
La ansiedad de la falla invisible
Imagine diseñar un componente crítico: un rodamiento cerámico para un motor a reacción o un implante médico. El material es avanzado, la forma es compleja y los requisitos de rendimiento son absolutos. Sus cálculos son perfectos, el polvo es puro, pero persiste una inquietud persistente.
El problema no es el diseño; es el fantasma en la máquina. Una falla oculta, un vacío microscópico, un gradiente de densidad invisible enterrado en lo profundo de la pieza. Este es el desafío fundamental de la metalurgia de polvos. No se puede ver el punto más débil, pero se sabe que está ahí, producto del mismo proceso utilizado para crear el componente.
Esto no es solo un problema de ciencia de materiales; es un problema psicológico. Se trata de confianza. ¿Cómo se puede confiar en una pieza cuando se sabe que su estructura interna es inherentemente inconsistente?
La física de la fuerza bruta
Durante décadas, la respuesta estándar ha sido el prensado uniaxial. La lógica es simple: llenar un troquel con polvo y comprimirlo con un potente punzón desde una dirección. Es rápido, eficiente y rentable.
Pero tiene un defecto fatal: la fricción.
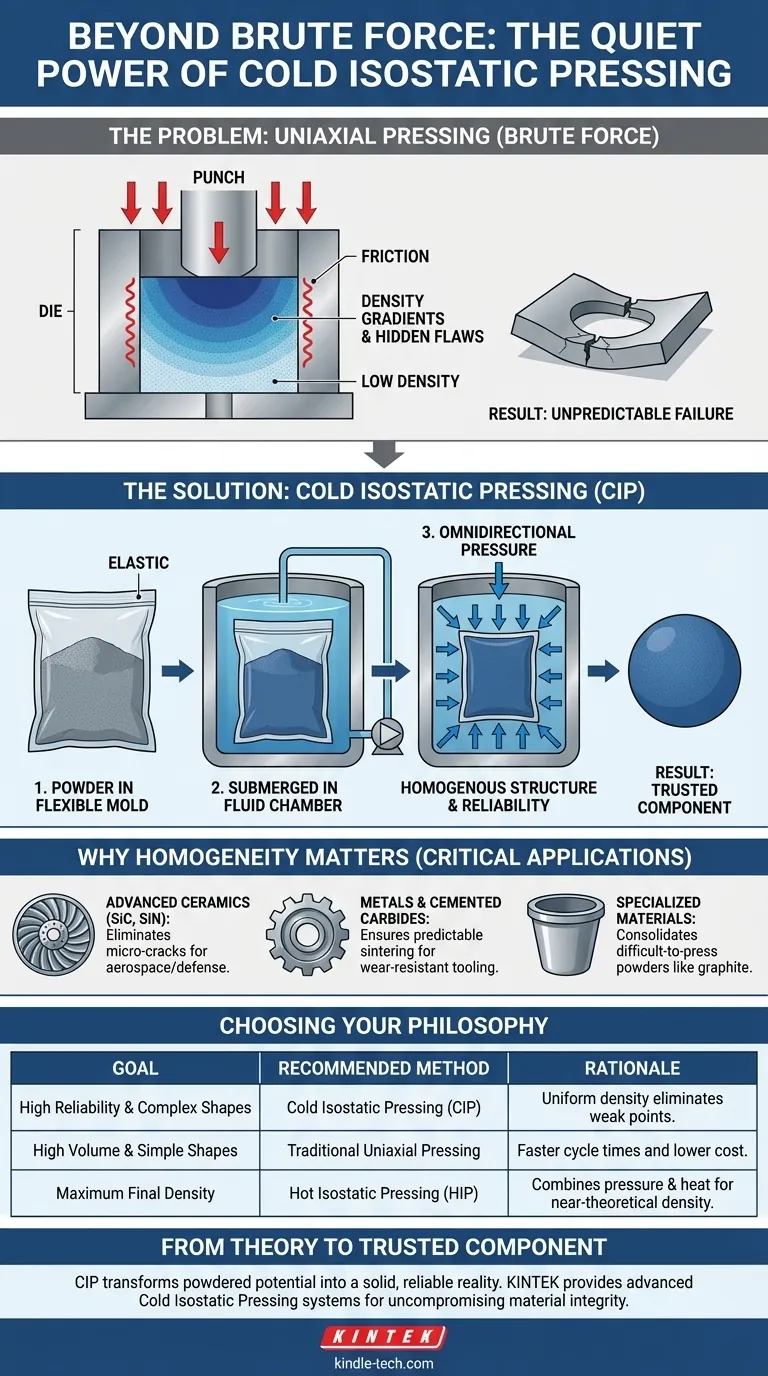
A medida que el punzón desciende, las partículas de polvo rozan contra las paredes rígidas del troquel. Esta fricción resiste la fuerza de compactación, lo que hace que la presión se disipe. El polvo directamente debajo del punzón se compacta densamente, mientras que el polvo en la parte inferior y los lados permanece más suelto.
El resultado es una pieza con gradientes de densidad incorporados. Estas no son solo variaciones menores; son líneas de falla, debilidades latentes que causan deformación durante la sinterización, contracción impredecible y fallas catastróficas bajo tensión.
Una solución más elegante: Presión desde todas partes
El prensado isostático en frío (CIP) ofrece una filosofía fundamentalmente diferente. En lugar de aplicar una fuerza abrumadora desde una sola dirección, aplica una presión uniforme desde todas las direcciones simultáneamente.
El proceso es engañosamente simple:
- El polvo se coloca en un molde flexible y sellado.
- Este molde se sumerge en una cámara de fluido a alta presión.
- El fluido se presuriza, transmitiendo esa fuerza por igual a cada punto de la superficie del molde.
Piense en apretar una bola de arcilla en su puño en comparación con presionarla sobre una mesa. El puño la compacta uniformemente en una esfera; la mesa deja un lado plano y sin comprimir. La presión omnidireccional del CIP elimina la fricción contra las paredes del troquel, borrando la causa raíz de los gradientes de densidad.
El resultado es una pieza "en verde" que es homogénea. Su estructura interna es consistente, predecible y libre de las tensiones ocultas que plagan los componentes prensados uniaxialmente. Es un material más *honesto*.
Donde la homogeneidad no es un lujo
Esta uniformidad no es una preocupación académica. En aplicaciones de alto rendimiento, es la base de la fiabilidad. El CIP es indispensable para la fabricación de componentes donde los defectos internos no son una opción.
- Cerámicas avanzadas (SiC, SiN): Para la industria aeroespacial, de defensa y de aislamiento eléctrico, donde una sola microfisura puede provocar un fallo completo del sistema, la densidad uniforme del CIP es fundamental.
- Metales y carburos cementados: Para herramientas grandes y resistentes al desgaste y metales de alto punto de fusión, el CIP crea preformas que se sinterizan de manera predecible sin deformarse, asegurando que la pieza final cumpla con especificaciones exigentes.
- Materiales especializados: Desde la consolidación de grafito para hornos industriales hasta la formación de polímeros especializados, el CIP proporciona un camino para crear formas sólidas a partir de polvos difíciles de prensar.
Eligiendo su filosofía, no solo su herramienta
La elección entre métodos de prensado es una elección de filosofía de fabricación. Se basa en una pregunta: ¿cuál es su objetivo principal?
| Objetivo | Método recomendado | Racional |
|---|---|---|
| Alta fiabilidad y formas complejas | Prensado isostático en frío (CIP) | La densidad uniforme elimina los puntos débiles, esencial para componentes críticos. |
| Alto volumen y formas simples | Prensado uniaxial tradicional | Los tiempos de ciclo más rápidos y el menor costo lo hacen ideal para la producción en masa. |
| Máxima densidad final | Prensado isostático en caliente (HIP) | Combina presión y calor para lograr una densidad casi teórica en un solo paso. |
Si bien el CIP produce una pieza de forma casi neta, su molde flexible a menudo requiere mecanizado secundario para tolerancias estrictas. Es un paso fundamental diseñado para la calidad, no un paso final diseñado para la velocidad.
De la teoría al componente de confianza
En última instancia, la búsqueda de mejores materiales es la búsqueda de la previsibilidad. El prensado isostático en frío reemplaza la incertidumbre de las fallas ocultas con la confianza de la densidad uniforme. Transforma el potencial en polvo en una realidad sólida y fiable.
En KINTEK, proporcionamos el equipo de laboratorio avanzado que hace posible esta transformación. Nuestros sistemas de prensado isostático en frío están diseñados para brindar a investigadores y fabricantes el control que necesitan para crear componentes homogéneos y sin defectos a partir de los materiales más avanzados. Cerramos la brecha entre la teoría de materiales y la aplicación de confianza.
Si su trabajo exige una integridad de material intransigente, construyamos componentes en los que pueda confiar. Contacte a nuestros expertos
Guía Visual
Productos relacionados
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Máquina de Prensa Isostática en Frío de Laboratorio Eléctrico CIP para Prensado Isostático en Frío
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Prensa isostática en caliente para investigación de baterías de estado sólido
Artículos relacionados
- Prensado isostático en frío Un cambio de juego en la ciencia de los materiales
- Comprensión del prensado isostático: técnicas en frío y en caliente
- El precio de la uniformidad: Una guía estratégica para los costos de las prensas isostáticas en frío
- Principio y proceso del prensado isostático en frío
- Pasos de operación de prensado isostático dividido












