En esencia, el prensado isostático funciona utilizando un fluido para aplicar una presión uniforme y envolvente a un polvo sellado dentro de un molde flexible. Este método difiere significativamente del prensado tradicional, que aplica fuerza desde una o dos direcciones solamente. Al rodear el molde con un medio presurizado, el polvo se compacta uniformemente desde todos los ángulos, lo que da como resultado una pieza sólida con propiedades muy consistentes.
La característica definitoria del prensado isostático es su uso de la presión hidrostática: fuerza igual ejercida sobre todas las superficies. Esto elimina las variaciones de densidad y las tensiones internas comunes en las piezas fabricadas con fuerza direccional, lo que conduce a componentes finales superiores.

El Principio Fundamental: Presión desde Todas las Direcciones
La fabricación tradicional a menudo implica empujar una matriz contra un polvo, lo que se conoce como prensado uniaxial. El prensado isostático abandona este enfoque direccional por uno más holístico.
El Papel del Molde Flexible
El proceso comienza colocando un polvo, generalmente metálico o cerámico, dentro de un contenedor o molde flexible. Este molde a menudo está hecho de caucho, uretano o PVC.
Este contenedor actúa como barrera, manteniendo el polvo separado del fluido de presurización mientras transmite con precisión la presión al polvo en su interior.
Aplicación de la Presión Hidrostática
El molde sellado se coloca luego dentro de una vasija a presión. Esta vasija se llena con un fluido, como agua o aceite.
Se aplica presión al fluido, el cual, según el principio de Pascal, transmite esa presión de manera igual y uniforme a cada punto de la superficie del molde flexible.
El Proceso de Compactación
A medida que el molde se comprime desde todas las direcciones, colapsa hacia adentro, compactando el polvo en una masa sólida y densa llamada pieza "en verde". Esta pieza tiene la forma del molde pero aún es frágil y requiere un procesamiento posterior como la sinterización.
Variaciones Clave del Proceso
Si bien el principio central sigue siendo el mismo, el prensado isostático se adapta a diferentes materiales y resultados, principalmente controlando la temperatura.
Prensado Isostático en Frío (CIP)
Este es el proceso estándar que se realiza a temperatura ambiente. Se utiliza para crear la pieza en verde inicial con densidad uniforme antes de que se someta a un calentamiento posterior (sinterización) para unir las partículas.
Prensado Isostático en Caliente (HIP)
El prensado isostático en caliente combina una inmensa presión con altas temperaturas dentro de la vasija. En lugar de un líquido, se utiliza un gas inerte como el argón como medio de presión.
La aplicación simultánea de calor y presión permite que la compactación y la sinterización ocurran en un solo paso. Este proceso puede lograr casi el 100% de la densidad teórica, eliminando los vacíos internos y mejorando drásticamente las propiedades mecánicas del material.
Comprender las Compensaciones
El prensado isostático ofrece ventajas significativas, pero no es la solución para todas las aplicaciones. Comprender sus limitaciones es clave para utilizarlo de manera efectiva.
Ventajas sobre el Prensado Uniaxial
El principal beneficio es la uniformidad de la pieza final. Debido a que la presión se aplica desde todas las direcciones, no hay gradientes de densidad, lo que reduce el riesgo de deformación o agrietamiento durante la etapa final de sinterización.
Este método también permite la creación de geometrías más complejas, incluidas piezas con socavados o secciones huecas que son imposibles de formar con una matriz rígida.
Limitaciones y Consideraciones Comunes
La utillaje, específicamente los moldes flexibles, tiene una vida útil más corta que las matrices de acero endurecido utilizadas en el prensado convencional.
El tiempo de ciclo del proceso para el prensado isostático puede ser más lento que el de las prensas mecánicas de alta velocidad, lo que lo hace menos adecuado para la producción de muy alto volumen de formas simples.
Finalmente, el equipo requerido, especialmente para el prensado isostático en caliente, representa una inversión de capital significativa.
Tomar la Decisión Correcta para su Objetivo
Seleccionar el método de compactación correcto depende completamente de las características deseadas del componente final.
- Si su enfoque principal es crear piezas con la mayor densidad posible y propiedades mecánicas uniformes: El Prensado Isostático en Caliente (HIP) es la opción superior para eliminar toda la porosidad interna.
- Si su enfoque principal es producir formas complejas que no se pueden hacer con matrices rígidas: El Prensado Isostático en Frío (CIP) proporciona la libertad geométrica necesaria antes de la sinterización final.
- Si su enfoque principal es la fabricación de alto volumen de formas simples al menor costo: La compactación tradicional con matriz uniaxial es probablemente el método más económico y rápido.
En última instancia, comprender cómo el prensado isostático aprovecha la presión uniforme le permite producir componentes con un nivel de calidad y complejidad que otros métodos no pueden lograr.
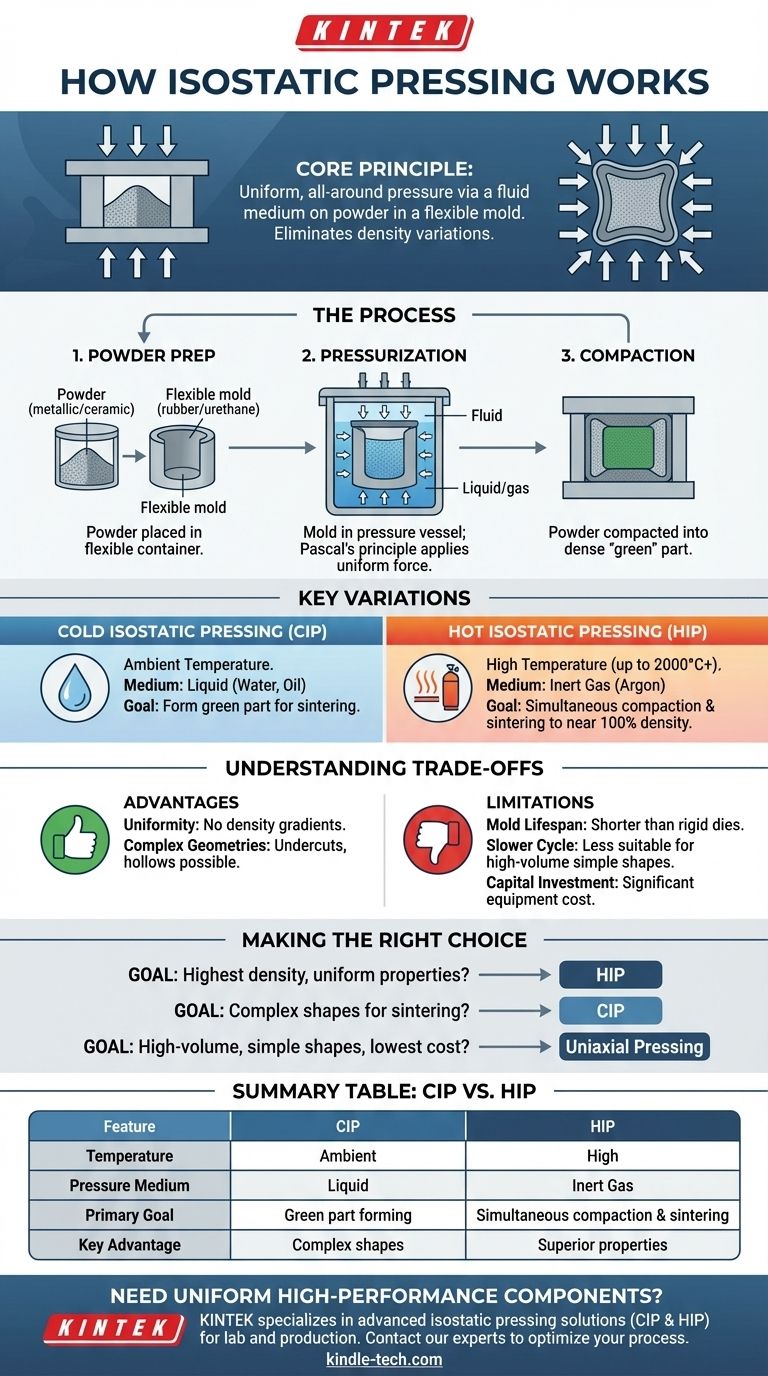
Tabla Resumen:
| Característica | Prensado Isostático en Frío (CIP) | Prensado Isostático en Caliente (HIP) |
|---|---|---|
| Temperatura | Ambiente (Temperatura Ambiente) | Alta Temperatura (hasta 2000°C+) |
| Medio de Presión | Líquido (Agua, Aceite) | Gas Inerte (Argón) |
| Objetivo Principal | Formar una pieza "en verde" con densidad uniforme para sinterización | Compactación y sinterización simultáneas a casi el 100% de densidad |
| Ventaja Clave | Capacidad para formar formas complejas | Propiedades mecánicas superiores, eliminación de la porosidad |
¿Necesita producir componentes de alto rendimiento con densidad uniforme?
KINTEK se especializa en soluciones avanzadas de prensado isostático para sus necesidades de laboratorio o producción. Ya sea que trabaje con cerámicas avanzadas, metales o compuestos, nuestra experiencia en Prensado Isostático en Frío (CIP) y Prensado Isostático en Caliente (HIP) puede ayudarlo a lograr propiedades de material y geometrías complejas superiores que son imposibles con los métodos tradicionales.
Contacte a nuestros expertos hoy a través de nuestro Formulario de Contacto para discutir cómo nuestro equipo de laboratorio y consumibles pueden optimizar su desarrollo de materiales y procesos de fabricación.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
- Máquina de Prensa Isostática en Frío de Laboratorio Eléctrico CIP para Prensado Isostático en Frío
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
La gente también pregunta
- ¿Cómo mejoran las prensas isostáticas en caliente el rendimiento de los electrodos secos? Mejora la conductividad de las ASSB con calor y presión
- ¿Cuál es la función de una Prensa Isostática en Caliente (WIP) en las celdas de bolsa totalmente de estado sólido? Optimizar la Densidad de la Batería
- ¿Cuál es la temperatura de una prensa isostática en caliente? Logre una densificación óptima para sus materiales
- ¿Por qué son necesarios los Prensas Isostáticas en Caliente (WIP) para las baterías de estado sólido? Lograr contacto a nivel atómico
- ¿Qué ventajas ofrece una prensa isostática en caliente sobre una prensa uniaxial tradicional para láminas de electrolito Li6PS5Cl?

















