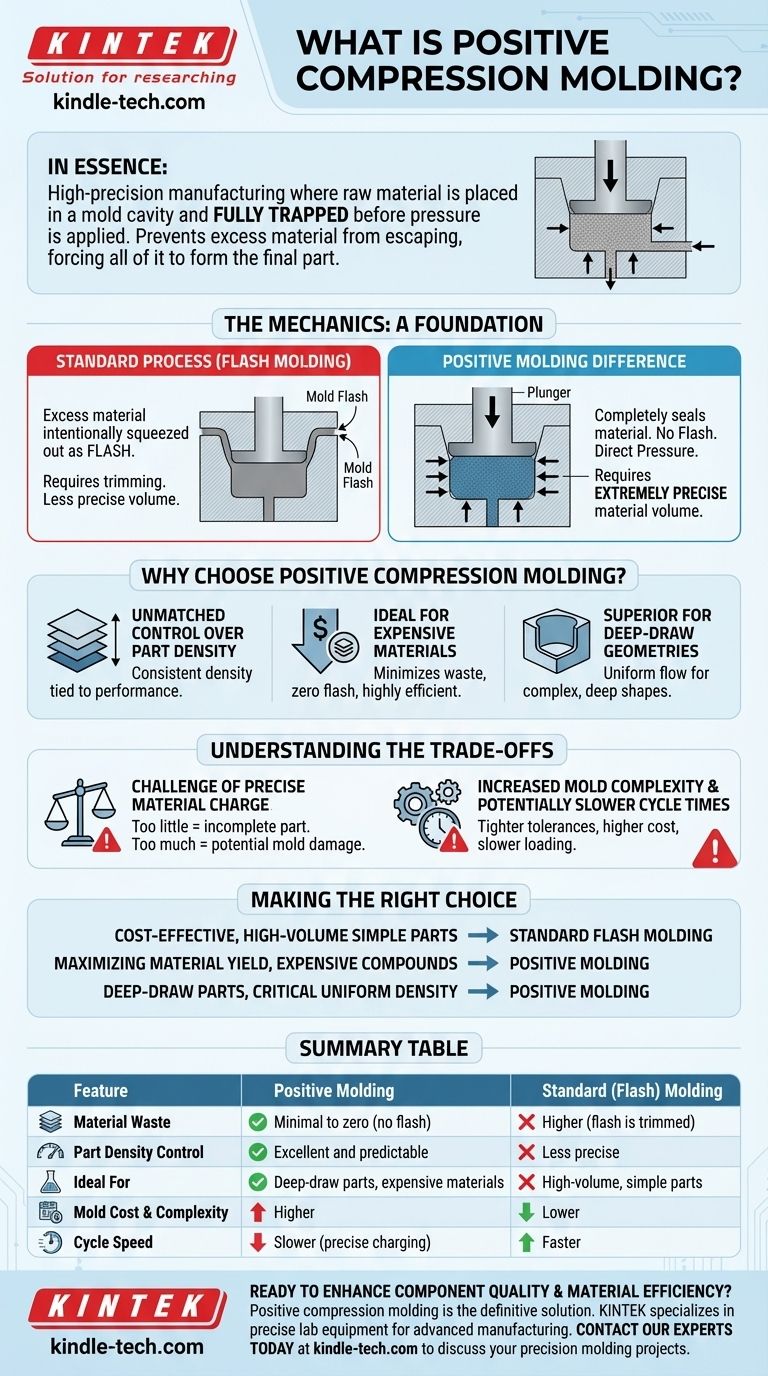
En esencia, el moldeo por compresión positiva es un proceso de fabricación de alta precisión donde la materia prima se coloca en una cavidad del molde y queda completamente atrapada antes de aplicar presión. A diferencia del moldeo por compresión estándar, este diseño evita que cualquier material sobrante escape, forzándolo a formar la pieza final bajo presión directa.
El moldeo positivo es un compromiso: se sacrifica la simplicidad y la tolerancia de un molde estándar de "rebaba" (flash) a cambio de un control superior sobre la densidad de la pieza, un desperdicio mínimo de material y la capacidad de formar formas complejas. Es una técnica elegida por la precisión, no por la velocidad.

La mecánica del moldeo por compresión: una base
Para comprender el moldeo positivo, primero debe entender el proceso estándar del que evolucionó. Ambos métodos utilizan calor y presión para dar forma a una carga de material, pero la forma en que gestionan el volumen y la presión es fundamentalmente diferente.
El proceso estándar (Moldeo con rebaba)
En el moldeo por compresión típico, se coloca una cantidad pre-medida de caucho o plástico, a menudo ligeramente superior a la necesaria, en la mitad inferior de un molde calentado.
Cuando el molde se cierra, la presión y el calor hacen que el material fluya y llene la cavidad.
Cualquier material sobrante, conocido como rebaba del molde (mold flash), es exprimido intencionalmente hacia pequeños canales de desbordamiento diseñados en el molde en la línea de partición. Esta rebaba se recorta posteriormente de la pieza terminada.
La diferencia del moldeo positivo
El moldeo por compresión positiva elimina la rebaba por diseño. El molde consta de una cavidad y un émbolo (o "fuerza") a juego que encaja perfectamente en ella, muy parecido a un pistón en un cilindro.
Cuando el molde se cierra, el émbolo entra en la cavidad y sella completamente la carga de material dentro de ella.
Toda la presión aplicada actúa directamente sobre el material, forzándolo a llenar cada detalle del molde. Como nada puede escapar, el volumen de la carga inicial de material debe ser extremadamente preciso.
¿Por qué elegir el moldeo por compresión positiva?
Los ingenieros especifican el moldeo positivo cuando el rendimiento de la pieza y la eficiencia del material son más críticos que la velocidad bruta de producción. Los beneficios abordan directamente las limitaciones del moldeo estándar.
Control inigualable sobre la densidad de la pieza
Debido a que todo el material está contenido, la densidad final de la pieza es un resultado directo y predecible del volumen del material y la fuerza aplicada. Esto es crucial para componentes donde la densidad constante está ligada al rendimiento, como sellos o amortiguadores de vibración.
Ideal para materiales costosos
El moldeo positivo es excepcionalmente eficiente. Al no perder material en forma de rebaba, minimiza el desperdicio. Esto lo convierte en la opción superior cuando se trabaja con compuestos de alto costo como elastómeros especializados, siliconas o polímeros avanzados, donde cada gramo ahorrado impacta en el resultado final.
Superior para geometrías de embutición profunda
Una pieza de embutición profunda es aquella cuya profundidad es mayor que su diámetro. Forzar al material a fluir hacia tal forma con el moldeo estándar es difícil y puede provocar defectos.
La presión directa del émbolo en un molde positivo actúa como un ariete hidráulico, asegurando que el material fluya uniformemente y llene por completo estas cavidades profundas y complejas para obtener una pieza uniforme y sin huecos.
Comprender los compromisos
La precisión del moldeo positivo conlleva desafíos operativos específicos. No es un método universalmente superior, y sus inconvenientes deben considerarse cuidadosamente.
El desafío de la carga precisa del material
Este es el mayor desafío del moldeo positivo. Dado que no hay desbordamiento para el material sobrante, la carga inicial debe medirse con extrema precisión.
Muy poco material resulta en una pieza incompleta e inutilizable. Demasiado material puede generar una presión inmensa, lo que podría dañar el molde o la prensa misma.
Mayor complejidad y costo del molde
El diseño de ajuste preciso entre el émbolo y la cavidad requiere tolerancias de mecanizado mucho más estrictas que un molde simple con rebaba. Esta ingeniería de precisión hace que la herramienta inicial sea más compleja y, por lo tanto, más costosa de producir.
Tiempos de ciclo potencialmente más lentos
La necesidad de pesar y cargar cuidadosamente una carga de material precisa puede ralentizar el ciclo de producción general. En contraste, el moldeo con rebaba permite un proceso de carga más rápido y menos preciso, priorizando el volumen sobre la perfección por pieza.
Tomar la decisión correcta para su aplicación
La decisión entre el moldeo por compresión positivo y el estándar es estratégica y se basa en las prioridades únicas de su proyecto.
- Si su enfoque principal es la producción rentable y de gran volumen de piezas simples: El moldeo por compresión estándar con rebaba es casi siempre la opción más práctica y económica.
- Si su enfoque principal es maximizar el rendimiento del material para compuestos costosos: La característica de "cero desperdicio" del moldeo positivo proporciona una clara ventaja financiera y de recursos.
- Si su enfoque principal es crear piezas de embutición profunda o componentes donde la densidad uniforme es crítica para el rendimiento: El moldeo positivo es la técnica esencial para garantizar la integridad y calidad de la pieza.
En última instancia, comprender esta distinción le permite alinear su proceso de fabricación directamente con los requisitos críticos de rendimiento y costo de su pieza.
Tabla de resumen:
| Característica | Moldeo Positivo | Moldeo Estándar (con rebaba) |
|---|---|---|
| Desperdicio de material | Mínimo o nulo (sin rebaba) | Mayor (la rebaba se recorta) |
| Control de densidad de la pieza | Excelente y predecible | Menos preciso |
| Ideal para | Piezas de embutición profunda, materiales costosos | Piezas simples de gran volumen |
| Costo y complejidad del molde | Mayor | Menor |
| Velocidad del ciclo | Más lenta (se requiere carga precisa) | Más rápida |
¿Listo para mejorar la calidad de sus componentes y la eficiencia del material?
El moldeo por compresión positiva es la solución definitiva para aplicaciones que exigen un control superior de la densidad, geometrías complejas y el máximo rendimiento del material, especialmente cuando se trabaja con polímeros y elastómeros de alto costo.
En KINTEK, nos especializamos en proporcionar el equipo de laboratorio y los consumibles precisos necesarios para respaldar procesos de fabricación avanzados como el moldeo positivo. Nuestra experiencia ayuda a laboratorios y fabricantes a lograr resultados consistentes y de alto rendimiento.
Póngase en contacto con nuestros expertos hoy mismo para analizar cómo podemos apoyar sus proyectos de moldeo de precisión y ayudarle a seleccionar el equipo adecuado para sus requisitos específicos de material y pieza.
Guía Visual
Productos relacionados
- Molde de Prensa de Bolas para Laboratorio
- Máquina de moldeo por inyección pequeña para uso en laboratorio
- Molde de Prensado Bidireccional Redondo para Laboratorio
- Molde de Prensado Antirrotura para Uso en Laboratorio
- Prensa de Anillo para Aplicaciones de Laboratorio
La gente también pregunta
- ¿Cuáles son las ventajas de usar una prensa hidráulica de laboratorio para el prensado en caliente? Lograr la densidad máxima de nanocompuestos
- ¿Cómo garantiza una prensa hidráulica de laboratorio la calidad de los compuestos de PHBV/fibra natural? Guía de expertos
- ¿Qué papel juega una prensa hidráulica de laboratorio en caliente en las placas compuestas a base de cáscara de arroz? Lograr densidad estructural
- ¿Cuál es la función de una prensa hidráulica caliente de laboratorio en el ensamblaje de celdas fotoelectroquímicas de estado sólido?
- ¿Por qué se requieren moldes de presión con paredes interiores de resina no conductora para las pruebas de baterías? Garantizar la precisión de los datos


















