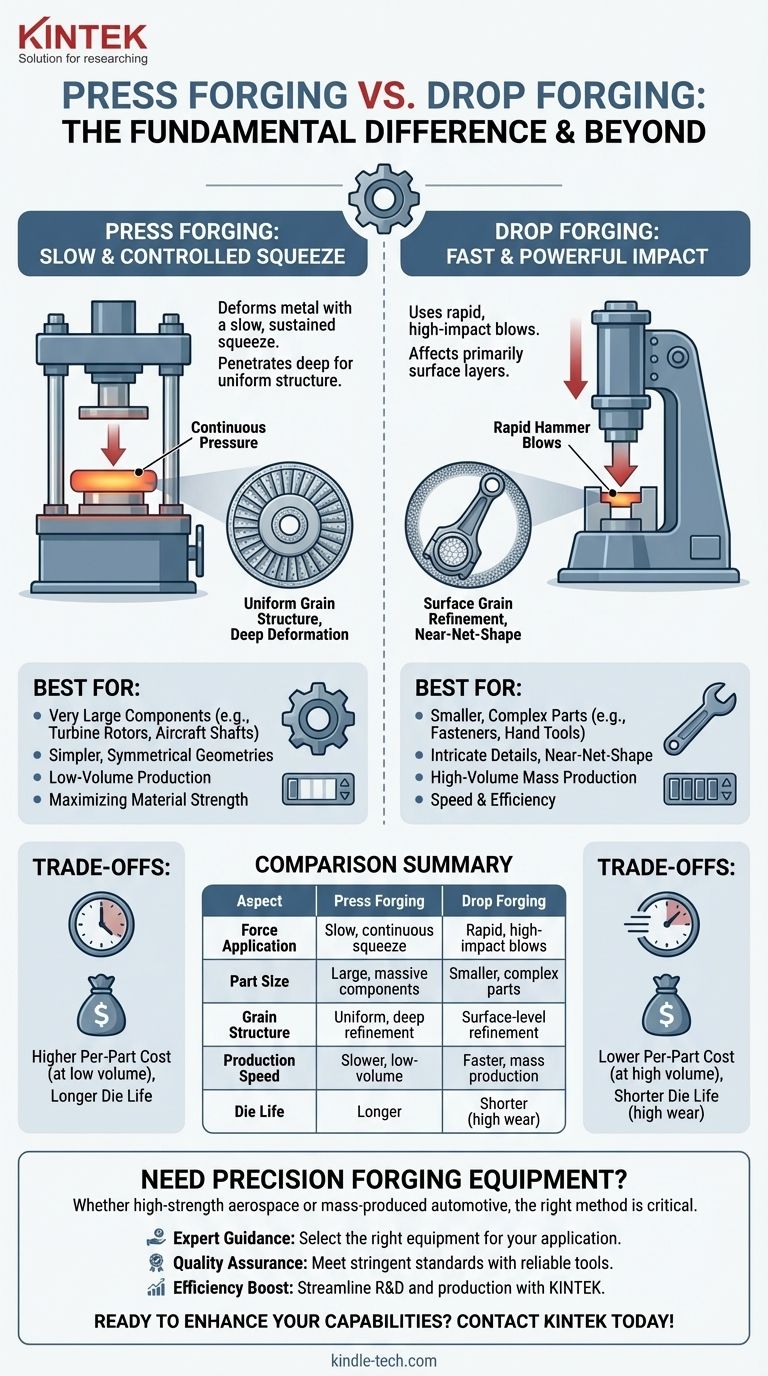
La diferencia fundamental entre la forja por prensa y la forja por estampación radica en la aplicación de la fuerza. La forja por prensa utiliza una presión lenta, continua y controlada para dar forma al metal, mientras que la forja por estampación utiliza un golpe rápido y de alto impacto de un martillo que cae. Esta única distinción en la aplicación de la fuerza conduce a diferencias significativas en las propiedades del material, la velocidad de producción y las aplicaciones adecuadas.
La decisión principal no es cuál proceso es superior, sino cuál es el apropiado para la tarea. La forja por estampación sobresale en la producción en masa de piezas más pequeñas y complejas a alta velocidad, mientras que la forja por prensa es la opción definitiva para componentes grandes donde la deformación profunda y uniforme del material es crítica para la resistencia.

La Mecánica de la Aplicación de la Fuerza
Comprender cómo se transmite la fuerza a la pieza de trabajo es clave para entender las diferencias entre estos dos métodos fundamentales de forja. Todo el proceso, desde el diseño de la herramienta hasta las propiedades finales del material, está dictado por esta acción inicial.
Forja por Prensa: Estrujamiento Lento y Controlado
En la forja por prensa, una prensa hidráulica o mecánica aplica una presión gradual y sostenida a la pieza de trabajo. Piense en ello como apretar arcilla lentamente en su mano.
Esta fuerza continua penetra profundamente en el centro del metal, causando una deformación plástica uniforme en todo el volumen. Los troqueles permanecen en contacto con la pieza de trabajo durante un período más largo, lo que también permite un flujo de material más significativo y controlado.
Forja por Estampación: Impacto Rápido y Potente
La forja por estampación, también conocida como forja con martillo, utiliza la fuerza de un ariete o martillo que cae para golpear la pieza de trabajo en una serie de golpes cortos y extremadamente rápidos. Esto es más como golpear arcilla con un martillo.
La fuerza es instantánea e intensa, afectando principalmente las capas superficiales del material. El tiempo de contacto del troquel se mide en milisegundos, y la forma final se logra mediante uno o más impactos sucesivos.
Impacto en las Características del Material y la Pieza
El método de aplicación de la fuerza influye directamente en el tamaño, la complejidad y, lo que es más importante, la estructura metalúrgica interna del componente final.
Estructura del Grano y Deformación
El estrujamiento lento de la forja por prensa deforma el material uniformemente desde la superficie hasta el núcleo. Esto crea una estructura de grano altamente refinada y consistente en toda la pieza, lo que es ideal para aplicaciones de alta resistencia y resistencia a la fatiga.
El impacto repentino de la forja por estampación refina principalmente la estructura del grano cerca de la superficie del componente. Si bien produce una pieza fuerte, la deformación puede no ser tan uniforme o profunda como en la forja por prensa.
Precisión y Complejidad
La forja por estampación es excepcionalmente adecuada para producir formas intrincadas y complejas con alta precisión. El golpe rápido fuerza al metal a llenar cada detalle de la cavidad del troquel, creando a menudo piezas casi a la medida que requieren un mecanizado secundario mínimo.
La forja por prensa se utiliza generalmente para geometrías más simples, a menudo simétricas, como discos, anillos y bloques grandes, donde el objetivo principal es la deformación a granel en lugar de detalles intrincados.
Tamaño y Escala de la Pieza
La forja por prensa es el proceso dominante para la fabricación de componentes muy grandes. La inmensa y continua fuerza de una prensa de forja es necesaria para deformar lingotes masivos que pesan muchas toneladas en piezas como rotores de turbinas, ejes industriales a gran escala y componentes estructurales de aeronaves.
La forja por estampación se limita típicamente a piezas más pequeñas, desde herramientas manuales y bielas automotrices hasta pequeños accesorios y sujetadores. La energía del golpe del martillo es insuficiente para forjar piezas de trabajo extremadamente grandes de manera efectiva.
Comprensión de las Ventajas y Desventajas: Producción y Costo
Su elección del método de forja tendrá consecuencias directas y significativas para la velocidad de producción, los costos de herramientas y la economía general de su proyecto.
Velocidad de Producción y Volumen
La forja por estampación es un proceso mucho más rápido. El ciclo rápido de golpes de martillo la convierte en la opción clara para la producción en masa de alto volumen donde se requieren miles o millones de piezas idénticas.
La forja por prensa es un proceso más lento y deliberado. Sus tiempos de ciclo son significativamente más largos, lo que la hace más adecuada para series de producción de bajo volumen o la fabricación única de componentes especializados a gran escala.
Vida Útil de Herramientas y Troqueles
Los impactos repetidos y de alta intensidad de la forja por estampación son extremadamente duros para los troqueles. Esto conduce a un desgaste más rápido y una vida útil operativa más corta para las herramientas, lo que debe tenerse en cuenta en el costo total.
La acción de estrujamiento controlada de la forja por prensa es mucho más suave para los troqueles, lo que resulta en una vida útil de la herramienta significativamente más larga.
Inversión Inicial y Costo por Pieza
Aunque los troqueles pueden desgastarse más rápido, el equipo de forja por estampación (martillos) generalmente tiene un costo de capital inicial más bajo que las enormes prensas hidráulicas requeridas para la forja por prensa.
Para artículos producidos en masa, la alta velocidad de la forja por estampación conduce a un costo por pieza mucho más bajo, incluso con un mayor mantenimiento de las herramientas. Para piezas grandes y especializadas, la eficiencia de la forja por prensa la convierte en la única opción viable y rentable.
Tomar la Decisión Correcta para Su Aplicación
Seleccionar el proceso correcto requiere alinear las fortalezas del método con sus principales objetivos de diseño y producción.
- Si su enfoque principal es la producción de alto volumen de piezas pequeñas y complejas (por ejemplo, componentes automotrices): La forja por estampación es la opción superior por su velocidad, precisión y menor costo por pieza a escala.
- Si su enfoque principal es crear componentes muy grandes y críticos (por ejemplo, discos aeroespaciales, ejes de generación de energía): La forja por prensa es el único método que puede lograr la deformación profunda y uniforme y el refinamiento del grano necesarios.
- Si su enfoque principal es el máximo control sobre la estructura interna del grano para una aplicación crítica a la fatiga: La deformación lenta y controlada de la forja por prensa proporciona un control metalúrgico más preciso en toda la pieza.
- Si su enfoque principal es producir piezas casi a la medida para minimizar el mecanizado posterior: La forja por estampación generalmente ofrece un mayor grado de precisión y complejidad para componentes más pequeños.
En última instancia, comprender la diferencia fundamental entre un impacto repentino y un estrujamiento controlado es clave para seleccionar el proceso de forja que garantice el rendimiento y la viabilidad económica de su diseño.
Tabla Resumen:
| Aspecto | Forja por Prensa | Forja por Estampación |
|---|---|---|
| Aplicación de Fuerza | Presión lenta, continua y controlada | Golpes de martillo rápidos y de alto impacto |
| Mejor para el Tamaño de la Pieza | Componentes grandes (por ejemplo, rotores de turbina) | Piezas más pequeñas y complejas (por ejemplo, sujetadores) |
| Estructura del Grano | Deformación uniforme de la superficie al núcleo | Refinamiento a nivel de superficie |
| Velocidad de Producción | Más lenta, adecuada para tiradas de bajo volumen | Más rápida, ideal para producción en masa |
| Vida Útil del Troquel | Más larga debido a una fuerza más suave | Más corta debido al desgaste por alto impacto |
¿Necesita Equipo de Forja de Precisión para Su Laboratorio o Línea de Producción?
Ya sea que esté desarrollando componentes aeroespaciales de alta resistencia o produciendo en masa piezas automotrices intrincadas, el método de forja correcto es fundamental para su éxito. En KINTEK, nos especializamos en proporcionar equipos de laboratorio robustos y consumibles adaptados a sus necesidades de trabajo de metales y pruebas de materiales.
Permítanos ayudarle a lograr resultados superiores:
- Orientación Experta: Nuestro equipo puede ayudarle a seleccionar el equipo adecuado para aplicaciones de forja por prensa o por estampación.
- Garantía de Calidad: Asegure que sus materiales cumplan con los estándares más estrictos con nuestras herramientas confiables.
- Aumento de la Eficiencia: Agilice su proceso de I+D o producción con las soluciones de KINTEK.
¿Listo para mejorar sus capacidades de forja? Contáctenos hoy para discutir sus requisitos específicos y descubrir cómo KINTEK puede apoyar sus objetivos de laboratorio o producción.
Guía Visual
Productos relacionados
- Prensa de Anillo para Aplicaciones de Laboratorio
- Molde de Prensado Bidireccional Redondo para Laboratorio
- Molde de Prensado Antirrotura para Uso en Laboratorio
- Molde de Prensa Cuadrado para Aplicaciones de Laboratorio
- Molde de Prensa Cilíndrico para Aplicaciones de Laboratorio
La gente también pregunta
- ¿Cómo usar un molde de presión? Domina el arte de crear formas cerámicas consistentes
- ¿Cuál es la función principal del prensado en molde para los polvos LAGP? Lograr electrolitos sólidos de alto rendimiento
- ¿Qué es el método del molde a presión? Una guía para formas cerámicas consistentes y detalladas
- ¿Para qué se utiliza un molde de prensa? Logre precisión y eficiencia repetibles
- ¿Qué problemas técnicos resuelven los troqueles de presión especializados? Solucionan la delaminación y los gradientes de densidad en el prensado de baterías.

















