No existe un único recubrimiento "mejor" para todas las herramientas metálicas. La elección óptima es una decisión estratégica basada en el material de la herramienta, su aplicación prevista y el modo de fallo específico que intenta prevenir, ya sea desgaste, fricción o corrosión. Las herramientas de corte de alto rendimiento a menudo dependen de recubrimientos PVD como el Nitruro de Titanio (TiN) o el Carbono Tipo Diamante (DLC), mientras que las herramientas manuales solo pueden requerir una simple protección contra la corrosión como el cromado.
El recubrimiento de herramientas más eficaz no es el más duro ni el más caro, sino el que mejor equilibra la dureza, la lubricidad y la estabilidad térmica para resolver los desafíos específicos de su tarea. Comprender esta compensación es la clave para mejorar el rendimiento y prolongar la vida útil de la herramienta.

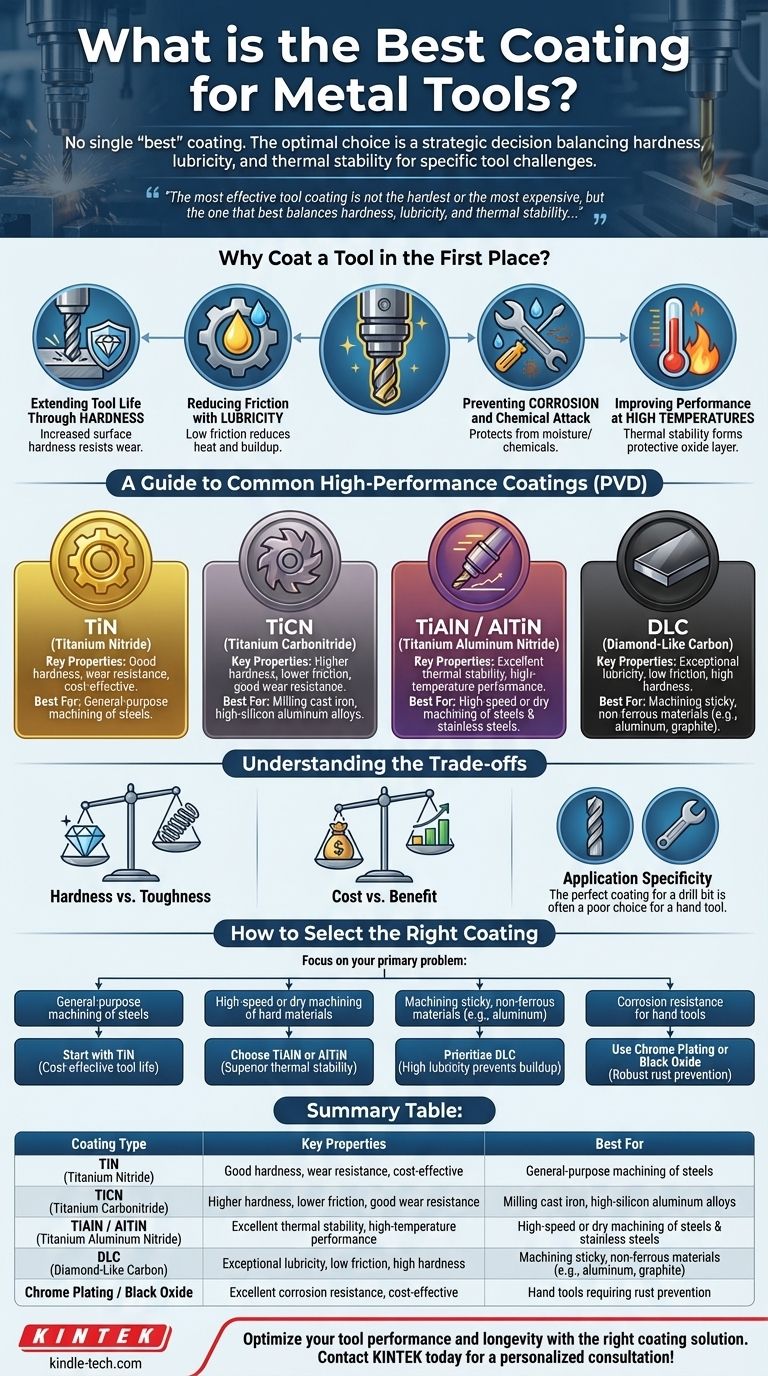
¿Por qué recubrir una herramienta en primer lugar?
Un recubrimiento es esencialmente una capa de armadura microdelgada diseñada para mejorar las propiedades superficiales de una herramienta mucho más allá de lo que su material base puede ofrecer. El objetivo es abordar puntos específicos de fallo.
Extender la vida útil de la herramienta mediante la dureza
La razón más común para recubrir una herramienta, especialmente una de corte, es aumentar su dureza superficial. Una superficie más dura resiste el desgaste abrasivo mucho mejor que una sin recubrimiento.
Esto es particularmente crucial al mecanizar materiales duros o abrasivos. El recubrimiento actúa como la primera línea de defensa, preservando el filo de corte afilado subyacente.
Reducir la fricción con lubricidad
Algunos recubrimientos son increíblemente lisos y resbaladizos, una propiedad conocida como lubricidad. La baja fricción es fundamental por varias razones.
Primero, reduce el calor generado durante las operaciones de corte, que es una causa principal de fallo de la herramienta. Segundo, en materiales como el aluminio, una alta lubricidad evita que el material de la pieza se suelde a la herramienta, un problema llamado "rebaba" o "borde de acumulación".
Prevenir la corrosión y el ataque químico
Para las herramientas manuales o los componentes expuestos a los elementos, el enemigo principal suele ser el óxido y la corrosión. Un recubrimiento crea una barrera entre el metal base (típicamente acero) y la humedad ambiental o los productos químicos.
Si bien los recubrimientos PVD de alto rendimiento ofrecen este beneficio, métodos más simples y rentables como el cromado, el niquelado o incluso el recubrimiento en polvo suelen ser suficientes para este propósito.
Mejorar el rendimiento a altas temperaturas
El mecanizado a alta velocidad genera calor extremo en el filo de corte. Muchos aceros para herramientas estándar se ablandarán (recocido) a estas temperaturas, haciendo que el filo se desafilone instantáneamente.
Los recubrimientos especializados como el TiAlN están diseñados para prosperar en este calor. Forman una capa de óxido protectora similar a la cerámica a altas temperaturas, utilizando eficazmente el calor para crear un escudo aún más resistente.
Una guía de recubrimientos comunes de alto rendimiento
La mayoría de los recubrimientos avanzados para herramientas se aplican mediante Deposición Física de Vapor (PVD), un proceso que une una capa microdelgada de material cerámico a la superficie de la herramienta en el vacío.
TiN (Nitruro de Titanio)
TiN es el recubrimiento PVD clásico de uso general, fácilmente identificable por su color dorado brillante. Proporciona un buen equilibrio entre mayor dureza y resistencia al desgaste a un costo muy razonable.
Es un punto de partida excelente y rentable para mejorar la vida útil de brocas, fresas e insertos utilizados en aceros comunes.
TiCN (Carbonitruro de Titanio)
TiCN es un paso adelante con respecto a TiN en términos de dureza y resistencia al desgaste. Su menor coeficiente de fricción también ayuda al cortar materiales "gomosos".
Este recubrimiento es ideal para aplicaciones donde el desgaste abrasivo es la principal preocupación, como el fresado de hierro fundido o aleaciones de aluminio con alto contenido de silicio. Funciona mejor con buena lubricación.
TiAlN / AlTiN (Nitruro de Titanio y Aluminio)
Estos son recubrimientos de alto rendimiento diseñados para aplicaciones a alta temperatura. Cuando se calienta, el aluminio del recubrimiento forma una nano-capa de óxido de aluminio, que es excepcionalmente dura y térmicamente estable.
Esto convierte a TiAlN o AlTiN en la mejor opción para el mecanizado en seco o a alta velocidad de aceros, aceros inoxidables y otras aleaciones de alta temperatura.
DLC (Carbono Tipo Diamante)
Los recubrimientos DLC son apreciados por su excepcional lubricidad. Tienen uno de los coeficientes de fricción más bajos de cualquier recubrimiento, lo que los hace increíblemente resbaladizos.
Esto convierte a DLC en la solución perfecta para mecanizar materiales no ferrosos como el aluminio y el grafito, donde la adherencia es un gran problema. Su dureza también proporciona una excelente resistencia al desgaste en aplicaciones abrasivas.
Comprender las compensaciones
Elegir un recubrimiento nunca se trata de encontrar una única opción "mejor". Se trata de navegar una serie de compromisos para adaptarse a su objetivo específico.
El dilema de la dureza frente a la tenacidad
Los recubrimientos extremadamente duros también pueden ser más quebradizos. Si bien resisten el desgaste abrasivo, un impacto agudo o una vibración (chatter) pueden hacer que el recubrimiento delgado se microastille.
En aplicaciones con configuraciones inestables o cortes interrumpidos, un recubrimiento ligeramente más blando pero más tenaz podría superar a uno más duro y quebradizo.
El factor costo
Los recubrimientos avanzados añaden un costo significativo a una herramienta. Para un aficionado o un taller pequeño, recubrir una broca estándar puede no valer la pena el gasto.
Para un entorno de producción donde un aumento del 50% en la vida útil de la herramienta ahorra miles de dólares en tiempo de inactividad y cambios de herramienta, la inversión se justifica fácilmente.
Especificidad de la aplicación
El recubrimiento perfecto para una broca suele ser una mala elección para una herramienta manual. Un recubrimiento PVD como TiAlN en una llave inglesa es un sobrecosto caro.
Para las herramientas manuales, la resistencia a la corrosión y el agarre son más importantes. El simple cromado ofrece una excelente prevención del óxido y una superficie fácil de limpiar, mientras que un acabado de óxido negro proporciona una resistencia moderada a la corrosión y un acabado no reflectante.
Cómo seleccionar el recubrimiento correcto
Concéntrese en el problema que está tratando de resolver y la elección se vuelve clara.
- Si su enfoque principal es el mecanizado de aceros de uso general: Comience con TiN para una mejora rentable y notable en la vida útil de la herramienta.
- Si su enfoque principal es el mecanizado en seco o a alta velocidad de materiales duros: Elija TiAlN o AlTiN por su excelente estabilidad térmica.
- Si su enfoque principal es el mecanizado de materiales no ferrosos y pegajosos como el aluminio: Priorice un recubrimiento de alta lubricidad como DLC para evitar la acumulación de material.
- Si su enfoque principal es la resistencia a la corrosión para herramientas manuales: Utilice acabados simples y robustos como el cromado o el óxido negro en lugar de costosos recubrimientos PVD.
Al hacer coincidir las fortalezas del recubrimiento con las demandas de su aplicación, transforma una buena herramienta en el instrumento perfecto para el trabajo.
Tabla de resumen:
| Tipo de Recubrimiento | Propiedades Clave | Mejor Para |
|---|---|---|
| TiN (Nitruro de Titanio) | Buena dureza, resistencia al desgaste, rentable | Mecanizado de aceros de uso general |
| TiCN (Carbonitruro de Titanio) | Mayor dureza, menor fricción, buena resistencia al desgaste | Fresado de hierro fundido, aleaciones de aluminio con alto contenido de silicio |
| TiAlN / AlTiN (Nitruro de Titanio y Aluminio) | Excelente estabilidad térmica, rendimiento a alta temperatura | Mecanizado en seco o a alta velocidad de aceros y aceros inoxidables |
| DLC (Carbono Tipo Diamante) | Excepcional lubricidad, baja fricción, alta dureza | Mecanizado de materiales no ferrosos y pegajosos (ej. aluminio, grafito) |
| Cromado / Óxido Negro | Excelente resistencia a la corrosión, rentable | Herramientas manuales que requieren prevención de óxido |
Optimice el rendimiento y la longevidad de su herramienta con la solución de recubrimiento adecuada.
En KINTEK, nos especializamos en proporcionar equipos y consumibles de laboratorio de alto rendimiento, incluidas tecnologías de recubrimiento avanzadas. Ya sea que se encuentre en un entorno de producción que necesite recubrimientos TiAlN térmicamente estables o en un laboratorio de investigación que requiera la lubricidad superior de DLC, nuestra experiencia garantiza que obtenga la solución perfecta para reducir el desgaste, prevenir la corrosión e impulsar la eficiencia.
Permita que nuestros especialistas le ayuden a seleccionar el recubrimiento ideal para transformar sus herramientas. ¡Contacte a KINTEK hoy mismo para una consulta personalizada!
Guía Visual