En resumen, la principal desventaja de templar una pieza rápidamente en agua es el riesgo extremadamente alto de agrietamiento y distorsión. El intenso choque térmico generado por el enfriamiento rápido produce tensiones internas masivas que pueden exceder la resistencia del material, haciendo que la pieza se deforme, tuerza o fracture, dejándola inutilizable.
El temple en agua representa una clásica disyuntiva de ingeniería. Si bien proporciona la velocidad de enfriamiento más rápida para lograr la máxima dureza en ciertos aceros, lo hace a expensas de la integridad de la pieza, introduciendo una tensión interna severa que a menudo conduce a un fallo catastrófico.

La Física del Choque Térmico Durante un Temple en Agua
Para entender por qué el agua es tan arriesgada, debemos observar lo que sucede a nivel microscópico cuando se sumerge una pieza de acero caliente. El proceso es violento e introduce una tensión inmensa en el material.
El Problema del Enfriamiento Diferencial
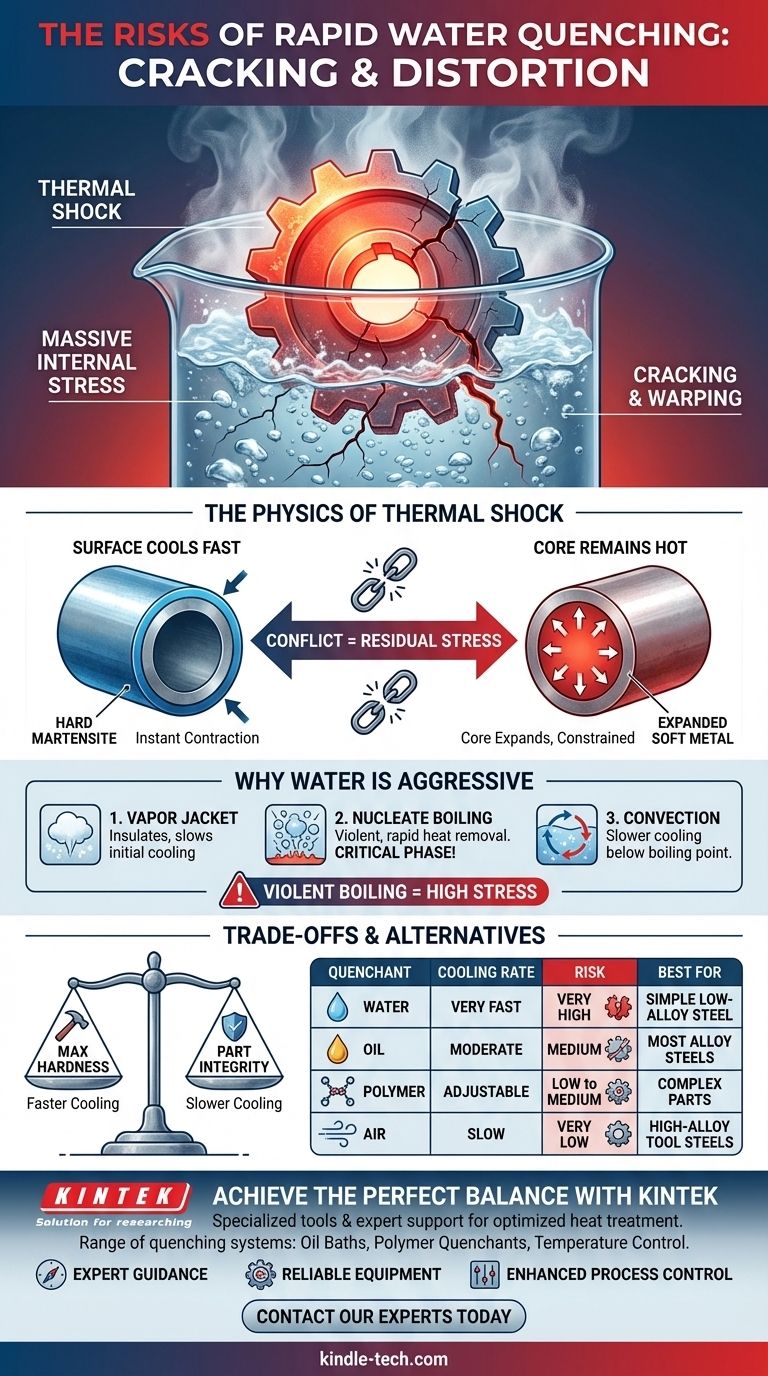
Cuando se sumerge una pieza de acero al rojo vivo en agua, la superficie se enfría casi instantáneamente. Esto provoca que la capa exterior se contraiga y se transforme en una estructura dura y frágil conocida como martensita.
Sin embargo, el núcleo de la pieza todavía está caliente y expandido. Esto crea un gradiente de temperatura masivo entre la superficie y el centro.
Cómo se Acumulan las Tensiones Internas
Este conflicto —un exterior encogido y rígido que restringe un interior caliente y expandido— es la fuente de la tensión residual. A medida que el núcleo finalmente se enfría, también intenta contraerse, pero ahora está siendo jalado por la capa exterior ya endurecida.
Si estas fuerzas internas de tracción y compresión se vuelven mayores que la resistencia a la tracción del material, la pieza fallará. Este fallo se manifiesta de dos maneras: distorsión (deformación) o agrietamiento puro.
Por Qué el Agua es un Agente Templante Particularmente Agresivo
La alta capacidad calorífica y el comportamiento de ebullición del agua la convierten en un medio de temple extremadamente eficaz, y por lo tanto agresivo. El proceso de enfriamiento ocurre en tres etapas:
- Chaqueta de Vapor: Una película de vapor rodea inicialmente la pieza, lo que la aísla y ralentiza el enfriamiento.
- Ebullición Nuclear: Esta chaqueta colapsa violentamente, y las burbujas se forman y son barridas rápidamente, extrayendo calor de la superficie a un ritmo tremendo. Esta es la fase de enfriamiento más agresiva.
- Convección: Una vez que la pieza se enfría por debajo del punto de ebullición del agua, el enfriamiento se ralentiza y es impulsado por la simple convección del líquido.
Esta violenta etapa de ebullición es lo que hace que el temple en agua sea tan severo en comparación con medios más lentos como el aceite.
Comprender las Disyuntivas: Dureza vs. Integridad
La decisión de usar agua es un riesgo calculado. Se está intercambiando la integridad del componente por la mayor dureza posible.
El Beneficio: Lograr la Máxima Dureza
El objetivo del temple es enfriar el acero lo suficientemente rápido como para evitar la formación de microestructuras más blandas y forzar la creación de martensita dura.
Para aceros simples de baja aleación (como el acero al carbono 1045 o 1095), el temple en agua es a menudo la única manera de lograr la velocidad de enfriamiento necesaria para la dureza total. Los agentes templantes más lentos como el aceite simplemente no pueden eliminar el calor lo suficientemente rápido.
El Riesgo: Distorsión y Agrietamiento
El riesgo principal es el fallo de la pieza. Las grietas a menudo se originan en esquinas internas afiladas, chaveteros o cambios drásticos en la sección transversal, ya que estas características actúan como concentradores de tensión.
La distorsión también es una gran preocupación, ya que una pieza deformada puede no cumplir con las tolerancias dimensionales, haciéndola inútil incluso si no se agrieta.
Factores que Aumentan el Riesgo
No todas las piezas son igualmente susceptibles. El riesgo de agrietamiento al templar en agua aumenta significativamente con:
- Complejidad de la Pieza: Las formas intrincadas son mucho más propensas a agrietarse que las formas simples y uniformes.
- Alto Contenido de Carbono: Los aceros con mayor contenido de carbono forman una martensita más frágil, haciéndolos más propensos a agrietarse.
- Contenido de Aleación: Los aceros de alta aleación (como 4140 o 4340) están diseñados para endurecerse con un temple más lento. Usar agua en ellos es innecesario y extremadamente arriesgado.
Explorando Alternativas de Temple Más Seguras
Si el riesgo de agrietamiento es demasiado alto, varias otras opciones proporcionan un enfriamiento más controlado. La clave es hacer coincidir el medio de temple con la endurecibilidad del acero: su capacidad para formar martensita.
Temple en Aceite: El Enfoque Equilibrado
El aceite proporciona una velocidad de enfriamiento mucho más lenta que el agua. Esto reduce significativamente el choque térmico y el riesgo de distorsión y agrietamiento. Es la opción preferida para la mayoría de los aceros aleados comunes que tienen suficiente endurecibilidad.
Agentes Templantes de Polímero: La Solución Ajustable
Los agentes templantes de polímero a base de agua ofrecen una gran ventaja: tasas de enfriamiento variables. Al cambiar la concentración de polímero en el agua, se puede diseñar una velocidad de enfriamiento que se sitúe entre el agua y el aceite, proporcionando un proceso altamente controlado y repetible.
Temple en Aire: Para Máxima Estabilidad
Los aceros para herramientas de alta aleación (como A2 o D2) se conocen como aceros "endurecibles al aire". Su química está diseñada para que puedan transformarse en martensita solo enfriándose en aire quieto o forzado. Este es el temple más suave posible, lo que resulta en una tensión mínima y una excelente estabilidad dimensional.
Selección del Temple Correcto para su Aplicación
Elegir el método de temple correcto se trata de gestionar el riesgo mientras se logran las propiedades metalúrgicas deseadas. No existe un único temple "mejor"; solo existe el correcto para el trabajo.
- Si su enfoque principal es la máxima dureza en un acero simple de baja aleación: El temple en agua es una opción viable, aunque arriesgada, que requiere un control de proceso cuidadoso.
- Si su enfoque principal es la estabilidad dimensional y la integridad de la pieza: Seleccione un acero con mayor endurecibilidad y utilice un agente templante más lento como aceite o incluso aire.
- Si necesita un equilibrio entre buena dureza y control del proceso para piezas complejas: Los agentes templantes de polímero ofrecen la solución más flexible y confiable.
Elegir el temple correcto no se trata de encontrar el enfriamiento más rápido, sino el enfriamiento más inteligente para su material, geometría y objetivos de ingeniería específicos.
Tabla Resumen:
| Medio de Temple | Velocidad de Enfriamiento | Riesgo de Agrietamiento | Ideal Para |
|---|---|---|---|
| Agua | Muy Rápida | Muy Alto | Aceros simples de baja aleación que requieren dureza máxima |
| Aceite | Moderada | Medio | La mayoría de los aceros aleados, enfoque equilibrado |
| Polímero | Ajustable | Bajo a Medio | Piezas complejas, proceso ajustable |
| Aire | Lenta | Muy Bajo | Aceros de alta aleación con temple al aire |
Logre el equilibrio perfecto entre dureza e integridad de la pieza con KINTEK.
Elegir el proceso de temple correcto es fundamental para evitar fallos costosos como el agrietamiento y la distorsión. KINTEK se especializa en equipos de laboratorio y consumibles, proporcionando las herramientas precisas y el soporte experto que necesita para optimizar sus procesos de tratamiento térmico.
Ya sea que trabaje con aceros al carbono simples o componentes complejos de alta aleación, nuestra gama de sistemas y consumibles de temple, incluidos baños de aceite, agentes templantes de polímero y unidades de control de temperatura, garantiza que pueda lograr las propiedades metalúrgicas deseadas sin comprometer la calidad de la pieza.
Permita que KINTEK sea su socio en precisión:
- Asesoramiento Experto: Obtenga recomendaciones adaptadas a su material y geometría específicos.
- Equipos Confiables: Asegure resultados consistentes y repetibles con nuestros sistemas de laboratorio de alta calidad.
- Control de Proceso Mejorado: Minimice el riesgo y maximice el rendimiento con la solución de temple adecuada.
Contacte hoy a nuestros expertos en tratamiento térmico para discutir cómo podemos ayudarle a seleccionar el método de temple ideal para las necesidades de su laboratorio.
Guía Visual