En esencia, la liofilización es un proceso de eliminación de agua en tres etapas que preserva la estructura y calidad de un material. También conocida como criodesecación, implica primero congelar el material hasta que esté sólido, luego someterlo a un vacío profundo para convertir el hielo directamente en vapor (sublimación) y, finalmente, eliminar cualquier molécula de agua ligada restante. Este método evita los efectos perjudiciales del agua líquida y la evaporación a alta temperatura.
La idea crucial es que la liofilización no se trata solo de eliminar el agua, sino de evitar por completo el estado líquido. Al transformar el hielo directamente en vapor, el proceso preserva la delicada estructura, potencia y sabor de un material con una fidelidad inigualable.

El Principio: Sublimación sobre Evaporación
Para comprender la liofilización, primero debe entender la sublimación. Es una transición de fase en la que una sustancia pasa directamente de sólido a gas, saltándose la fase líquida por completo.
Esto se logra controlando cuidadosamente la temperatura y la presión. Al congelar el material y luego reducir la presión por debajo de un umbral específico (el "punto triple"), creamos un entorno donde el hielo ya no puede derretirse en agua, sino que se convertirá directamente en vapor cuando se añada una energía mínima.
Esta es la clave de la conservación. La estructura rígida del material congelado se mantiene durante todo el proceso, evitando el encogimiento, los cambios químicos y la pérdida de calidad comunes en la deshidratación convencional basada en el calor.
Un Análisis Detallado de las Tres Etapas
Cada etapa del proceso de liofilización cumple un propósito distinto, y dominar cada una es fundamental para un resultado exitoso.
Etapa 1: La Fase Crítica de Congelación
Esta es posiblemente la etapa más importante, ya que sienta las bases para todo el proceso. El objetivo es solidificar completamente toda el agua dentro del material en cristales de hielo.
El método de congelación —ya sea lento, rápido o con un paso de recocido (ciclos de temperatura)— influye directamente en el tamaño de los cristales de hielo formados. Esta estructura cristalina dicta la red de poros a través de la cual viajará el vapor de agua durante las etapas de secado posteriores, influyendo en la velocidad y calidad finales del proceso.
Etapa 2: Secado Primario (Sublimación)
Con el material sólidamente congelado, comienza la fase de secado primario. El producto se coloca dentro del liofilizador y una potente bomba de vacío reduce significativamente la presión.
En este punto, se introduce cuidadosamente una pequeña cantidad de calor. Este calor proporciona la energía que los cristales de hielo necesitan para sublimarse en vapor de agua.
Este vapor es luego extraído del producto y recolectado en una serpentina condensadora extremadamente fría dentro del liofilizador, donde se vuelve a convertir instantáneamente en hielo. Esta fase es la más larga y elimina aproximadamente el 95% del agua del material.
Etapa 3: Secado Secundario (Adsorción)
Después del secado primario, queda una pequeña cantidad de moléculas de agua no congeladas unidas a las superficies del material. La etapa de secado secundario está diseñada para eliminar esta humedad residual.
Durante esta fase final, la temperatura se eleva ligeramente y el nivel de vacío a menudo se incrementa. Esto rompe los enlaces entre las moléculas de agua y el material, un proceso conocido como adsorción, permitiendo que se eliminen los últimos rastros de humedad. Este paso es esencial para garantizar la estabilidad a largo plazo y la vida útil del producto final.
Comprender las Compensaciones
Aunque la liofilización ofrece una calidad superior, conlleva consideraciones prácticas que deben sopesarse.
Consumo de Tiempo y Energía
La liofilización es un proceso lento y metódico. Un ciclo típico puede durar entre 24 y 72 horas o más, dependiendo del material y el volumen. Esta larga duración, combinada con la energía necesaria para mantener el vacío y las bajas temperaturas, hace que consuma mucha más energía que otros métodos de secado.
Alto Costo Inicial
El equipo especializado requerido —un liofilizador con control preciso de la temperatura, un sistema de vacío profundo y un condensador robusto— representa una inversión de capital significativa. Este costo puede ser una barrera para operaciones más pequeñas o aplicaciones donde la calidad superior de la liofilización no es un requisito absoluto.
El Riesgo de una Técnica Incorrecta
El proceso no es infalible. Utilizar una velocidad de congelación incorrecta puede dañar las estructuras celulares, mientras que aplicar demasiado calor durante el secado primario puede hacer que el producto se derrita o se queme, anulando los mismos beneficios que se buscan obtener. El éxito depende del desarrollo de un protocolo adaptado específicamente al material que se está procesando.
Tomar la Decisión Correcta para su Objetivo
Para aplicar este proceso de manera efectiva, debe alinear su técnica con su objetivo principal.
- Si su enfoque principal es preservar la actividad biológica (p. ej., vacunas, probióticos): Enfatice el control preciso de la velocidad de congelación para crear una estructura de cristales de hielo que proteja la integridad celular.
- Si su enfoque principal es la textura y el sabor de los alimentos (p. ej., café instantáneo, frutas): Priorice una gestión cuidadosa del calor durante el secado primario para evitar quemaduras y preservar los compuestos aromáticos volátiles.
- Si su enfoque principal es la estabilidad a largo plazo (p. ej., productos farmacéuticos, muestras de archivo): Asegúrese de que la fase de secado secundario sea exhaustiva y completa para eliminar toda el agua ligada residual.
Dominar estas etapas le permite aprovechar la liofilización no solo como un método de conservación, sino como una herramienta para garantizar la calidad.
Tabla Resumen:
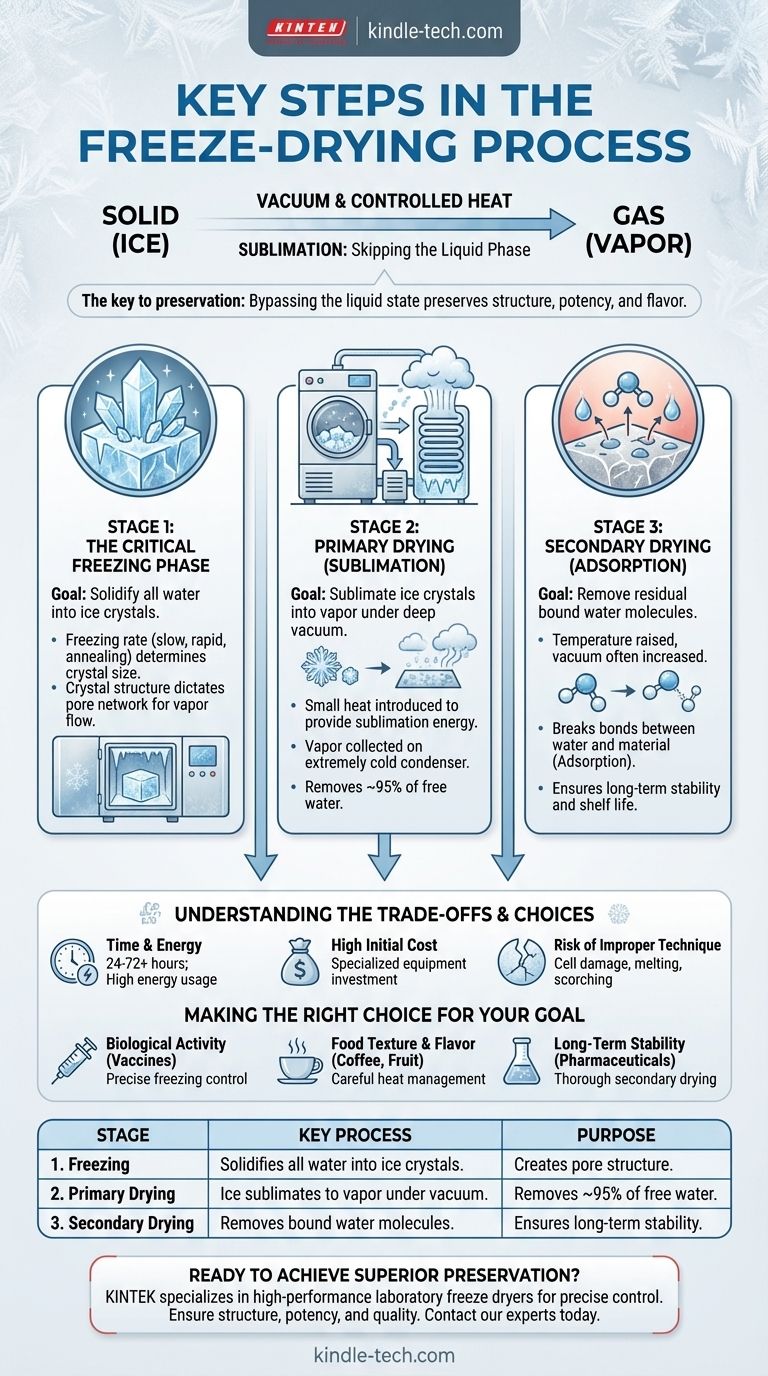
| Etapa | Proceso Clave | Propósito |
|---|---|---|
| 1. Congelación | Solidifica toda el agua en cristales de hielo. | Crea la estructura de poros para el flujo de vapor. |
| 2. Secado Primario | El hielo se sublima a vapor bajo vacío. | Elimina aproximadamente el 95% del agua libre. |
| 3. Secado Secundario | Elimina las moléculas de agua ligada por adsorción. | Asegura la estabilidad a largo plazo y la vida útil. |
¿Listo para lograr una conservación superior para sus materiales? El proceso de liofilización es complejo, pero el equipo adecuado lo simplifica. KINTEK se especializa en liofilizadores de laboratorio de alto rendimiento diseñados para un control preciso de la temperatura y el vacío, asegurando que sus productos —desde productos farmacéuticos hasta muestras de alimentos— conserven su estructura, potencia y calidad. Contacte a nuestros expertos hoy mismo para encontrar la solución de liofilización perfecta para las necesidades de su laboratorio.
Guía Visual
Productos relacionados
- Liofilizador de Laboratorio de Alto Rendimiento
- Liofilizadora de Laboratorio de Alto Rendimiento para Investigación y Desarrollo
- Liofilizador de Vacío de Laboratorio de Sobremesa
- Liofilizador de laboratorio de sobremesa para uso en laboratorio
- Horno de secado por explosión eléctrico de laboratorio científico
La gente también pregunta
- ¿Cuáles son los componentes principales de un liofilizador de laboratorio? Una guía de los 5 sistemas esenciales
- ¿Cuáles son los pasos para usar un liofilizador de laboratorio? Domine la liofilización para una conservación superior de las muestras
- ¿Cuáles son las ventajas técnicas de utilizar un liofilizador de laboratorio para precursores de carbono poroso? Preservación de redes 3D
- ¿Qué papel juega una liofilizadora de laboratorio en la síntesis de electrocatalizadores a base de grafeno? Conservar estructuras 3D
- ¿Por qué se utiliza una liofilizadora de laboratorio antes de la caracterización de la biomasa? Preservar la integridad estructural para obtener datos precisos








