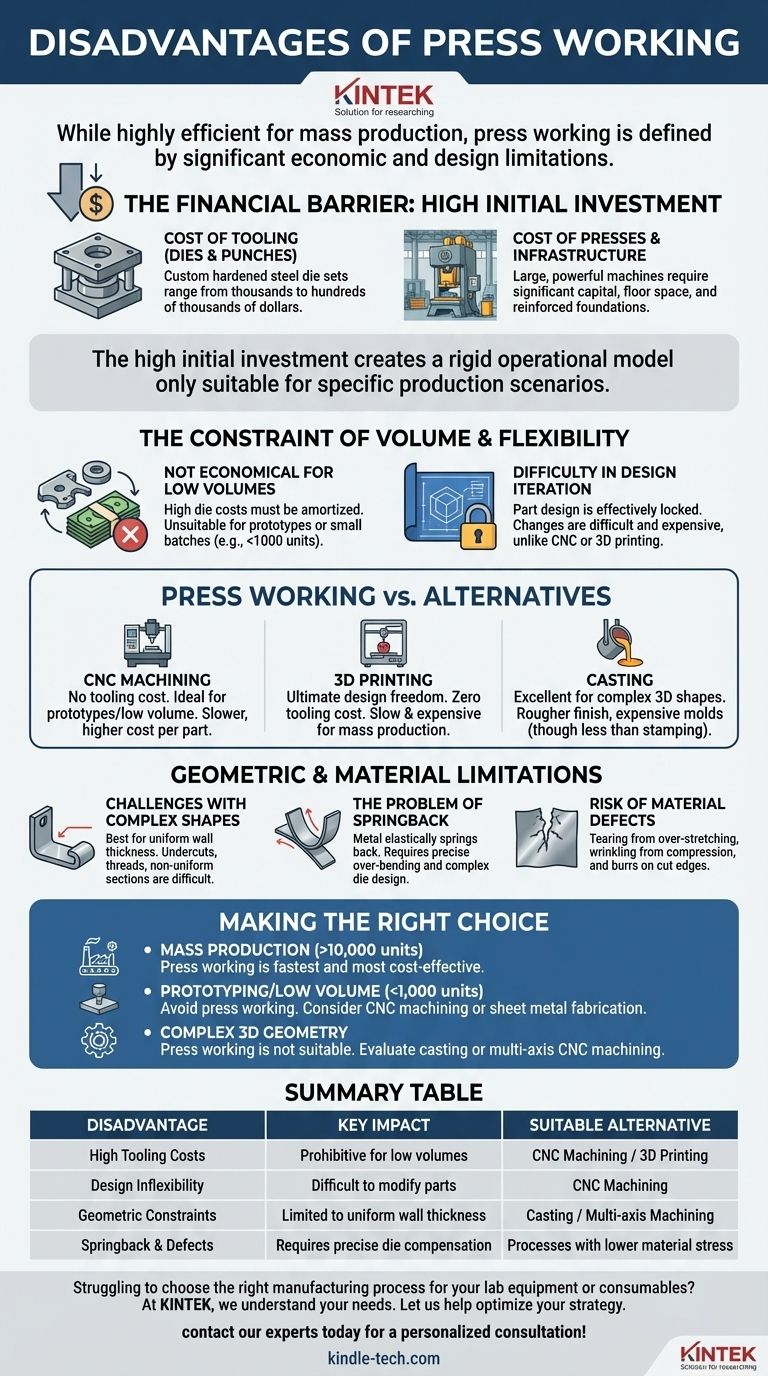
Aunque es muy eficiente para la producción en masa, el conformado por prensa se define por sus importantes limitaciones económicas y de diseño. Las principales desventajas son los costes iniciales de utillaje excepcionalmente altos, su falta de viabilidad económica para la producción de bajo volumen y sus limitaciones inherentes en cuanto a la geometría y complejidad de las piezas.
El conformado por prensa ofrece una velocidad y rentabilidad inigualables a escala, pero esta eficiencia se paga con una alta inversión inicial y una flexibilidad de diseño limitada. Comprender este compromiso fundamental es clave para seleccionar el proceso de fabricación adecuado para sus necesidades.

La barrera financiera: alta inversión inicial
El obstáculo más significativo para adoptar el conformado por prensa es el considerable capital necesario antes de producir una sola pieza. Este coste se concentra en el utillaje y la maquinaria.
El coste del utillaje (troqueles y punzones)
El núcleo de cualquier operación de conformado por prensa es el juego de troqueles. Se trata de una herramienta personalizada hecha de acero endurecido que forma o corta con precisión la chapa metálica.
Diseñar y fabricar un troquel listo para la producción es un proceso muy especializado y costoso. Los costes pueden oscilar entre miles y cientos de miles de dólares, dependiendo de la complejidad, el tamaño y la vida útil requerida de la pieza.
El coste de las prensas y la infraestructura
Más allá del troquel en sí, el proceso requiere prensas mecánicas o hidráulicas grandes y potentes. Estas máquinas suponen un gran gasto de capital y requieren un espacio significativo en la planta de fabricación, y a menudo cimentaciones de hormigón armado para soportar su peso y las fuerzas operativas.
La limitación del volumen y la flexibilidad
La alta inversión inicial crea un modelo operativo rígido que solo es adecuado para escenarios de producción específicos.
No es económico para bajos volúmenes
El alto coste del troquel debe amortizarse en el número total de piezas producidas. Esto hace que el conformado por prensa sea totalmente inadecuado para prototipos, pequeños lotes o tiradas de producción de bajo volumen.
Para ser rentable, los volúmenes de producción suelen necesitar ser de decenas de miles, cientos de miles o incluso millones de unidades.
Dificultad en la iteración del diseño
Una vez fabricado un troquel, el diseño de la pieza queda esencialmente bloqueado. Realizar incluso cambios menores en la pieza puede ser increíblemente difícil y costoso, y a menudo requiere que el troquel se reprocese exhaustivamente o se rehaga por completo.
Esta falta de flexibilidad contrasta marcadamente con procesos como el mecanizado CNC o la impresión 3D, donde los cambios de diseño se pueden realizar simplemente editando un archivo digital.
Comprender los compromisos: conformado por prensa frente a alternativas
Las desventajas del conformado por prensa se hacen más evidentes cuando se compara con otros métodos de fabricación comunes. No es un proceso inherentemente "malo", sino más bien especializado.
Conformado por prensa frente a mecanizado CNC
El mecanizado CNC corta material de un bloque sólido. Tiene prácticamente cero coste de utillaje, lo que lo hace ideal para prototipos y bajos volúmenes. También puede producir geometrías mucho más complejas.
Sin embargo, el mecanizado es un proceso mucho más lento, lo que resulta en un coste por pieza significativamente mayor en grandes volúmenes en comparación con la velocidad de segundos por pieza del estampado.
Conformado por prensa frente a impresión 3D (Fabricación aditiva)
La impresión 3D ofrece la máxima libertad de diseño y es el proceso preferido para piezas únicas y prototipos complejos. No tiene costes de utillaje.
Su principal limitación es la velocidad y las propiedades del material. Actualmente es demasiado lenta y cara para la producción en masa de piezas metálicas sencillas, que es exactamente la fortaleza del conformado por prensa.
Conformado por prensa frente a fundición
La fundición implica verter metal fundido en un molde. Es excelente para crear formas muy complejas, gruesas o tridimensionales que son imposibles de estampar a partir de una lámina.
Sin embargo, la fundición generalmente produce un acabado superficial más rugoso y puede requerir operaciones de mecanizado secundarias. El utillaje para la fundición (moldes) también es caro, aunque típicamente menos que los troqueles de estampado progresivo de gran volumen.
Limitaciones geométricas y de materiales
Incluso para piezas de gran volumen, el conformado por prensa impone limitaciones fundamentales a lo que se puede diseñar.
Desafíos con formas complejas
El conformado por prensa es más adecuado para piezas con un espesor de pared relativamente uniforme. Características como los socavados, las roscas de tornillo o las secciones gruesas no uniformes son extremadamente difíciles o imposibles de crear en un único proceso de estampado.
El problema del retroceso elástico (Springback)
Después de ser formado en el troquel, el metal tiende a "recuperar" elásticamente ligeramente hacia su forma plana original. Los diseñadores de troqueles deben predecir este efecto y doblar la pieza en exceso para compensarlo, lo que añade complejidad y riesgo a la fase de diseño del utillaje.
Riesgo de defectos del material
El proceso de estiramiento y doblado de la chapa metálica puede introducir defectos. Puede producirse desgarro si el material se estira demasiado, mientras que puede producirse arrugamiento si el material se comprime incorrectamente. Los bordes cortados también tienen rebabas que pueden requerir un proceso secundario de desbarbado.
Tomar la decisión correcta para su proyecto
Seleccionar el proceso correcto depende completamente de sus objetivos específicos de volumen, coste y complejidad del diseño.
- Si su principal objetivo es la producción en masa (>10.000 unidades) de un diseño finalizado y relativamente sencillo: El conformado por prensa es casi con certeza la solución más rentable y rápida.
- Si su principal objetivo es la creación de prototipos o la producción de bajo volumen (<1.000 unidades): Evite el conformado por prensa debido a los costes prohibitivos del utillaje; considere el mecanizado CNC o la fabricación de chapa metálica (corte por láser y plegado).
- Si su principal objetivo es crear una pieza con una geometría 3D muy compleja o un espesor de pared variable: El conformado por prensa no es adecuado; debe evaluar la fundición o el mecanizado CNC multieje.
Al sopesar los altos costes iniciales y las limitaciones de diseño frente a su increíble velocidad a escala, puede determinar con confianza si el conformado por prensa se alinea con sus objetivos de producción.
Tabla resumen:
| Desventaja | Impacto clave | Alternativa adecuada |
|---|---|---|
| Altos costes de utillaje | Prohibitivo para bajos volúmenes (<1.000 unidades) | Mecanizado CNC / Impresión 3D |
| Infleixibilidad del diseño | Difícil modificar piezas después del utillaje | Mecanizado CNC (ediciones digitales) |
| Limitaciones geométricas | Limitado a espesor de pared uniforme; sin socavados | Fundición / Mecanizado multieje |
| Retroceso elástico y defectos | Requiere una compensación precisa del troquel; riesgo de desgarro/arrugamiento | Procesos con menor tensión del material |
¿Tiene dificultades para elegir el proceso de fabricación adecuado para el equipo o los consumibles de su laboratorio? En KINTEK, entendemos que seleccionar entre conformado por prensa, mecanizado CNC o impresión 3D es fundamental para el éxito de su proyecto. Tanto si necesita eficiencia para grandes volúmenes como prototipado flexible para herramientas de laboratorio, nuestra experiencia en la fabricación de equipos de laboratorio garantiza que obtenga la solución más rentable y técnicamente adecuada.
Permítanos ayudarle a optimizar su estrategia de producción: ¡contacte con nuestros expertos hoy mismo para una consulta personalizada!
Guía Visual
Productos relacionados
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
- Máquina Prensadora Eléctrica de Tabletas de un Solo Punzón Prensa TDP para Polvo de Laboratorio
- Máquina de Prensa Hidráulica Calefactora Automática con Placas Calefactoras para Prensa en Caliente de Laboratorio
- Prensa Hidráulica de Laboratorio Máquina Prensadora de Pastillas para Caja de Guantes
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
La gente también pregunta
- ¿Qué es una prensa hidráulica en caliente? Aprovechando el calor y la presión para la fabricación avanzada
- ¿Qué papel juega una prensa hidráulica calentada en el Sinterizado en Frío (CSP)? Mejora de la Densificación de LATP-Haluro
- ¿Cómo se utiliza una prensa hidráulica calentada para baterías de Li-LLZO? Optimice la unión interfacial con presión térmica
- ¿Cuál es la función principal de una prensa hidráulica calentada de laboratorio en el CSP? Revolucionar el Sinterizado de Cerámica a Baja Temperatura
- ¿Para qué se utilizan las prensas hidráulicas calefactadas? Moldeo de composites, vulcanización de caucho y más

















