquinas afiladas de 90 grados, que son dominio del conformado con prensa plegadora.
Complejidad geométrica limitada
El proceso está diseñado para crear curvas, cilindros o conos simples de radio constante. No puede producir fácilmente piezas con múltiples curvaturas complejas o radios variables en una sola pasada.
Potencial de distorsión
Una configuración incorrecta puede provocar defectos. Por ejemplo, si los rodillos no son perfectamente paralelos, el material puede comenzar a formar un cono en lugar de un cilindro. Esto requiere una calibración cuidadosa de la máquina y la habilidad del operador.
Tomar la decisión correcta para su proyecto
Seleccionar el proceso de conformado correcto es fundamental para lograr la intención de su diseño de manera eficiente y rentable.
- Si su objetivo principal es crear componentes estructurales, tanques o cilindros de gran radio: El curvado por rodillos es casi siempre el método más eficiente y económico.
- Si su objetivo principal es crear piezas con ángulos nítidos y discretos o bridas complejas: Una prensa plegadora ofrece la precisión y el control necesarios para el doblado angular.
- Si su objetivo principal es doblar tuberías o tubos con un radio cerrado sin que colapsen: El doblado de tubos con mandril es el proceso especializado requerido para soportar el tubo desde el interior.
En última instancia, la geometría de su pieza dicta el mejor proceso de fabricación para el trabajo.
Tabla resumen:
| Aspecto | Conclusión clave |
|---|---|
| Mejor para | Curvas de gran radio, cilindros y conos |
| Ventaja principal | Proceso continuo para curvas suaves sin cambio de espesor |
| Desafío clave | Gestionar la recuperación elástica del material y eliminar los puntos planos |
| No apto para | Ángulos agudos, radios cerrados o curvaturas geométricas complejas |
¿Necesita crear componentes metálicos curvos precisos para su proyecto?
KINTEK se especializa en proporcionar equipos y maquinaria de laboratorio, incluidas soluciones avanzadas de curvado por rodillos, que potencian sus procesos de fabricación e I+D. Nuestra experiencia garantiza que seleccione el proceso adecuado para su material y requisitos de diseño, maximizando la eficiencia y la calidad.
Contacte hoy mismo con nuestros expertos para analizar cómo podemos apoyar sus necesidades de laboratorio y producción con el equipo y los consumibles adecuados.
Guía Visual
Productos relacionados
- Máquina mezcladora de dos rodillos abierta para trituradora de caucho
- Molino Planetario de Bolas de Laboratorio Máquina Rotatoria de Molienda de Bolas
- Máquina de Molienda de Molino Planetario Horizontal de Laboratorio
- Máquina de fundición de película estirable de PVC de plástico de laboratorio para pruebas de película
- Máquina granuladora de plásticos extrusora de doble husillo
La gente también pregunta
- ¿Qué es un molino de dos cilindros para el compuesto de caucho? Una herramienta fundamental para el procesamiento de polímeros
- ¿Por qué se utiliza una trituradora de rodillos dobles para el procesamiento secundario? Maestro Pizarra Ceramsita Precisión
- ¿Cuál es la desventaja de un molino de dos rodillos? Reducción limitada del espesor debido al aplanamiento del rodillo
- ¿Qué hace una máquina de molino de dos rodillos? Domine la composición de polímeros y caucho
- ¿Cuál es el proceso de mezclado en un molino de dos cilindros? Domine la composición de polímeros con alta cizalla














