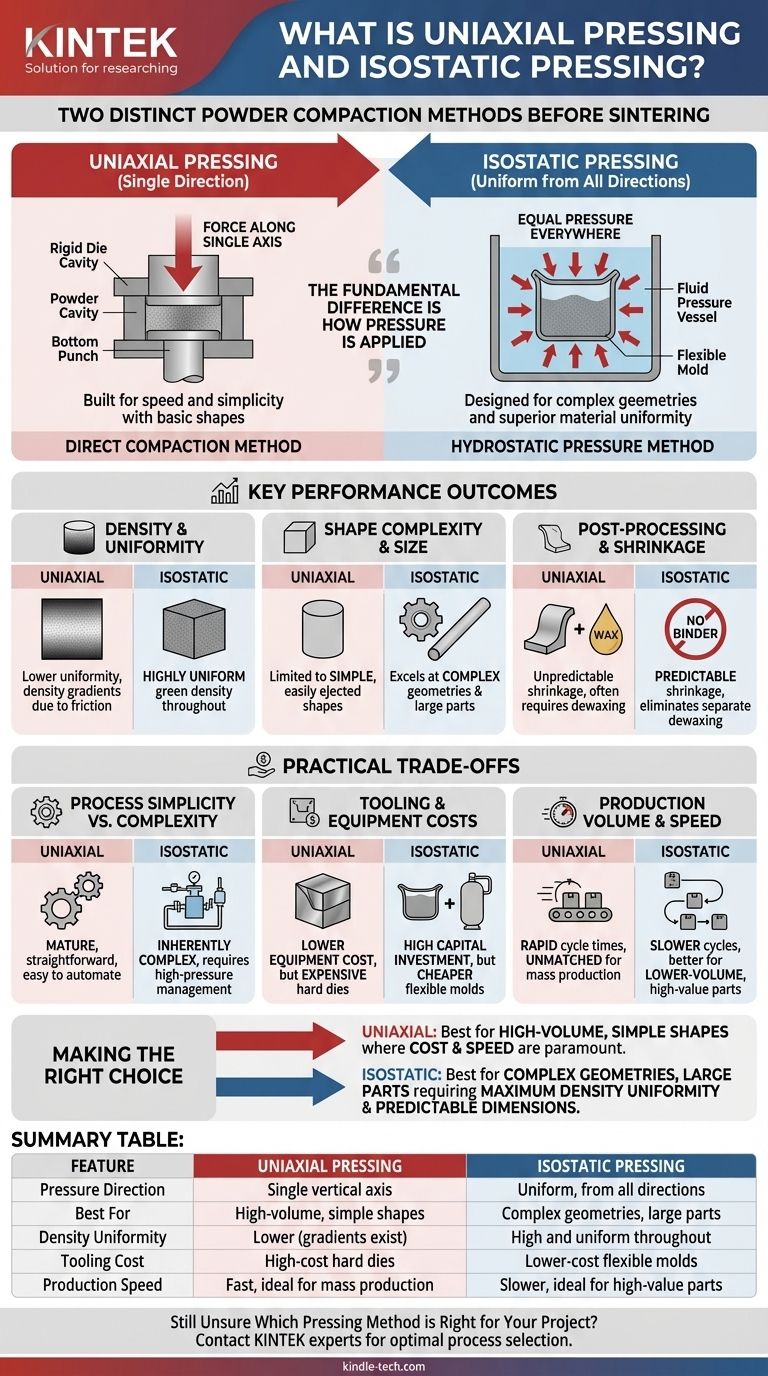
En esencia, el prensado uniaxial y el prensado isostático son dos métodos distintos para compactar polvo en una forma sólida antes de la sinterización final. El prensado uniaxial aplica fuerza a lo largo de un único eje vertical, muy parecido a un pistón en un cilindro. En cambio, el prensado isostático aplica presión igual desde todas las direcciones simultáneamente, utilizando un fluido como medio de transmisión de presión.
La elección fundamental entre estos métodos no se trata de cuál es superior en general, sino de cuál es correcto para su objetivo específico. El prensado uniaxial está diseñado para la velocidad y la simplicidad con formas básicas, mientras que el prensado isostático está diseñado para geometrías complejas y una uniformidad de material superior.

La diferencia fundamental: cómo se aplica la presión
La forma en que se transmite la fuerza al polvo dicta las propiedades finales de la pieza compactada. Este es el concepto más crítico de entender al comparar estos dos procesos.
Prensado Uniaxial: Fuerza en una sola dirección
El prensado uniaxial es un método de compactación directa. El polvo se coloca en una cavidad de matriz rígida, y uno o más punzones comprimen el polvo a lo largo de un solo eje.
Esta simplicidad mecánica lo convierte en un proceso rápido, repetible y rentable para la fabricación de gran volumen.
Prensado Isostático: Presión uniforme desde todas las direcciones
El prensado isostático coloca el polvo en un molde flexible y sellado que luego se sumerge en un fluido dentro de un recipiente a presión. A medida que el fluido se presuriza, ejerce una fuerza uniforme e igual sobre cada superficie del molde.
Este enfoque, conocido como presión hidrostática, elimina muchas de las limitaciones inherentes a la compactación de un solo eje.
Comparación de los resultados clave de rendimiento
La diferencia en la aplicación de la presión conduce a variaciones significativas en la densidad, la capacidad de forma y la calidad final de la pieza "en verde" (sin sinterizar).
Densidad y uniformidad
Con el prensado uniaxial, la fricción entre el polvo y las paredes de la matriz provoca gradientes de densidad. La pieza será más densa cerca de los punzones y menos densa en el centro, un problema que empeora con las piezas más altas.
El prensado isostático supera esto por completo. Al aplicar presión uniformemente desde todas las direcciones, produce una densidad en verde altamente uniforme en toda la pieza, independientemente de su tamaño o relación de aspecto.
Complejidad y tamaño de la forma
El prensado uniaxial se limita a formas que se pueden expulsar fácilmente de una matriz rígida, lo que restringe su uso para geometrías complejas o piezas con socavados.
El prensado isostático sobresale aquí. Dado que la herramienta es flexible, puede producir formas muy complejas e intrincadas, así como componentes muy grandes o varillas largas y delgadas que son imposibles con métodos convencionales.
Post-procesamiento y contracción
La densidad uniforme del prensado isostático da como resultado una contracción más predecible y uniforme durante la fase final de sinterización, lo que reduce el riesgo de deformación o alabeo.
Además, el prensado isostático a menudo no requiere los aglutinantes de cera comunes en el prensado uniaxial, lo que elimina la necesidad de una operación de desencerado separada, simplificando el flujo de trabajo general.
Comprensión de las compensaciones prácticas
Elegir un proceso implica equilibrar los requisitos de rendimiento con los costes operativos y la complejidad.
Simplicidad frente a complejidad del proceso
El prensado uniaxial es un proceso mecánico maduro y sencillo que es relativamente fácil de automatizar y operar a altas velocidades.
El prensado isostático es inherentemente más complejo, ya que requiere la gestión de sistemas de fluidos de alta presión y ciclos de carga y descarga más complicados.
Costes de herramientas y equipos
Este es un punto de confusión frecuente. El prensado uniaxial requiere una menor inversión inicial para la prensa en sí, pero las matrices de acero duro para cada diseño de pieza a menudo son caras de mecanizar y mantener.
El prensado isostático exige una inversión de capital muy alta para el recipiente a presión. Sin embargo, los moldes flexibles para diseños de piezas individuales son típicamente mucho más baratos y rápidos de producir que las herramientas duras, lo que ofrece una mayor flexibilidad para la creación de prototipos o líneas de productos diversas.
Volumen y velocidad de producción
Para la producción en masa de piezas simples y estandarizadas, los rápidos tiempos de ciclo del prensado uniaxial son inigualables.
Los ciclos de prensado isostático son generalmente más lentos debido al tiempo necesario para presurizar y despresurizar el sistema, lo que lo hace más adecuado para componentes de menor volumen y mayor valor.
Tomar la decisión correcta para su aplicación
Su decisión final debe guiarse por la geometría de su pieza y las propiedades del material requeridas.
- Si su enfoque principal es la producción de gran volumen de formas simples (como discos, casquillos o tabletas) donde el coste y la velocidad son primordiales: El prensado uniaxial es la opción clara y lógica.
- Si su enfoque principal es crear geometrías complejas, piezas grandes o componentes que requieren la máxima uniformidad de densidad y dimensiones finales predecibles: El prensado isostático proporciona capacidades que son simplemente inalcanzables con métodos uniaxiales.
En última instancia, comprender cómo la presión da forma a su material es la clave para alinear su proceso de fabricación con sus objetivos de ingeniería.
Tabla de resumen:
| Característica | Prensado Uniaxial | Prensado Isostático |
|---|---|---|
| Dirección de la presión | Eje vertical único | Uniforme, desde todas las direcciones |
| Ideal para | Gran volumen, formas simples | Geometrías complejas, piezas grandes |
| Uniformidad de la densidad | Menor (existen gradientes) | Alta y uniforme en toda la pieza |
| Coste de las herramientas | Matrices duras de alto coste | Moldes flexibles de menor coste |
| Velocidad de producción | Rápida, ideal para producción en masa | Más lenta, ideal para piezas de alto valor |
¿Aún no está seguro de qué método de prensado es el adecuado para su proyecto?
En KINTEK, nos especializamos en equipos y consumibles de laboratorio, ayudándole a navegar por las complejidades de la compactación de polvo. Nuestros expertos pueden ayudarle a determinar el proceso óptimo, ya sea prensado uniaxial de alta velocidad o prensado isostático de alta uniformidad, para lograr sus objetivos geométricos y de materiales.
Hablemos de su aplicación específica y encontremos la solución perfecta para las necesidades de su laboratorio.
¡Póngase en contacto con nuestro equipo hoy mismo para una consulta personalizada!
Guía Visual
Productos relacionados
- Prensa Hidráulica Calefactada con Placas Térmicas para Caja de Vacío, Prensa en Caliente de Laboratorio
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
- Prensa Hidráulica Manual de Alta Temperatura con Placas Calefactoras para Laboratorio
- Prensa hidráulica calentada con placas calefactoras manuales integradas para uso en laboratorio
- Prensa Hidráulica Calefactada de 24T 30T 60T con Placas Calefactoras para Prensa en Caliente de Laboratorio
La gente también pregunta
- ¿Por qué es necesaria una prensa hidráulica de laboratorio calentada para laminados compuestos? Lograr una integridad estructural sin vacíos
- ¿Por qué se utiliza una prensa hidráulica caliente para el prensado en caliente de cintas verdes NASICON? Optimice la densidad de su electrolito sólido
- ¿Qué condiciones técnicas proporciona una prensa hidráulica calentada para las baterías de PEO? Optimizar las interfaces de estado sólido
- ¿Por qué la función de calentamiento de una prensa hidráulica de laboratorio es esencial para el ensamblaje de MEA en DEFC? Optimizar la Unión de Celdas
- ¿Para qué se utilizan las prensas hidráulicas calefactadas? Moldeo de composites, vulcanización de caucho y más



















