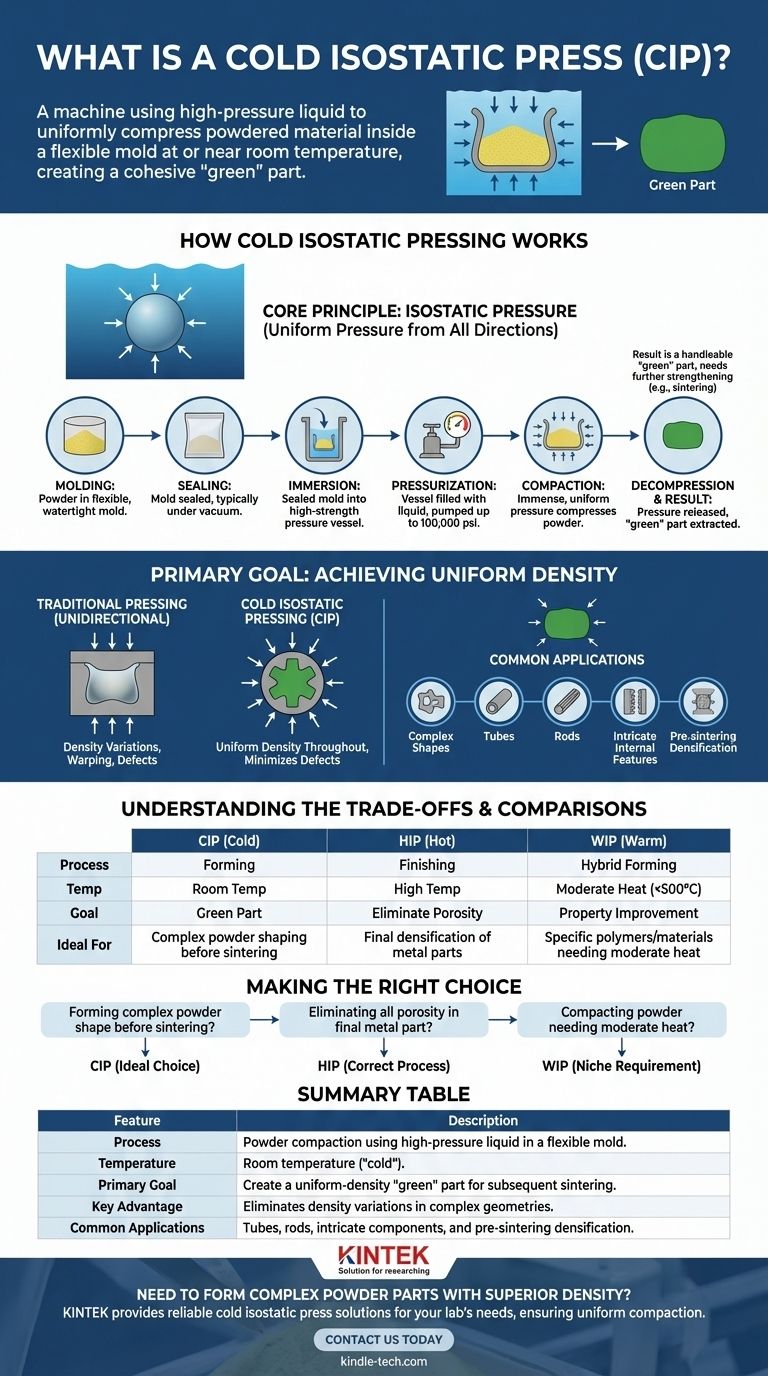
En esencia, una prensa isostática en frío (CIP) es una máquina que utiliza líquido a alta presión para comprimir uniformemente material en polvo dentro de un molde flexible. Opera a temperatura ambiente o cerca de ella para compactar el polvo en un objeto sólido y cohesivo conocido como pieza "en verde", que tiene suficiente resistencia para ser manipulada antes de someterse a un proceso de fortalecimiento final como la sinterización.
El propósito fundamental del prensado isostático en frío es aprovechar la presión uniforme basada en líquidos para superar las limitaciones del prensado mecánico tradicional. Esto crea compactos de polvo altamente consistentes y densos, especialmente para piezas con geometrías complejas, minimizando los defectos internos antes de la densificación final.

Cómo funciona el prensado isostático en frío
Para entender una CIP, primero debe comprender el principio de la presión isostática. Esta es la base de todo el proceso.
El principio fundamental: Presión isostática
La presión isostática es la presión que se ejerce por igual sobre todas las superficies de un objeto simultáneamente.
La analogía más simple es un objeto sumergido profundamente bajo el agua. La presión del agua proviene de todas las direcciones (arriba, abajo y todos los lados), comprimiendo el objeto de manera uniforme. Una prensa isostática en frío recrea este fenómeno en una cámara controlada.
El proceso paso a paso
El proceso CIP es una secuencia sencilla de acciones mecánicas.
- Moldeado: El material en polvo se carga en un molde flexible y hermético, típicamente hecho de un elastómero como poliuretano o caucho.
- Sellado: El molde se sella, a menudo al vacío, para eliminar cualquier aire atrapado que pueda causar defectos.
- Inmersión: El molde sellado se coloca en un recipiente a presión de alta resistencia.
- Presurización: El recipiente se llena con un medio líquido, comúnmente agua con un inhibidor de corrosión, aceite o una mezcla de glicol. Una bomba externa aumenta la presión del fluido, que puede alcanzar hasta 100,000 psi (o ~690 MPa).
- Compactación: Esta inmensa y uniforme presión se transmite a través del molde flexible, comprimiendo las partículas de polvo desde todas las direcciones.
- Descompresión: Se libera la presión, se retira el molde de la cámara y se extrae la pieza sólida recién formada.
El resultado: Una pieza "en verde"
El resultado de una CIP no es un componente terminado. Es un compacto "en verde" o "crudo".
Esta pieza es lo suficientemente densa y sólida como para ser manipulada, mecanizada o transportada, pero aún no ha alcanzado sus propiedades mecánicas finales. Para obtener su fuerza y densidad completas, debe someterse a un proceso posterior de alta temperatura, típicamente la sinterización.
El objetivo principal: Lograr una densidad uniforme
La ventaja clave de la CIP no es solo la compactación, sino la calidad de esa compactación. La presión uniforme crea una densidad uniforme.
Por qué la uniformidad es crítica
En el prensado unidireccional tradicional (prensado desde uno o dos lados), la fricción entre el polvo y las paredes del troquel causa variaciones de densidad dentro de la pieza. Estas inconsistencias pueden provocar deformaciones, grietas o tensiones internas durante la sinterización.
La CIP elimina este problema. Debido a que la presión se aplica por igual desde todos los lados, produce una pieza con una densidad excepcionalmente uniforme en todo su volumen, independientemente de su complejidad. Esto es crucial para componentes de alto rendimiento.
Aplicaciones comunes
El prensado isostático en frío es el método preferido para varios objetivos clave de fabricación.
Se utiliza para producir piezas con formas complejas, como tubos, varillas o componentes con características internas intrincadas que son difíciles o imposibles de formar con troqueles rígidos. También se utiliza simplemente para aumentar la densidad de una preforma de polvo antes de pasar a otra etapa de fabricación.
Comprender las ventajas y desventajas y las comparaciones
El prensado isostático en frío es una de varias tecnologías de prensado isostático. La elección correcta depende completamente de su material y su objetivo final.
Frío (CIP) vs. Prensado isostático en caliente (HIP)
Esta es la distinción más crítica. La CIP es un proceso de conformado, utilizado a temperatura ambiente para dar forma a polvos en una pieza en verde.
La HIP es un proceso de acabado, utilizado a temperaturas y presiones extremadamente altas para eliminar los vacíos y la porosidad finales en una pieza ya sólida (como una fundición o una pieza CIP sinterizada) para lograr el 100% de densidad teórica.
Frío (CIP) vs. Prensado isostático en caliente (WIP)
El prensado isostático en caliente (WIP) es un proceso híbrido. Opera a temperaturas elevadas, pero típicamente por debajo de 500°C, mucho más frío que el HIP.
Este calor moderado se utiliza durante la compactación para promover la difusión del material o los cambios de fase en polímeros específicos u otros materiales que se benefician de ello, pero el objetivo principal sigue siendo formar una pieza a partir de polvo.
Tomar la decisión correcta para su proyecto
Utilice esta guía para determinar qué proceso se alinea con su objetivo.
- Si su objetivo principal es formar una forma de polvo compleja antes de la sinterización: La CIP es la opción ideal para crear un compacto en verde uniforme y manejable.
- Si su objetivo principal es eliminar toda la porosidad en una pieza metálica final o fundición: El prensado isostático en caliente (HIP) es el proceso correcto, ya que utiliza calor y presión para la densificación final.
- Si su objetivo principal es compactar un polvo que se beneficia del calor moderado para mejorar sus propiedades durante el conformado: El prensado isostático en caliente (WIP) es la herramienta específica para ese requisito de nicho.
En última instancia, seleccionar la tecnología de prensado correcta es esencial para lograr la densidad, la forma y el rendimiento final deseados de su componente.
Tabla resumen:
| Característica | Descripción |
|---|---|
| Proceso | Compactación de polvo utilizando líquido a alta presión en un molde flexible. |
| Temperatura | Temperatura ambiente ("frío"). |
| Objetivo principal | Crear una pieza "en verde" de densidad uniforme para su posterior sinterización. |
| Ventaja clave | Elimina las variaciones de densidad en geometrías complejas. |
| Aplicaciones comunes | Tubos, varillas, componentes intrincados y densificación previa a la sinterización. |
¿Necesita formar piezas de polvo complejas con una densidad superior?
KINTEK se especializa en equipos y consumibles de laboratorio, proporcionando soluciones fiables de prensado isostático en frío para las necesidades de procesamiento de materiales de su laboratorio. Nuestra experiencia garantiza que logre la compactación uniforme requerida para componentes de alto rendimiento.
¡Contáctenos hoy para discutir cómo una CIP puede mejorar su proceso de fabricación!
Guía Visual
Productos relacionados
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Máquina de Prensa Isostática en Frío de Laboratorio Eléctrico CIP para Prensado Isostático en Frío
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Prensa isostática en caliente para investigación de baterías de estado sólido
La gente también pregunta
- ¿Por qué utilizar prensado isostático en frío (PIF) después del prensado en seco para cerámicas de Gd2O2S:Tb? Alcanzar la máxima densidad y uniformidad.
- ¿Qué papel juega la prensado isostático en frío en la formación de barras de alimentación para el crecimiento de monocristales? Asegure la estabilidad.
- ¿Cuál es el significado del prensado isostático? Logre una densidad uniforme en piezas complejas
- ¿Qué ventajas ofrece una prensa isostática en frío (CIP) para las baterías de estado sólido? Mayor densidad y uniformidad
- ¿Qué es la presión isostática en frío? Logre una densidad uniforme para piezas de polvo complejas












