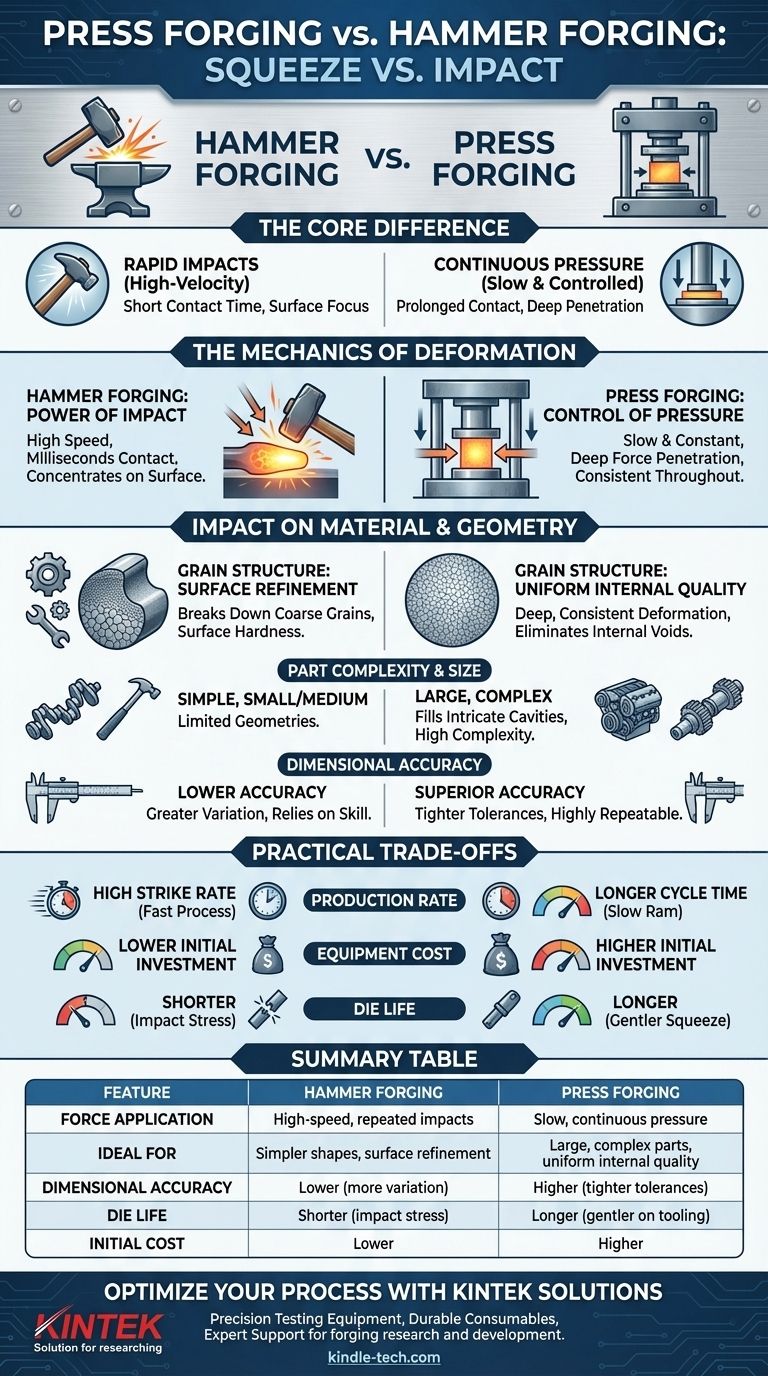
En esencia, la diferencia entre la forja con prensa y la forja con martillo radica en cómo se aplica la fuerza a la pieza de trabajo. La forja con martillo aplica una serie de impactos rápidos y de alta velocidad, similar al martillo de un herrero. En contraste, la forja con prensa aplica una presión lenta, continua y controlada para comprimir el metal hasta darle forma.
Aunque ambos métodos dan forma al metal mediante deformación plástica, la elección entre ellos es una decisión de ingeniería crítica. La forja con martillo se define por el impacto de alta velocidad y es ideal para formas más simples y el refinamiento de la superficie, mientras que la forja con prensa utiliza una presión lenta y penetrante, lo que la hace superior para piezas grandes y complejas que exigen una calidad interna uniforme.

La mecánica de la deformación: compresión vs. impacto
La diferencia fundamental en la aplicación de la fuerza dicta todos los demás aspectos del proceso, desde la estructura de grano resultante del material hasta la complejidad y el costo de la pieza final.
Forja con martillo: el poder del impacto
La forja con martillo utiliza un troquel que golpea la pieza de trabajo a alta velocidad. Esto transfiere una enorme cantidad de energía cinética en una duración muy corta.
El tiempo de contacto entre el troquel del martillo y el metal caliente es extremadamente breve, medido en milisegundos. Esto minimiza la transferencia de calor de la pieza de trabajo al troquel, manteniendo el núcleo de la pieza más caliente durante más tiempo.
Sin embargo, la energía del impacto tiende a concentrarse en la superficie de la pieza de trabajo. Esto puede resultar en una deformación menos uniforme en toda la sección transversal del material.
Forja con prensa: el control de la presión
La forja con prensa, utilizando una prensa mecánica o hidráulica, es un proceso de compresión controlada. El ariete de la prensa se mueve a una velocidad mucho más lenta y constante, aplicando toda la presión durante su carrera.
Este tiempo de contacto prolongado permite que la fuerza penetre profundamente en el material. La aplicación lenta asegura que la deformación sea consistente desde la superficie hasta el núcleo de la pieza de trabajo.
Este método proporciona un control excepcional sobre la forma final y el flujo de grano interno del material.
Impacto en las propiedades y la geometría del material
La distinción "compresión vs. impacto" influye directamente en la calidad, forma y precisión del componente forjado final.
Estructura de grano y calidad interna
La forja con martillo es eficaz para refinar la estructura de grano en y cerca de la superficie de la pieza. Los impactos rápidos rompen los granos gruesos, mejorando la dureza de la superficie y la resistencia a la fatiga.
La forja con prensa crea una microestructura mucho más uniforme y de grano fino en todo el volumen del componente. Esta deformación profunda y consistente es crítica para piezas de alto rendimiento y críticas para el estrés, como discos de turbina o componentes estructurales aeroespaciales, ya que elimina los vacíos internos y asegura propiedades mecánicas predecibles.
Complejidad y tamaño de las piezas alcanzables
La forja con martillo se utiliza típicamente para piezas de tamaño pequeño a mediano con geometrías relativamente simples, como herramientas manuales, cigüeñales y bielas.
La forja con prensa sobresale en la producción de piezas muy grandes y geométricamente complejas. La presión lenta y controlada permite que el metal fluya más completamente en cavidades de troquel intrincadas, lo que permite la creación de componentes imposibles de formar con un martillo.
Precisión dimensional y tolerancias
La forja con prensa ofrece una precisión dimensional superior y la capacidad de mantener tolerancias más estrictas. La fuerza y velocidad controladas de la prensa dan como resultado un proceso altamente repetible.
La forja con martillo depende más de la habilidad del operador y de la energía de cada golpe, lo que puede variar. Esto conduce a una mayor variación dimensional en las piezas finales, lo que a menudo requiere un mecanizado secundario más extenso.
Comprendiendo las compensaciones prácticas
Elegir un proceso no se trata solo de ciencia de materiales; también es una decisión basada en la economía, el volumen de producción y las limitaciones operativas.
Tasa de producción vs. tiempo de ciclo
La forja con martillo tiene una tasa de golpe muy alta, lo que hace que el proceso en sí sea muy rápido. Para piezas más simples, esto puede llevar a una tasa de producción general más alta.
La forja con prensa tiene un tiempo de ciclo más largo por pieza debido al movimiento lento del ariete. Sin embargo, las prensas automatizadas modernas aún pueden lograr un alto rendimiento para componentes adecuados.
Costo del equipo e inversión
El equipo de forja con martillo es generalmente menos costoso, requiere una base más simple y representa una inversión de capital inicial menor.
Las prensas hidráulicas y mecánicas, especialmente aquellas con altas clasificaciones de tonelaje, son máquinas masivas y complejas que son significativamente más caras de comprar, instalar y mantener.
Vida útil y mantenimiento del troquel
Los impactos intensos y repetidos de un martillo de forja causan un desgaste y una tensión significativos en los troqueles, lo que resulta en una vida útil del troquel más corta y mayores costos de reemplazo de herramientas.
La compresión controlada de una prensa es mucho más suave para las herramientas. Esto conduce a una vida útil del troquel más larga y a un mantenimiento reducido, lo que puede compensar el mayor costo inicial del equipo a largo plazo.
Tomar la decisión correcta para su aplicación
Seleccionar el proceso de forja correcto requiere alinear las capacidades del método con los requisitos de ingeniería y comerciales específicos de su componente.
- Si su enfoque principal son componentes grandes y críticos para la seguridad (por ejemplo, trenes de aterrizaje aeroespaciales, grandes ejes industriales): Elija la forja con prensa por su estructura de grano interna superior, uniformidad e integridad sin vacíos.
- Si su enfoque principal es la producción de alto volumen de piezas más pequeñas y simples (por ejemplo, herramientas manuales, componentes automotrices estándar): La forja con martillo suele ser la opción más rentable debido a su velocidad y menor costo inicial del equipo.
- Si su enfoque principal es la precisión dimensional extrema y la geometría compleja: La forja con prensa proporciona el control necesario para lograr tolerancias estrictas y llenar cavidades de troquel intrincadas, minimizando el mecanizado final.
- Si su enfoque principal es minimizar la inversión de capital inicial para una nueva operación: La forja con martillo proporciona una barrera de entrada más baja para producir una gama de piezas forjadas estándar.
En última instancia, el proceso correcto es el que produce una pieza que cumple con todas las especificaciones de ingeniería al costo total más efectivo.
Tabla resumen:
| Característica | Forja con Martillo | Forja con Prensa |
|---|---|---|
| Aplicación de Fuerza | Impactos repetidos de alta velocidad | Presión lenta y continua |
| Ideal Para | Formas más simples, refinamiento de superficie | Piezas grandes y complejas, calidad interna uniforme |
| Precisión Dimensional | Menor (más variación) | Mayor (tolerancias más estrictas) |
| Vida Útil del Troquel | Más corta (debido al estrés por impacto) | Más larga (más suave con las herramientas) |
| Costo Inicial del Equipo | Menor | Mayor |
Optimice su proceso de conformación de metales con las soluciones KINTEK
Elegir entre la forja con prensa y la forja con martillo es fundamental para lograr el equilibrio adecuado entre calidad de la pieza, costo y rendimiento. En KINTEK, nos especializamos en proporcionar equipos de laboratorio y consumibles avanzados que apoyan las pruebas de materiales y el desarrollo de procesos para aplicaciones de forja. Ya sea que esté investigando el comportamiento de los materiales, probando diseños de troqueles u optimizando parámetros de producción, nuestras herramientas confiables lo ayudan a tomar decisiones basadas en datos.
Permítanos ayudarle a mejorar sus operaciones de forja:
- Equipo de prueba de precisión: Evalúe las propiedades del material y la estructura del grano.
- Consumibles duraderos: Asegure resultados consistentes en simulaciones de forja a alta temperatura.
- Soporte experto: Aproveche nuestra experiencia para seleccionar las herramientas adecuadas para sus necesidades de I+D o control de calidad.
Contáctenos hoy mismo para discutir cómo las soluciones de KINTEK pueden apoyar sus desafíos de forja e impulsar la eficiencia en su laboratorio o entorno de producción.
Guía Visual
Productos relacionados
- Prensa de Anillo para Aplicaciones de Laboratorio
- Molde de Prensado Bidireccional Redondo para Laboratorio
- Molde de Prensado Antirrotura para Uso en Laboratorio
- Molde de Prensa Cuadrado para Aplicaciones de Laboratorio
- Molde de Prensa Cilíndrico para Aplicaciones de Laboratorio
La gente también pregunta
- ¿Qué problemas técnicos resuelven los troqueles de presión especializados? Solucionan la delaminación y los gradientes de densidad en el prensado de baterías.
- ¿Por qué se requieren moldes de presión con paredes interiores de resina no conductora para las pruebas de baterías? Garantizar la precisión de los datos
- ¿Para qué se utiliza un molde de prensa? Logre precisión y eficiencia repetibles
- ¿Cuál es la función de los moldes de prensa durante la preparación de los composites SiCf/Ti-43Al-9V? Lograr precisión estructural
- ¿Cuál es la función principal del prensado en molde para los polvos LAGP? Lograr electrolitos sólidos de alto rendimiento

















