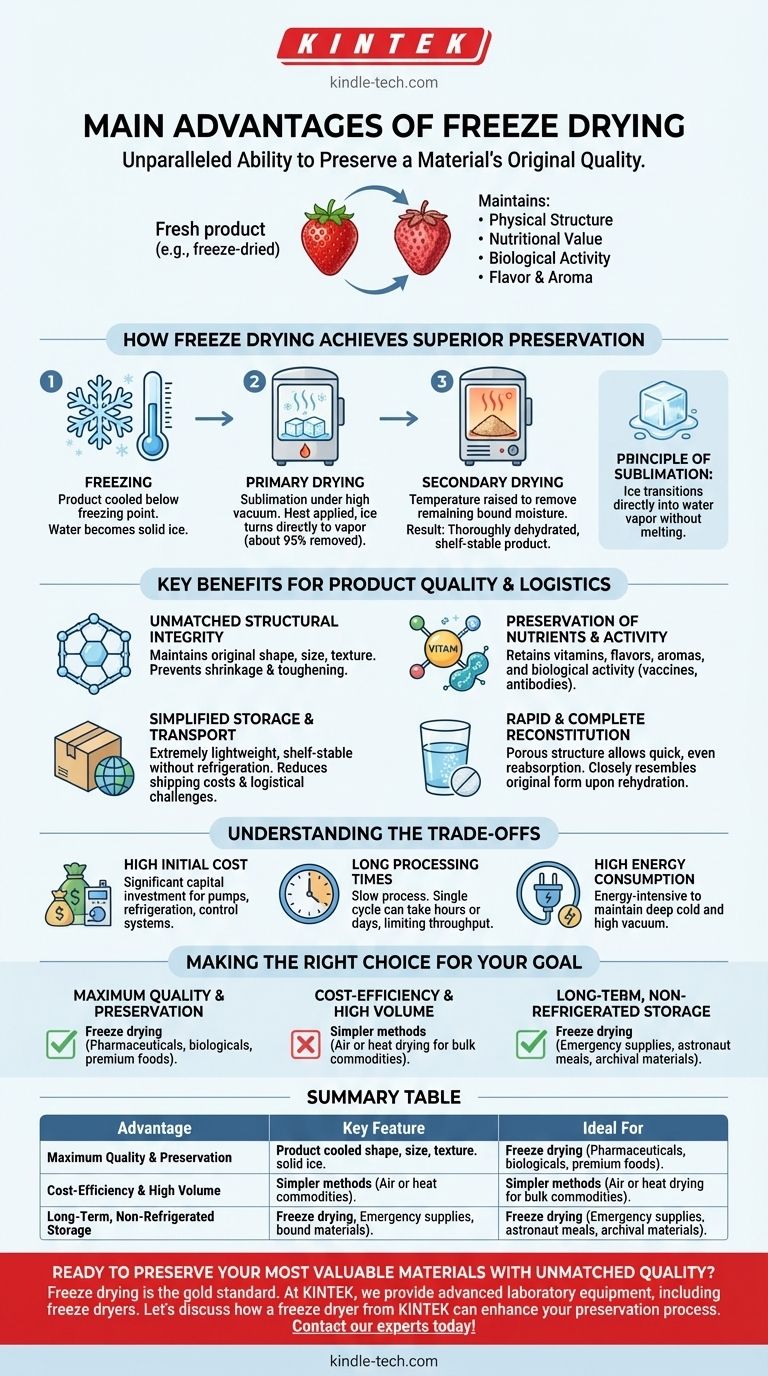
La principal ventaja de la liofilización es su capacidad inigualable para preservar la calidad original de un material. Al eliminar el agua a bajas temperaturas bajo vacío, este proceso —también conocido como liofilización— mantiene la estructura física del producto, su valor nutricional, actividad biológica y características sensoriales como el sabor y el aroma. El resultado es un producto altamente estable y ligero que se considera casi idéntico a su contraparte fresca al rehidratarse.
Los métodos de secado tradicionales utilizan calor, lo que puede dañar irreversiblemente la estructura y la composición química de los materiales sensibles. La liofilización evita esto al convertir el hielo directamente en vapor, un proceso suave llamado sublimación que conserva la calidad original del producto.

Cómo la liofilización logra una preservación superior
La liofilización es un proceso sofisticado y de múltiples etapas diseñado fundamentalmente para evitar el daño causado por el calor y el agua en su estado líquido.
El principio de la sublimación
El núcleo del proceso es la sublimación. Después de que un producto se congela sólidamente, se coloca bajo un vacío profundo. Esto permite que el agua congelada (hielo) pase directamente a vapor de agua sin derretirse nunca en líquido, eliminando suavemente la humedad mientras deja intacta la estructura del producto.
Un proceso a baja temperatura
Toda la fase de secado primario ocurre a bajas temperaturas. Esto es crítico para preservar materiales sensibles al calor, como los ingredientes activos en las vacunas, las delicadas estructuras de las proteínas y el valor nutricional de las vitaminas en los alimentos.
El proceso de tres etapas
El método está altamente controlado y consta de tres etapas clave:
- Congelación: El producto se enfría muy por debajo de su punto de congelación para asegurar que toda el agua se convierta en hielo sólido.
- Secado primario: Bajo un alto vacío, se aplica calor suavemente, haciendo que aproximadamente el 95% del hielo se sublime en vapor, que luego se recoge en un condensador frío.
- Secado secundario: La temperatura se eleva gradualmente para eliminar la humedad restante ligada, lo que resulta en un producto completamente deshidratado y estable en almacenamiento.
Beneficios clave para la calidad del producto y la logística
El mecanismo único de la liofilización se traduce en varias ventajas prácticas significativas para una amplia gama de aplicaciones, desde productos farmacéuticos hasta alimentos de alta calidad.
Integridad estructural inigualable
Debido a que el agua se elimina de un estado sólido, la estructura celular del producto no se ve comprometida. Esto significa que se mantienen la forma, el tamaño y la textura originales, evitando la contracción y el endurecimiento comunes en la deshidratación basada en calor.
Preservación de nutrientes y actividad
Al evitar las altas temperaturas, la liofilización sobresale en la preservación de la actividad biológica de productos sensibles como vacunas y anticuerpos. Para los alimentos, retiene vitaminas, sabores y aromas que típicamente se pierden durante el secado convencional.
Almacenamiento y transporte simplificados
Una vez liofilizados, los productos son extremadamente ligeros y estables en almacenamiento sin refrigeración ni conservantes químicos. Esto reduce drásticamente los costos de envío y simplifica los desafíos logísticos para todo, desde raciones militares hasta la distribución farmacéutica.
Reconstitución rápida y completa
La estructura porosa que dejan los cristales de hielo sublimados permite que el agua se reabsorba rápida y uniformemente. Esto permite que los materiales liofilizados, desde café instantáneo hasta reactivos biológicos, vuelvan a un estado muy parecido a su forma original.
Comprendiendo las desventajas
Aunque sus beneficios son significativos, la liofilización no es la solución óptima para todos los escenarios. Reconocer sus limitaciones es clave para tomar una decisión informada.
Alto costo inicial
El equipo necesario para la liofilización —específicamente las bombas de vacío, las unidades de refrigeración y los sistemas de control— representa una inversión de capital significativa en comparación con tecnologías de deshidratación más simples.
Tiempos de procesamiento prolongados
El proceso es inherentemente lento. Un solo ciclo de congelación, secado primario y secado secundario puede tardar muchas horas o incluso varios días en completarse, lo que puede limitar el rendimiento de la producción.
Alto consumo de energía
Mantener un frío profundo y un alto vacío es un proceso que consume mucha energía. Los costos operativos asociados con la electricidad pueden ser sustancialmente más altos que los de los métodos convencionales de secado con aire caliente.
Tomando la decisión correcta para su objetivo
La decisión de utilizar la liofilización depende completamente de si su calidad de preservación superior justifica la inversión en tiempo y costo para su aplicación específica.
- Si su enfoque principal es la máxima calidad y preservación: La liofilización es la opción superior para materiales sensibles de alto valor como productos farmacéuticos, biológicos o alimentos premium donde la integridad no es negociable.
- Si su enfoque principal es la eficiencia de costos y el alto volumen: Métodos más simples como el secado al aire o con calor pueden ser más prácticos para productos a granel donde cierta degradación de la calidad es una compensación aceptable por costos más bajos.
- Si su enfoque principal es el almacenamiento a largo plazo sin refrigeración: La liofilización ofrece una estabilidad excepcional en almacenamiento y un peso ligero, lo que la hace ideal para suministros de emergencia, comidas de astronautas y materiales de archivo.
En última instancia, la liofilización es una inversión en la preservación del valor inherente y la integridad del producto original.
Tabla resumen:
| Ventaja | Característica clave | Ideal para |
|---|---|---|
| Preservación de calidad superior | Elimina el agua por sublimación a bajas temperaturas | Productos farmacéuticos, alimentos de alto valor, muestras biológicas |
| Mantiene la integridad estructural | Evita la contracción y el daño; el producto conserva su forma original | Café instantáneo, frutas, vacunas, proteínas |
| Estabilidad a largo plazo en almacenamiento | Ligero, estable a temperatura ambiente; no necesita refrigeración | Suministros de emergencia, raciones militares, materiales de archivo |
| Reconstitución rápida y completa | La estructura porosa permite una rehidratación rápida y uniforme | Comidas instantáneas, reactivos de laboratorio, ingredientes especiales |
¿Listo para preservar sus materiales más valiosos con una calidad inigualable?
La liofilización es el estándar de oro para proteger la integridad, potencia y vida útil de productos sensibles. En KINTEK, nos especializamos en proporcionar equipos de laboratorio avanzados, incluyendo liofilizadores, para satisfacer las necesidades precisas de laboratorios de investigación, farmacéuticos y de ciencia de los alimentos.
Nuestras soluciones le ayudan a:
- Mantener la calidad crítica del producto: Preserve la actividad biológica, los nutrientes y la estructura de sus materiales más delicados.
- Simplificar la logística: Cree productos ligeros y estables en almacenamiento que reduzcan los costos de almacenamiento y envío.
- Escalar sus operaciones: Desde I+D hasta la producción, encuentre el equipo adecuado para su aplicación específica.
Hablemos de cómo un liofilizador de KINTEK puede mejorar su proceso de preservación. ¡Contacte a nuestros expertos hoy para una consulta personalizada!
Guía Visual
Productos relacionados
- Liofilizador de Laboratorio de Alto Rendimiento
- Liofilizadora de Laboratorio de Alto Rendimiento para Investigación y Desarrollo
- Liofilizador de laboratorio de sobremesa para uso en laboratorio
- Liofilizador de Vacío de Laboratorio de Sobremesa
- Congelador Vertical de Ultra Baja Temperatura (ULT) de 108L
La gente también pregunta
- ¿Qué tipos de muestras líquidas se pueden procesar con una liofilizadora de laboratorio? Conserve sus materiales sensibles
- ¿Cuáles son los pasos para usar un liofilizador de laboratorio? Domine la liofilización para una conservación superior de las muestras
- ¿Cuáles son las ventajas técnicas de utilizar un liofilizador de laboratorio para precursores de carbono poroso? Preservación de redes 3D
- ¿Cuáles son las principales ventajas de la liofilización de laboratorio? Conserve materiales sensibles con una liofilización suave
- ¿Cómo apoyan los liofilizadores de laboratorio la investigación científica? Preservar la integridad de la muestra para obtener resultados reproducibles















