
El enemigo invisible en la ciencia de materiales
Imagine un componente crítico: un rodamiento cerámico en un motor a reacción o un implante médico diseñado para décadas de uso. Cuando falla, la causa rara vez es un defecto visible y dramático. Más a menudo, la falla comienza en silencio, a partir de un enemigo oculto en lo profundo del material: un vacío microscópico, un área de densidad ligeramente menor, un punto débil nacido durante su creación.
Esta inconsistencia interna es la ansiedad silenciosa de la ingeniería de materiales. Si bien una pieza puede parecer perfecta por fuera, su rendimiento está en última instancia dictado por su estructura interna. Y durante décadas, los mismos métodos utilizados para formar piezas a partir de polvos han estado creando estas vulnerabilidades ocultas.
El problema de la fuerza direccional
La compactación tradicional de polvos, conocida como prensado uniaxial, es un acto de fuerza bruta. Un pistón introduce el polvo en una matriz rígida, muy parecido a empacar una maleta empujando desde arriba.
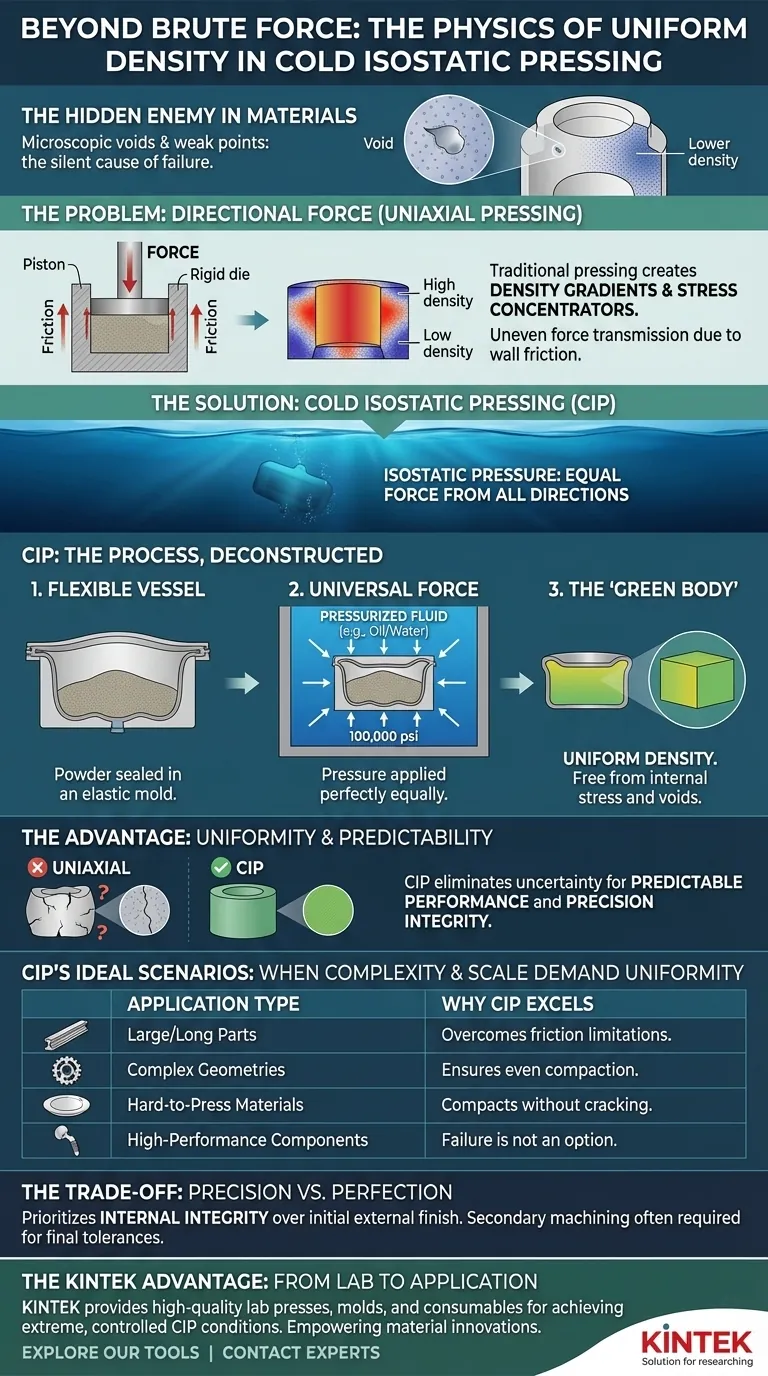
La lógica parece simple, pero la física es defectuosa. A medida que se aplica la presión, surge fricción entre el polvo y las paredes rígidas de la matriz. Esta fricción resiste la fuerza descendente, impidiendo que se transmita uniformemente a través del material. El resultado es un componente con regiones densas directamente debajo del pistón y regiones menos densas y más débiles en las esquinas e inferior.
Estos gradientes de densidad no son solo imperfecciones menores; son concentradores de tensión, los puntos de partida para fallas catastróficas bajo carga.
Presión isostática: una solución más elegante
El Prensado Isostático en Frío (CIP) ofrece un enfoque fundamentalmente más elegante. En lugar de un empuje forzado desde una dirección, somete el material a una presión inmensa desde todas las direcciones simultáneamente.
Piense en un objeto sumergido en la presión aplastante de las profundidades del océano. La fuerza se aplica a cada punto de su superficie por igual. El CIP replica este fenómeno en un entorno controlado.
El proceso, deconstruido
La mecánica del CIP es hermosa en su simplicidad.
-
El recipiente flexible: El polvo crudo, ya sea cerámico, metálico o un compuesto, se sella primero dentro de un molde flexible y elástico. Este molde actúa como barrera entre el material y el medio de presión, adaptándose perfectamente a la forma inicial del polvo.
-
La fuerza universal: El molde sellado se coloca en una cámara de presión llena de un líquido, típicamente aceite o agua. Luego, una bomba presuriza este líquido, a veces a más de 100.000 psi. Debido a que la presión se transmite a través de un fluido, es perfectamente isostática: empuja el molde flexible con igual fuerza desde todas las direcciones.
-
El resultado: el "cuerpo en verde": La presión uniforme colapsa el molde, compactando las partículas de polvo en su interior. Las partículas se juntan tan fuertemente que se entrelazan mecánicamente, formando un componente sólido y manejable llamado "cuerpo en verde". Este cuerpo tiene una uniformidad de densidad excepcional, libre de la tensión interna y los vacíos creados por la fuerza direccional.
La ventaja psicológica: la previsibilidad
El verdadero beneficio de la densidad uniforme no es solo la resistencia; es la previsibilidad. Cuando un ingeniero diseña un componente, se basa en modelos que asumen que el material es consistente. Los gradientes de densidad del prensado uniaxial violan esta suposición.
El CIP elimina esta incertidumbre. Una pieza formada isostáticamente se comporta exactamente como predice la ciencia de materiales porque su estructura interna es uniforme. Esto proporciona una profunda sensación de confianza, sabiendo que el rendimiento del componente no se verá socavado por un defecto oculto. Transforma la fabricación de un proceso de aproximación a uno de integridad de precisión.
Elegir la herramienta adecuada: escenarios ideales del CIP
El CIP no es un reemplazo para todos los métodos de prensado, sino una herramienta especializada para situaciones en las que la calidad interna es irrenunciable. Su selección es una elección estratégica basada en prioridades.
Cuando la complejidad y la escala exigen uniformidad
El CIP es la opción clara para aplicaciones que son difíciles o imposibles para prensas convencionales:
| Tipo de aplicación | Por qué el CIP sobresale |
|---|---|
| Piezas grandes o largas | La presión uniforme supera las limitaciones de fricción que plagan el prensado de matrices grandes. |
| Geometrías complejas | El molde flexible garantiza una compactación uniforme alrededor de formas intrincadas y esquinas afiladas. |
| Materiales difíciles de prensar | Cerámicas, metales refractarios y aceros para herramientas se compactan uniformemente sin agrietarse. |
| Componentes de alto rendimiento | Para herramientas médicas, aeroespaciales o industriales donde el fallo no es una opción. |
La compensación: precisión frente a perfección
La principal compensación del CIP es la precisión dimensional inicial. Debido a que el molde es flexible, el cuerpo en verde resultante no tiene el acabado nítido y casi neto de una pieza de una matriz rígida. A menudo requiere mecanizado secundario para cumplir con las tolerancias finales.
Sin embargo, esta es una decisión consciente: priorizar la integridad interna perfecta sobre la precisión externa inicial. Siempre se puede mecanizar una superficie a la perfección, pero nunca se puede volver atrás y arreglar un vacío oculto en lo profundo del material.
Del laboratorio a la aplicación: la ventaja KINTEK
Aprovechar el poder de la presión isostática para crear materiales de próxima generación requiere más que solo teoría. El viaje desde una formulación de polvo novedosa hasta un componente confiable y de alto rendimiento comienza en el laboratorio y exige equipos capaces de crear estas condiciones extremas y controladas.
Lograr las altas presiones y garantizar la seguridad y repetibilidad del proceso CIP depende de equipos de laboratorio especializados. KINTEK proporciona las prensas, moldes y consumibles de alta calidad que permiten a los investigadores e ingenieros superar las limitaciones de los métodos tradicionales. Proporcionamos las herramientas para convertir la elegante física del prensado isostático en innovaciones tangibles de materiales.
Para la I+D centrada en la creación de materiales con una consistencia interna sin igual, el equipo adecuado es primordial. Para explorar las herramientas que hacen posible procesos como el Prensado Isostático en Frío, Contacte a Nuestros Expertos.
Guía Visual
Productos relacionados
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Máquina de Prensa Isostática en Frío de Laboratorio Eléctrico CIP para Prensado Isostático en Frío
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Prensa isostática en caliente para investigación de baterías de estado sólido
Artículos relacionados
- Comprensión del prensado isostático: técnicas en frío y en caliente
- Selección de equipos de prensado isostático para moldeo de alta densidad
- Más allá del troquel: la ventaja invisible del prensado isostático en frío
- Comprensión del prensado isostático en frío de cerámica de circonio
- Principio y proceso del prensado isostático en frío












