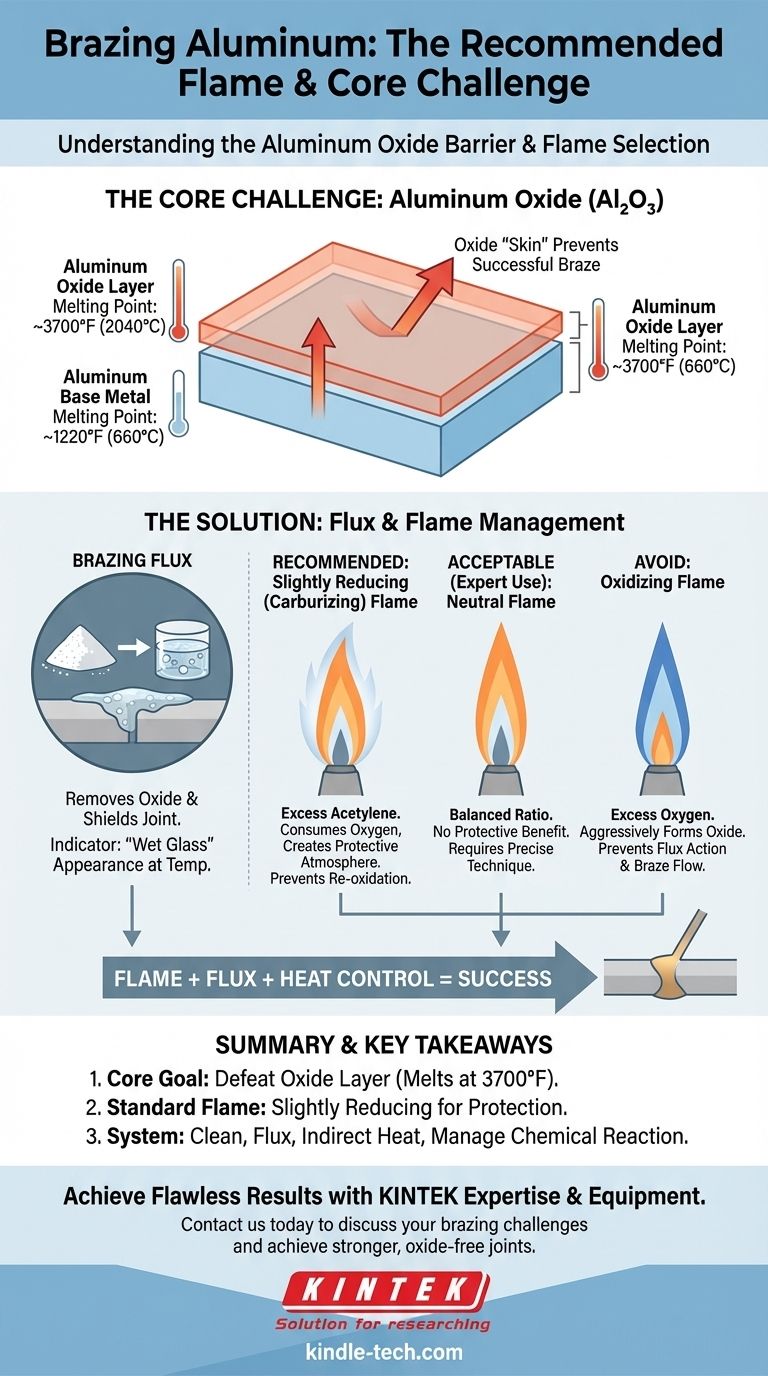
Para soldar aluminio, la recomendación estándar es una llama ligeramente reductora (carburante) de un soplete oxiacetilénico. Este tipo de llama tiene un ligero exceso de combustible, lo que ayuda a proteger el aluminio de la oxidación excesiva durante el proceso de calentamiento. Una llama neutra a veces se puede usar, pero una llama reductora proporciona un margen extra de seguridad contra la formación de la obstinada capa de óxido de aluminio que impide una soldadura exitosa.
La clave para soldar aluminio no es solo seleccionar una llama, sino comprender que su principal desafío es vencer la capa de óxido de aluminio. Su elección de llama, fundente y control de calor son todas herramientas dedicadas a manejar esta barrera invisible.

El desafío principal: comprender el óxido de aluminio
Soldar aluminio es fundamentalmente diferente de soldar acero o cobre debido a una realidad química que no se puede ver. El éxito depende totalmente de cómo maneje esta realidad.
El problema del óxido de aluminio
Todo el aluminio está cubierto por una capa delgada, transparente e increíblemente resistente de óxido de aluminio (Al₂O₃). Esta capa se funde a alrededor de 3700°F (2040°C), mientras que el aluminio subyacente se funde a una temperatura mucho más baja de aproximadamente 1220°F (660°C).
Si intenta calentar el aluminio a la temperatura de soldadura sin abordar esta capa de óxido, derretirá el metal base en un charco mucho antes de romper la "piel" de óxido que lo mantiene unido.
El papel del fundente
El fundente de soldadura es la solución química al problema del óxido. Cuando se calienta, el fundente se activa y realiza dos trabajos críticos: elimina la capa de óxido existente y protege la unión del oxígeno del aire, evitando que se forme nuevo óxido.
La apariencia del fundente es su indicador de temperatura más importante. Se volverá claro y líquido, pareciendo "vidrio húmedo", cuando la pieza de trabajo haya alcanzado la temperatura de soldadura correcta.
Selección de la llama adecuada para aluminio
Su llama es la herramienta que utiliza para aplicar calor, y sus propiedades químicas tienen un impacto directo en el óxido de aluminio que intenta vencer.
Por qué una llama ligeramente reductora (carburante) es estándar
Una llama reductora se crea con un ligero exceso de combustible de acetileno. Puede identificarla por el cono interior primario y una "pluma" secundaria, blanco-azulada, en la punta.
El exceso de combustible sin quemar en esta llama consume oxígeno en las inmediaciones de la unión. Esto crea una atmósfera protectora que ayuda a prevenir la rápida reformación del óxido de aluminio, facilitando el trabajo de su fundente.
¿Qué es una llama neutra?
Una llama neutra tiene una proporción perfectamente equilibrada de oxígeno y acetileno. Tiene un cono interior claro y bien definido y no tiene pluma secundaria.
Aunque puede ser utilizada para soldar aluminio por un operador experimentado, no ofrece ningún beneficio protector contra la oxidación. Es menos indulgente que una llama reductora si su técnica no es perfecta.
Por qué evitar una llama oxidante
Una llama oxidante, que tiene un exceso de oxígeno, es activamente dañina al soldar aluminio. Esta llama se caracteriza por un cono interior corto y puntiagudo y un fuerte silbido.
El exceso de oxígeno formará agresiva y rápidamente más óxido de aluminio en la pieza de trabajo, trabajando directamente contra su fundente y haciendo que una soldadura exitosa sea casi imposible.
Comprensión de las ventajas y desventajas
La llama es solo una parte de un sistema de tres partes: limpiar, fundente, calor. Un error en cualquiera de estas áreas conducirá al fracaso.
Sobrecalentamiento y fusión del metal base
El aluminio da muy poca advertencia antes de derretirse. A diferencia del acero, no brilla en rojo. El punto de fusión del material de aporte de soldadura es a menudo muy cercano al punto de fusión del propio aluminio, dejando una ventana muy estrecha para el éxito.
Aplicación incorrecta de calor
Concéntrese en calentar la pieza de trabajo de manera uniforme y amplia. No apunte la llama directamente a la varilla de material de aporte. Permita que el calor del metal base derrita el material de aporte, que luego será arrastrado a la unión por acción capilar.
Mala limpieza o aplicación de fundente
La llama no puede superar una unión sucia o mal fundida. El metal base debe limpiarse mecánicamente con un cepillo de acero inoxidable justo antes de aplicar el fundente. El fundente debe cubrir todas las superficies de la unión por completo.
Cómo aplicar esto a su proyecto
Su enfoque debe guiarse por la precisión requerida y su nivel de experiencia.
- Si su enfoque principal es la precisión en piezas pequeñas: Use una llama ligeramente reductora y una punta de soplete más pequeña. Preste mucha atención al fundente; tan pronto como se vuelva claro y líquido, introduzca la varilla de aporte en la unión.
- Si su enfoque principal es aprender el proceso: Practique con piezas de desecho de la misma aleación de aluminio. Cree deliberadamente llamas reductoras, neutras y oxidantes para ver sus efectos. Su objetivo es aprender a reconocer la apariencia de "vidrio húmedo" del fundente activo.
- Si su enfoque principal es lograr una unión fuerte y sin óxido: Recuerde que la llama es solo una parte del sistema. La limpieza meticulosa, la cobertura completa del fundente y el calentamiento indirecto son tan críticos como elegir una llama reductora.
Dominar este proceso proviene de comprender que no solo está derritiendo metal, sino que está manejando una reacción química en la superficie de la unión.
Tabla resumen:
| Tipo de llama | Relación Acetileno/Oxígeno | Característica clave | Efecto en la soldadura de aluminio |
|---|---|---|---|
| Ligeramente reductora (Recomendada) | Ligero exceso de acetileno | "Pluma" blanco-azulada en la punta | Protege contra la oxidación, más segura para el fundente |
| Neutra | Relación equilibrada | Cono interior claro y definido | Puede ser utilizada por expertos, menos indulgente |
| Oxidante (Evitar) | Exceso de oxígeno | Cono corto y puntiagudo, silbido | Forma óxido rápidamente, impide una soldadura exitosa |
Logre resultados impecables en la soldadura de aluminio con el equipo y la experiencia adecuados. Soldar aluminio requiere un control preciso del calor para manejar la obstinada capa de óxido. KINTEK se especializa en equipos y consumibles de laboratorio, atendiendo las necesidades de laboratorio con herramientas de calentamiento confiables y soporte experto. Deje que nuestro equipo lo ayude a seleccionar el soplete perfecto y le brinde orientación para su aplicación específica. Contáctenos hoy para discutir sus desafíos de soldadura y cómo podemos ayudarlo a lograr uniones más fuertes y sin óxido.
Guía Visual