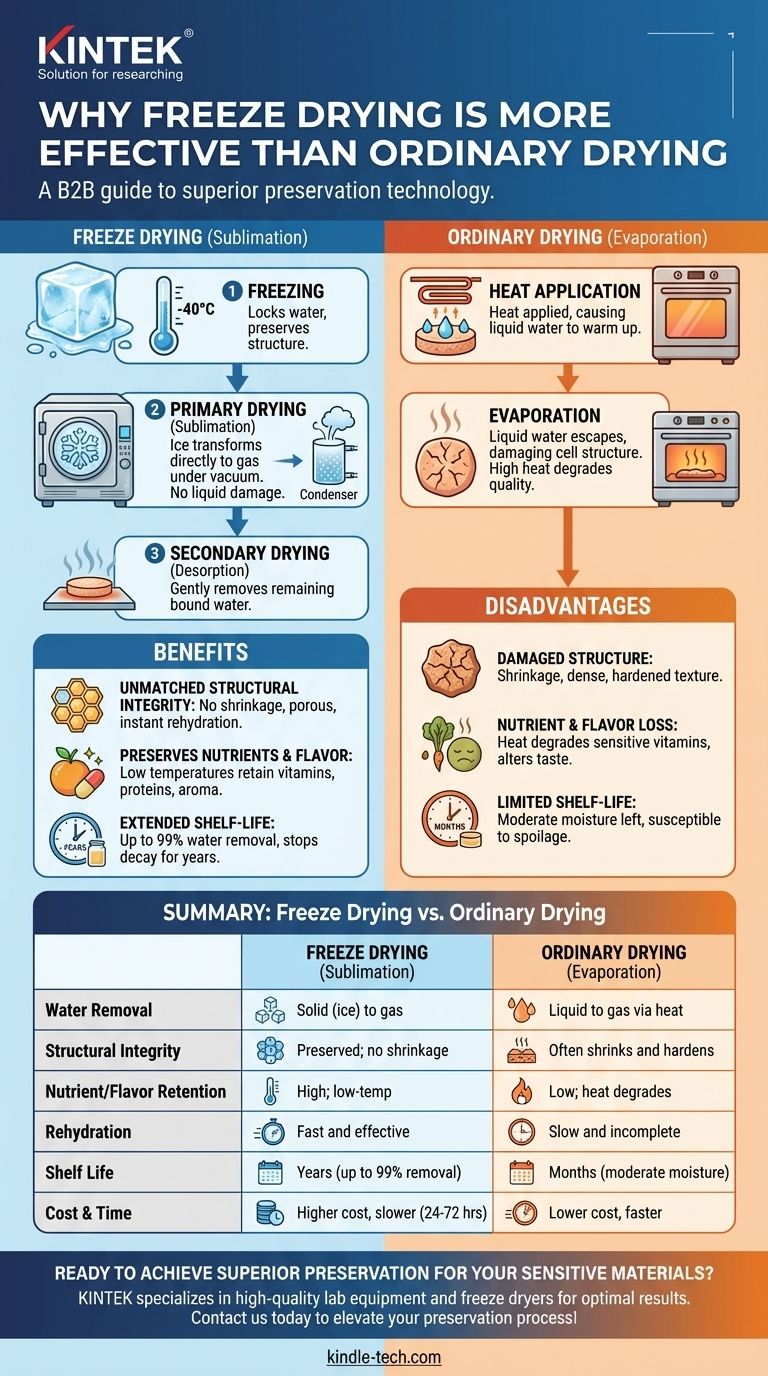
A nivel fundamental, el secado por congelación se considera más eficaz que el secado ordinario porque elimina el agua convirtiéndola de un sólido (hielo) directamente en un gas (vapor), evitando por completo la fase líquida destructiva. Este proceso, llamado sublimación, preserva la estructura física original, la composición química y el valor nutricional del producto de una manera que la evaporación convencional basada en el calor no puede lograr.
Mientras que el secado convencional utiliza calor para forzar la salida del agua líquida —dañando la estructura del producto y degradando su calidad—, el secado por congelación elimina suavemente el agua desde un estado congelado. Esta diferencia fundamental es la razón por la cual los productos liofilizados conservan su forma, sabor y nutrientes originales con una fidelidad inigualable.
La ciencia de la conservación: Sublimación frente a evaporación
Para comprender la eficacia del secado por congelación, primero debe comprender los mecanismos centrales de eliminación de agua y el impacto que cada uno tiene en el material que se seca.
Cómo funciona el secado convencional
Los métodos de secado convencionales, como el uso de un horno o un deshidratador de aire, se basan en la evaporación. Se aplica calor al producto, lo que hace que el agua líquida en su interior se caliente y se convierta en vapor.
Este proceso es eficaz para eliminar el agua, pero tiene un costo. A medida que el agua líquida se mueve a través del producto para escapar, puede dañar y colapsar las delicadas estructuras celulares, lo que provoca encogimiento y una textura densa y endurecida. El calor alto también degrada las vitaminas sensibles al calor, altera los sabores y puede cambiar el color del producto.
El proceso de liofilización: un viaje de tres pasos
El secado por congelación, también conocido como liofilización, evita estos problemas al mantener el agua en estado sólido durante toda su eliminación. El proceso es una operación de baja temperatura y baja presión cuidadosamente controlada.
Paso 1: Congelación
El producto se congela primero hasta quedar sólido, generalmente a temperaturas muy bajas (por ejemplo, -40 °C o inferiores). Este paso es fundamental porque fija las moléculas de agua en su lugar, preservando la estructura física del producto antes de que comience el secado.
Paso 2: Secado primario (Sublimación)
Luego, el producto congelado se somete a un vacío profundo. Se introduce lenta y gradualmente una pequeña cantidad de calor controlada, proporcionando suficiente energía para que los cristales de hielo se transformen directamente en vapor de agua.
Esto es sublimación. Debido a que el agua nunca se convierte en líquido, la estructura rígida del producto congelado permanece intacta. Luego, el vapor de agua se extrae y se recolecta en una serpentina condensadora extremadamente fría, volviendo a convertirse en hielo.
Paso 3: Secado secundario (Desorción)
Después de que la fase de sublimación primaria elimina la mayor parte del hielo, algunas moléculas de agua permanecen unidas a la superficie del producto. La temperatura se eleva suavemente más, todavía bajo vacío, para romper estos enlaces y eliminar los últimos rastros de humedad.
Los beneficios tangibles de una conservación superior
El mecanismo único de sublimación se traduce directamente en resultados superiores en varias métricas clave.
Integridad estructural y textural inigualable
Debido a que el secado por congelación preserva la red celular del producto, no se encoge ni se endurece. El producto final es muy poroso y ligero, conservando su tamaño y forma originales.
Esta estructura porosa permite una rehidratación casi instantánea. Cuando se añade agua, esta llena rápidamente los vacíos microscópicos dejados por los cristales de hielo sublimados, devolviendo el producto a un estado notablemente cercano a su forma fresca.
Conservación de nutrientes y sabor
Las bajas temperaturas utilizadas durante todo el proceso de liofilización minimizan las reacciones químicas y la degradación.
Los componentes sensibles al calor como vitaminas, proteínas y enzimas beneficiosas se retienen en gran medida. Los compuestos volátiles responsables del aroma y el sabor también permanecen, lo que da como resultado un producto que sabe significativamente mejor y es más nutritivo que uno secado con calor alto.
Vida útil prolongada sin conservantes
Al eliminar hasta el 99% del agua, el secado por congelación detiene eficazmente las dos principales causas de deterioro: el crecimiento microbiano (bacterias, moho) y la degradación enzimática.
Cuando se almacenan en un recipiente hermético y a prueba de humedad, los productos liofilizados pueden tener una vida útil de muchos años, superando con creces a los productos secados convencionalmente, sin necesidad de conservantes químicos.
Comprender las compensaciones
A pesar de sus claras ventajas en calidad, el secado por congelación no es la opción óptima para todas las situaciones. Su eficacia conlleva compensaciones significativas.
El costo de la calidad: tiempo y energía
El secado por congelación es un proceso lento basado en lotes. Un ciclo típico puede tardar entre 24 y 72 horas o más, dependiendo del producto y el equipo.
La maquinaria requerida —sistemas de refrigeración potentes y bombas de vacío de alta capacidad— es costosa de comprar y operar. Este alto consumo de energía y el largo tiempo de procesamiento son las principales razones por las que los productos liofilizados son significativamente más caros que sus contrapartes secadas convencionalmente.
No es una solución única para todos
El proceso debe adaptarse cuidadosamente al producto específico. Los diferentes materiales requieren diferentes velocidades de congelación, niveles de vacío y perfiles de temperatura para lograr resultados óptimos sin dañar el producto.
Aunque es versátil, el método es más adecuado para materiales de alto valor donde la preservación de la estructura y la actividad biológica es la máxima prioridad, como productos farmacéuticos, muestras de laboratorio e ingredientes alimentarios prémium.
Tomar la decisión correcta para su objetivo
En última instancia, el método "mejor" depende completamente de su objetivo.
- Si su enfoque principal es preservar materiales sensibles y de alto valor: El secado por congelación es el estándar de oro para productos farmacéuticos, muestras biológicas y alimentos gourmet donde la calidad no es negociable.
- Si su enfoque principal es la reducción de volumen y una vida útil moderada: La deshidratación convencional es una solución mucho más rentable y rápida para muchos alimentos comunes como la carne seca o las frutas deshidratadas, donde algún cambio textural es aceptable.
- Si su enfoque principal es lograr la vida útil más larga posible con una rehidratación casi perfecta: El secado por congelación es inigualable para crear suministros de alimentos de emergencia e ingredientes que deben funcionar como frescos.
Comprender el mecanismo central de eliminación de agua —sublimación frente a evaporación— es la clave para seleccionar la tecnología de conservación adecuada para sus necesidades específicas.
Tabla de resumen:
| Aspecto | Secado por congelación (Sublimación) | Secado ordinario (Evaporación) |
|---|---|---|
| Eliminación de agua | Sólido (hielo) a gas (vapor) | Líquido a gas mediante calor |
| Integridad estructural | Preservada; sin encogimiento | A menudo se encoge y endurece |
| Retención de nutrientes/sabor | Alta; proceso a baja temperatura | Baja; el calor degrada los componentes |
| Rehidratación | Rápida y eficaz | Lenta e incompleta |
| Vida útil | Años (hasta un 99% de agua eliminada) | Meses (queda humedad moderada) |
| Costo y tiempo | Costo más alto, más lento (24-72 horas) | Costo más bajo, más rápido |
¿Listo para lograr una conservación superior para sus materiales sensibles?
En KINTEK, nos especializamos en proporcionar equipos de laboratorio de alta calidad, incluidas liofilizadoras diseñadas para preservar la integridad estructural, el valor nutricional y la vida útil de sus productos farmacéuticos, muestras biológicas e ingredientes alimentarios prémium. Nuestras soluciones garantizan un control preciso de la temperatura y una sublimación eficiente para obtener resultados óptimos.
¡Contáctenos hoy para encontrar el sistema de liofilización perfecto para las necesidades de su laboratorio y eleve su proceso de conservación!
Póngase en contacto con nuestros expertos →
Guía Visual
Productos relacionados
- Liofilizador de Laboratorio de Alto Rendimiento
- Liofilizadora de Laboratorio de Alto Rendimiento para Investigación y Desarrollo
- Liofilizador de laboratorio de sobremesa para uso en laboratorio
- Liofilizador de Vacío de Laboratorio de Sobremesa
- Congelador Vertical de Ultra Baja Temperatura (ULT) de 108L
La gente también pregunta
- ¿Qué papel juega una liofilizadora de laboratorio en la síntesis de electrocatalizadores a base de grafeno? Conservar estructuras 3D
- ¿Por qué se utiliza una liofilizadora de laboratorio antes de la caracterización de la biomasa? Preservar la integridad estructural para obtener datos precisos
- ¿Qué precauciones se deben tomar al usar un liofilizador de laboratorio? Pasos esenciales para una liofilización fiable
- ¿Qué papel juegan las liofilizadoras de laboratorio en la industria alimentaria? Desbloquee una conservación superior de los alimentos
- ¿Cuáles son los pasos para usar un liofilizador de laboratorio? Domine la liofilización para una conservación superior de las muestras















