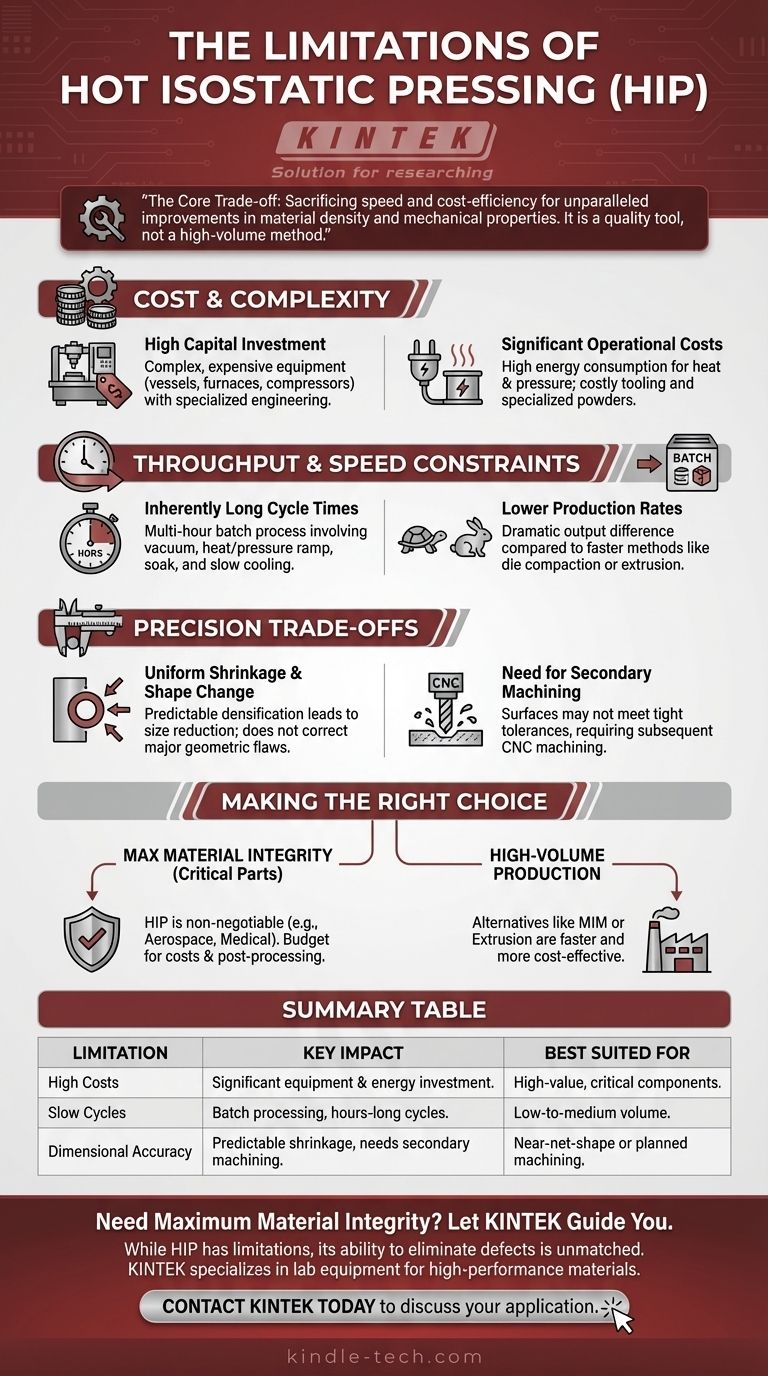
Si bien el Prensado Isostático en Caliente (HIP) es un proceso excepcionalmente potente, sus limitaciones principales son los altos costos operativos, los ciclos de producción lentos y los desafíos para lograr dimensiones finales precisas sin procesamiento secundario. Estos factores lo convierten en una solución especializada más adecuada para componentes de alto valor que para la producción en masa.
La compensación fundamental con el Prensado Isostático en Caliente es clara: se sacrifica la velocidad de producción y la rentabilidad para lograr mejoras incomparables en la densidad del material y las propiedades mecánicas. Es fundamentalmente una herramienta de mejora de la calidad y el rendimiento, no un método de fabricación de gran volumen.

El Desafío Central: Costo y Complejidad
Los importantes beneficios de rendimiento del HIP tienen un precio elevado, tanto en la inversión inicial como en las operaciones continuas. Esta es la barrera más común para su adopción.
Alta Inversión de Capital
El equipo necesario para el HIP es complejo y costoso. Un sistema completo incluye un recipiente de alta presión, un horno interno de alta temperatura, compresores potentes y sistemas de control sofisticados.
Esta maquinaria debe manejar de forma segura presiones y temperaturas extremas simultáneamente, lo que exige ingeniería y materiales especializados que aumentan los costos iniciales de compra e instalación.
Costos Operativos Significativos
Más allá de la inversión inicial, las operaciones diarias son costosas. El proceso consume grandes cantidades de energía para calentar el horno y hacer funcionar los compresores.
Además, el utillaje puede ser caro, y ciertas aplicaciones —particularmente aquellas que forman piezas a partir de polvo— pueden requerir polvos atomizados en spray especializados y costosos para garantizar resultados consistentes.
Restricciones de Rendimiento y Velocidad de Producción
El HIP es un proceso inherentemente lento y basado en lotes. Este ritmo deliberado es necesario para su eficacia, pero limita su aplicación en la fabricación de alto volumen.
Tiempos de Ciclo Intrínsecamente Largos
Un ciclo típico de HIP implica cargar la cámara, crear vacío, rellenar con gas inerte, aumentar gradualmente la temperatura y la presión, mantener un tiempo de "remojo" específico y, finalmente, una fase lenta de enfriamiento y despresurización.
Toda esta secuencia puede llevar varias horas, lo que hace que el rendimiento por máquina sea muy bajo en comparación con otros métodos de fabricación.
Tasas de Producción Más Bajas en Comparación con Alternativas
Cuando se compara con procesos como la compactación en matriz uniaxial o la extrusión, el HIP tiene una tasa de producción drásticamente menor.
Mientras que esos métodos pueden producir piezas en segundos, un solo ciclo de HIP que dura horas puede procesar unas pocas docenas o unos pocos cientos de piezas, dependiendo de su tamaño.
Comprender las Compensaciones en Precisión
Aunque el HIP es valorado por su capacidad para densificar una pieza sin distorsionar su geometría general, no garantiza una precisión dimensional perfecta.
El Matiz del Cambio de Forma
El HIP aplica una presión perfectamente uniforme, lo cual es excelente para cerrar poros internos sin deformar un componente. Sin embargo, a medida que el material se densifica, se encogerá uniformemente.
Esta contracción predecible debe tenerse en cuenta en el diseño de la pieza previa al HIP. No es un proceso que pueda corregir defectos geométricos importantes.
La Necesidad de Mecanizado Secundario
La ligera contracción uniforme y la naturaleza de la aplicación de la presión significan que las superficies pueden no cumplir con las tolerancias más estrictas requeridas para un producto terminado.
Como resultado, las características o superficies críticas a menudo requieren un mecanizado CNC posterior para lograr sus dimensiones finales y precisas. Esto añade otro paso —y un costo adicional— al flujo de trabajo de producción general.
Tomar la Decisión Correcta para su Objetivo
Decidir si utilizar el HIP requiere equilibrar sus poderosos beneficios frente a sus limitaciones prácticas. Su objetivo final es el factor más importante.
- Si su enfoque principal es la máxima integridad del material: El HIP a menudo es innegociable para componentes críticos en aplicaciones aeroespaciales o médicas donde el fallo no es una opción. Presupueste los costos y el postprocesamiento necesario.
- Si su enfoque principal es la producción de alto volumen: Métodos alternativos como la compactación en matriz, el moldeo por inyección de metales (MIM) o la extrusión serán mucho más rentables y rápidos para piezas menos críticas.
- Si su enfoque principal es lograr una "forma neta" con tolerancias estrictas: Utilice el HIP para crear una pieza densa, casi en su forma final, pero debe diseñar su proceso con la expectativa de que se requerirá un mecanizado final.
Comprender estas limitaciones es el primer paso para aprovechar el Prensado Isostático en Caliente para su propósito previsto: crear componentes superiores donde el rendimiento no puede verse comprometido.
Tabla Resumen:
| Limitación | Impacto Clave | Más Adecuado Para |
|---|---|---|
| Altos Costos de Capital y Operacionales | Inversión significativa en equipos y consumo de energía. | Componentes de alto valor donde el rendimiento es crítico. |
| Ciclos de Producción Lentos | Procesamiento por lotes con tiempos de ciclo de varias horas. | Producción de bajo a medio volumen, no producción en masa. |
| Precisión Dimensional | La contracción predecible requiere mecanizado secundario para tolerancias estrictas. | Aplicaciones donde la forma casi neta es suficiente o se planifica el mecanizado. |
¿Necesita lograr la máxima integridad del material para un componente crítico?
Aunque el HIP tiene limitaciones, su capacidad para eliminar defectos internos y crear propiedades de material superiores es inigualable. KINTEK se especializa en equipos de laboratorio y consumibles, satisfaciendo las necesidades precisas de laboratorios y departamentos de I+D que desarrollan y prueban materiales de alto rendimiento.
Permita que nuestros expertos le ayuden a determinar si el HIP es la solución adecuada para su proyecto y le guíen hacia el equipo que cumple con sus requisitos específicos.
Contacte a KINTEL hoy mismo para discutir su aplicación y cómo podemos apoyar sus objetivos de calidad y rendimiento.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
- Moldes de Prensado Isostático para Laboratorio
La gente también pregunta
- ¿Por qué son necesarios los Prensas Isostáticas en Caliente (WIP) para las baterías de estado sólido? Lograr contacto a nivel atómico
- ¿Qué ventajas ofrece una prensa isostática en caliente sobre una prensa uniaxial tradicional para láminas de electrolito Li6PS5Cl?
- ¿Cuál es el proceso de prensado isostático? Lograr una densidad uniforme para piezas complejas
- ¿Para qué se utiliza una prensa isostática? Logre una densidad uniforme y elimine defectos
- ¿Cuál es la función de una Prensa Isostática en Caliente (WIP) en las celdas de bolsa totalmente de estado sólido? Optimizar la Densidad de la Batería

















