
El defecto oculto en casi todo
La mayoría de las cosas fallan en su punto más débil.
Esta no es una afirmación profunda. Es una verdad simple. Pero en la ciencia de los materiales, el punto más débil es a menudo invisible. Es una variación sutil en la densidad, un vacío oculto dejado por una presión desigual durante la fabricación.
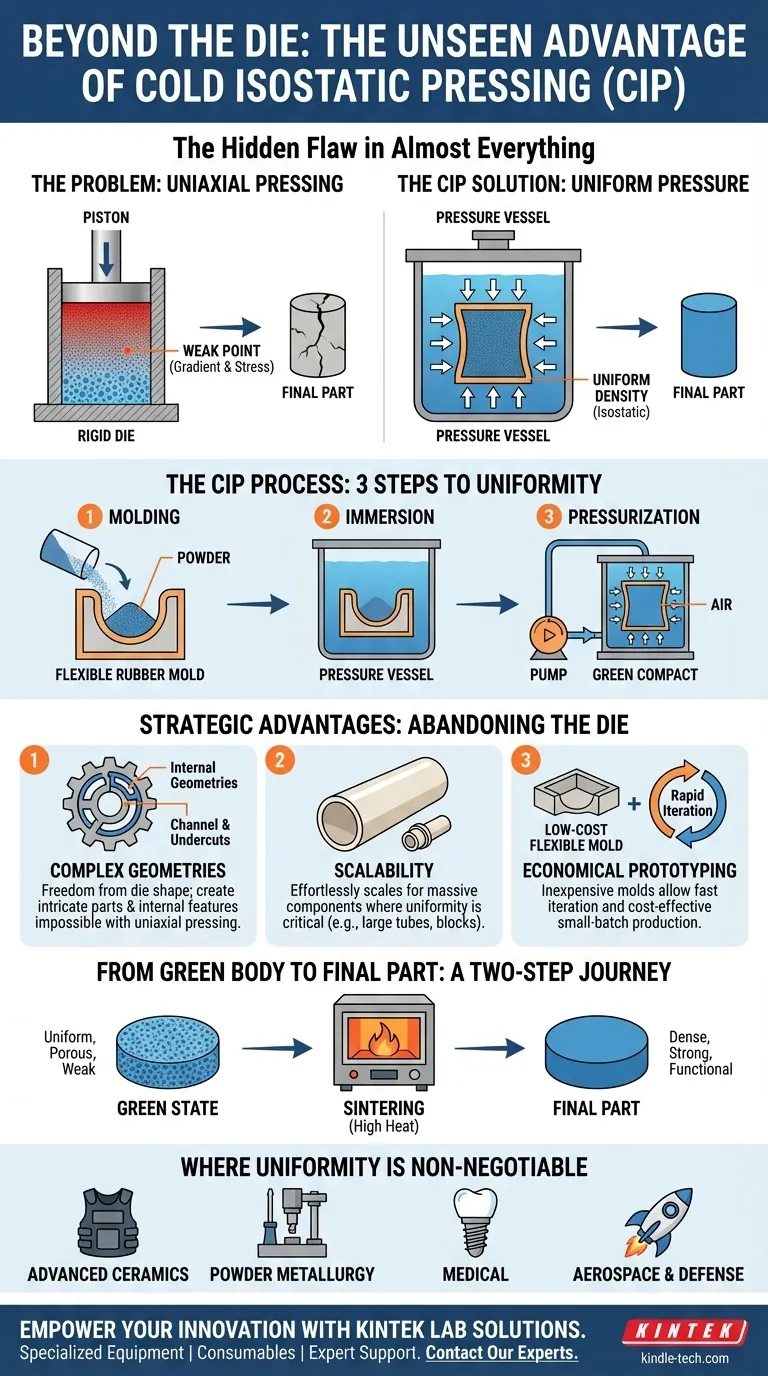
Cuando se prensa un polvo desde una dirección —el método uniaxial estándar— se crea un gradiente. La parte superior es densa, la inferior menos. Esta tensión interna es un reloj que hace tictac, un punto de fallo incorporado.
El prensado isostático en frío (CIP) se desarrolló para resolver este problema fundamental. No solo prensa un material; lo rodea y lo consolida, eliminando los puntos débiles antes de que se creen.
La física de la uniformidad: una lección del océano profundo
El principio detrás del CIP es engañosamente simple. Cambia la fuerza bruta de un pistón por la presión elegante e ineludible de un líquido.
Imagine un objeto hundiéndose en el océano. La presión no solo viene de arriba; viene de todas las direcciones por igual. Esta es la esencia de la presión "isostática".
El proceso en la práctica
La ejecución es igual de elegante.
- Moldeo: Un polvo crudo —ya sea cerámica avanzada, metal o un compuesto— se introduce en un molde sellado y flexible hecho de caucho o uretano.
- Inmersión: Este molde se sumerge en una vasija de presión llena de un líquido, típicamente agua o aceite.
- Presurización: Una bomba aumenta la presión del líquido, que se transmite perfecta y uniformemente a cada superficie del molde flexible. Las partículas de polvo se juntan, expulsando el aire y formando una masa sólida.
El resultado es un compactado "en verde". No es el producto final, pero es un intermedio perfecto: un objeto sólido con densidad prácticamente uniforme en toda su estructura.
Los intercambios estratégicos: cuándo abandonar el troquel
Elegir un proceso de fabricación es un ejercicio de gestión de restricciones. El prensado tradicional con troquel es rápido y preciso para la producción de alto volumen de formas simples. Pero su rigidez crea tres problemas distintos que el CIP resuelve elegantemente.
1. La tiranía de la simplicidad geométrica
Un troquel de acero duro solo puede crear lo que su forma permite. Lucha con socavados, cavidades internas o geometrías muy complejas.
El CIP utiliza un molde flexible. Esta libertad permite la formación de piezas intrincadas —como componentes con canales de refrigeración internos o diseños asimétricos— que son físicamente imposibles de producir con prensado uniaxial.
2. La barrera de la escala
Las fuerzas requeridas para el prensado uniaxial crecen exponencialmente con el tamaño de la pieza. Fabricar componentes muy grandes requiere prensas imposiblemente grandes y potentes.
Dado que el CIP aplica presión a través de un líquido, se escala sin esfuerzo. Es el método preferido para producir grandes tubos de cerámica, bloques refractarios y otros componentes masivos donde la uniformidad es crítica.
3. La economía de la creación de prototipos
Mecanizar un troquel de acero endurecido es caro y consume mucho tiempo. Este coste solo se justifica con tiradas de producción masivas.
Para la creación de prototipos, I+D o producción de lotes pequeños, el CIP es mucho más rentable. Los moldes flexibles son baratos de crear, lo que permite a ingenieros y científicos iterar rápidamente sin una inversión inicial prohibitiva.
Del cuerpo en verde a la pieza final: un viaje de dos pasos
Es crucial entender que el CIP no es el final de la historia. El compactado "en verde" que produce tiene resistencia para el manejo, pero aún no ha alcanzado sus propiedades finales del material.
- El estado "en verde": Esta pieza intermedia es una disposición de partículas de polvo uniformemente densa. Todavía es porosa y carece de la dureza o resistencia para su aplicación final.
- El imperativo del sinterizado: Para lograr la densidad y resistencia finales, el compactado en verde debe ser sinterizado —un tratamiento térmico a alta temperatura que fusiona las partículas—.
Este proceso de dos pasos significa que la tolerancia dimensional final debe tener en cuenta la contracción durante el sinterizado. El regalo del CIP no es la precisión final perfecta; es un punto de partida perfecto para crear una pieza final impecable.
Donde la uniformidad es innegociable
Las aplicaciones del CIP existen donde la integridad del material no puede verse comprometida.
| Vertical de la industria | Ejemplo de aplicación | Por qué es esencial el CIP |
|---|---|---|
| Cerámicas avanzadas | Piezas de desgaste de carburo de silicio, chalecos antibalas | Elimina los vacíos de densidad que podrían provocar fallos catastróficos bajo tensión. |
| Metalurgia de polvos | Blanks de acero para herramientas, herramientas de conformado de carburo | Garantiza un desgaste uniforme y una mayor vida útil de la herramienta al eliminar puntos débiles. |
| Médico | Implantes dentales de circonio, articulaciones artificiales de cerámica | Garantiza la biocompatibilidad y la integridad estructural necesarias para el uso en el cuerpo. |
| Aeroespacial y Defensa | Grafito isotrópico, componentes de metales refractarios | Produce piezas grandes y complejas con propiedades térmicas/mecánicas predecibles y uniformes. |
La herramienta adecuada para el problema adecuado
El prensado isostático en frío no es un reemplazo para todos los demás métodos de compactación. Es una herramienta especializada para resolver problemas específicos, a menudo difíciles.
Lo elige cuando la uniformidad es más importante que la velocidad bruta. Lo elige cuando la complejidad geométrica o la gran escala hacen que los troqueles tradicionales no sean prácticos. Y lo elige cuando la economía de la producción de bajo volumen exige un enfoque más inteligente.
Para laboratorios de investigación y equipos de desarrollo que superan los límites de la ciencia de los materiales, dominar estos procesos es clave. Ya sea que esté creando prototipos a partir de nuevos polvos cerámicos o desarrollando componentes de alto rendimiento de lotes pequeños, tener el equipo de laboratorio adecuado a escala es crucial. En KINTEK, proporcionamos el equipo de laboratorio especializado y los consumibles que impulsan esta innovación.
Si se enfrenta a desafíos con la uniformidad del material, geometrías complejas o creación de prototipos rentable, podemos ayudarle a encontrar la solución adecuada. Contacte con nuestros expertos
Guía Visual
Productos relacionados
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Máquina de Prensa Isostática en Frío de Laboratorio Eléctrico CIP para Prensado Isostático en Frío
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Prensa isostática en caliente para investigación de baterías de estado sólido
Artículos relacionados
- Principio y proceso del prensado isostático en frío
- El precio de la uniformidad: Una guía estratégica para los costos de las prensas isostáticas en frío
- Comprensión del prensado isostático: técnicas en frío y en caliente
- Prensado isostático en frío para aplicaciones médicas Desafíos y soluciones
- Aspectos técnicos del prensado isostático en frío












