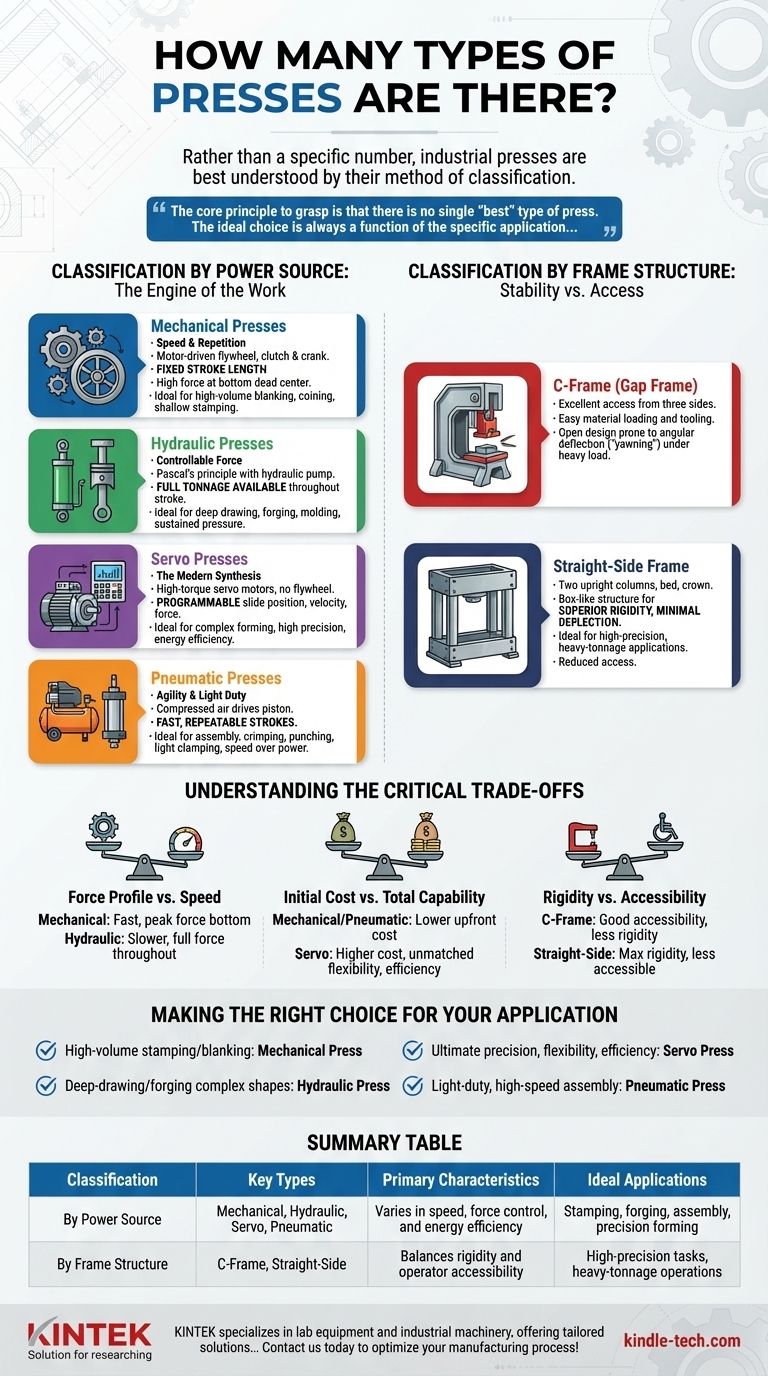
Más que un número específico, las prensas industriales se entienden mejor por su método de clasificación. Las dos formas más críticas de categorizarlas son por su fuente de energía, que dicta sus características de rendimiento, y por su estructura del bastidor, que determina su rigidez y accesibilidad.
El principio fundamental que hay que comprender es que no existe un único tipo de prensa "mejor". La elección ideal es siempre una función de la aplicación específica, equilibrando la necesidad de fuerza, velocidad, control y precisión frente al coste y la complejidad operativa.

Clasificación por Fuente de Energía: El Motor del Trabajo
El mecanismo que genera la fuerza es el diferenciador más fundamental entre las prensas. Define las capacidades, limitaciones y casos de uso ideales de la máquina.
Prensas Mecánicas: Velocidad y Repetición
Las prensas mecánicas generan fuerza mediante un volante de inercia accionado por un motor que almacena energía. Cuando se acciona, un embrague y un mecanismo de manivela convierten esta energía rotacional en el movimiento lineal del pistón, muy parecido a un pistón en un motor de coche.
Su característica definitoria es una carrera de longitud fija. Son excepcionalmente rápidas y proporcionan una gran fuerza en la parte inferior de la carrera, lo que las convierte en el estándar para operaciones repetitivas de gran volumen como el corte, el acuñamiento y el estampado superficial.
Prensas Hidráulicas: Fuerza Controlable
Las prensas hidráulicas funcionan según el principio de Pascal, utilizando una bomba para mover fluido hidráulico y presurizar un pistón. Esto genera una fuerza controlada y constante durante toda la longitud de la carrera del pistón.
Estas prensas son valoradas por su tonelaje completo disponible en cualquier punto de la carrera. Esto las hace ideales para operaciones de embutición profunda, forja y moldeo donde se requiere una presión inmensa y sostenida para formar una pieza.
Prensas Servo: La Síntesis Moderna
Las prensas servo, o prensas servomecánicas, representan una evolución significativa. Reemplazan el volante de inercia y el embrague convencionales con servomotores de alto par para accionar directamente el pistón.
Esto proporciona la velocidad de una prensa mecánica con la programabilidad y el control preciso de una prensa hidráulica. Los operarios pueden programar completamente la posición, la velocidad y el perfil de fuerza del carro, optimizando las tareas de conformado complejas y mejorando significativamente la eficiencia energética.
Prensas Neumáticas: Agilidad y Trabajo Ligero
Las prensas neumáticas utilizan aire comprimido para accionar un pistón y generar fuerza. No están diseñadas para las aplicaciones de alto tonelaje de sus homólogas hidráulicas o mecánicas.
Su fortaleza radica en proporcionar carreras rápidas y repetibles para tareas de menor exigencia. Se utilizan comúnmente para ensamblaje, crimpado, punzonado y sujeción donde la velocidad y la agilidad son más importantes que la potencia bruta.
Clasificación por Estructura del Bastidor: Estabilidad vs. Acceso
El diseño del bastidor de la prensa dicta cómo resiste las fuerzas de la operación, lo que influye directamente en la vida útil del troquel y la precisión de la pieza.
Bastidor en C (Bastidor de Brecha)
Como su nombre indica, el bastidor tiene forma de la letra "C". Este diseño ofrece un excelente acceso a la zona del troquel desde tres lados, lo que facilita la carga de material y la instalación de herramientas.
Sin embargo, bajo carga pesada, este diseño abierto es propenso a la deflexión angular o al "bostezo", lo que puede afectar a la precisión de la pieza terminada.
Bastidor de Lados Rectos
Las prensas de lados rectos cuentan con un bastidor con dos columnas verticales, una bancada y una corona. Esta estructura tipo caja proporciona una rigidez superior y minimiza la deflexión bajo carga.
Este diseño es el estándar para aplicaciones de alta precisión y alto tonelaje donde la exactitud es primordial. La contrapartida es un acceso reducido a la zona del troquel en comparación con un bastidor en C.
Comprender las Compensaciones Críticas
Seleccionar una prensa implica equilibrar factores en competencia. Comprender estas compensaciones es clave para tomar una decisión informada.
Perfil de Fuerza vs. Velocidad
Una prensa mecánica es rápida pero solo entrega su fuerza máxima en la parte inferior de su carrera fija. Una prensa hidráulica es generalmente más lenta pero puede entregar su fuerza nominal completa a lo largo de toda la carrera.
Coste Inicial vs. Capacidad Total
Las prensas mecánicas y neumáticas a menudo tienen un precio de compra inicial más bajo para trabajos sencillos y de gran volumen. Las prensas servo tienen un coste inicial significativamente mayor, pero ofrecen una flexibilidad, programabilidad y eficiencia energética inigualables que pueden conducir a un menor coste total de propiedad con el tiempo.
Rigidez vs. Accesibilidad
El bastidor en C ofrece una excelente accesibilidad para los operarios y la automatización, pero sacrifica algo de rigidez. El bastidor de lados rectos ofrece la máxima rigidez y precisión para tareas exigentes a costa de ser menos accesible.
Tomar la Decisión Correcta para su Aplicación
Su decisión final debe estar impulsada enteramente por los requisitos del trabajo que necesita realizar.
- Si su enfoque principal es el estampado y corte de alto volumen: Una prensa mecánica ofrece la velocidad y eficiencia necesarias para operaciones repetitivas.
- Si su enfoque principal es la embutición profunda o el forjado de formas complejas: Una prensa hidráulica proporciona la fuerza controlable y sostenida necesaria para estas aplicaciones exigentes.
- Si su enfoque principal es la máxima precisión, flexibilidad y eficiencia energética: Una prensa servo es la opción superior, ya que permite perfiles de carrera totalmente programables.
- Si su enfoque principal es el ensamblaje o punzonado rápido de servicio ligero: Una prensa neumática ofrece una solución rápida y rentable.
En última instancia, elegir la prensa adecuada comienza con una comprensión clara de cómo su diseño sirve directamente a las necesidades de su proceso de fabricación específico.
Tabla Resumen:
| Clasificación | Tipos Clave | Características Principales | Aplicaciones Ideales |
|---|---|---|---|
| Por Fuente de Energía | Mecánica, Hidráulica, Servo, Neumática | Varía en velocidad, control de fuerza y eficiencia energética | Estampado, forja, ensamblaje, conformado de precisión |
| Por Estructura del Bastidor | Bastidor en C, Lados Rectos | Equilibra la rigidez y la accesibilidad del operario | Tareas de alta precisión, operaciones de alto tonelaje |
¿Aún no está seguro de qué prensa es la adecuada para su laboratorio o línea de producción? KINTEK se especializa en equipos de laboratorio y maquinaria industrial, ofreciendo soluciones personalizadas que equilibran precisión, eficiencia y coste. Tanto si necesita una prensa mecánica de alta velocidad para tareas repetitivas como una prensa servo programable para conformado complejo, nuestros expertos pueden ayudarle a seleccionar el equipo ideal. Contáctenos hoy mismo para optimizar su proceso de fabricación con la prensa adecuada.
Guía Visual
Productos relacionados
- Prensa Hidráulica Calefactora Automática de Alta Temperatura con Placas Calefactoras para Laboratorio
- Molde de Prensa Infrarroja de Laboratorio
- Prensa Hidráulica Calefactada con Placas Térmicas para Caja de Vacío, Prensa en Caliente de Laboratorio
- Prensa de pastillas KBR 2t
- Prensa Hidráulica Manual de Alta Temperatura con Placas Calefactoras para Laboratorio
La gente también pregunta
- ¿Para qué se utilizan las prensas hidráulicas calefactadas? Moldeo de composites, vulcanización de caucho y más
- ¿Qué es una prensa hidráulica en caliente? Aprovechando el calor y la presión para la fabricación avanzada
- ¿Por qué es necesaria una prensa hidráulica de laboratorio calentada para laminados compuestos? Lograr una integridad estructural sin vacíos
- ¿Para qué se utiliza una prensa hidráulica calefactada? Herramienta esencial para curado, moldeo y laminado
- ¿Por qué se utiliza una prensa hidráulica caliente para el prensado en caliente de cintas verdes NASICON? Optimice la densidad de su electrolito sólido

















