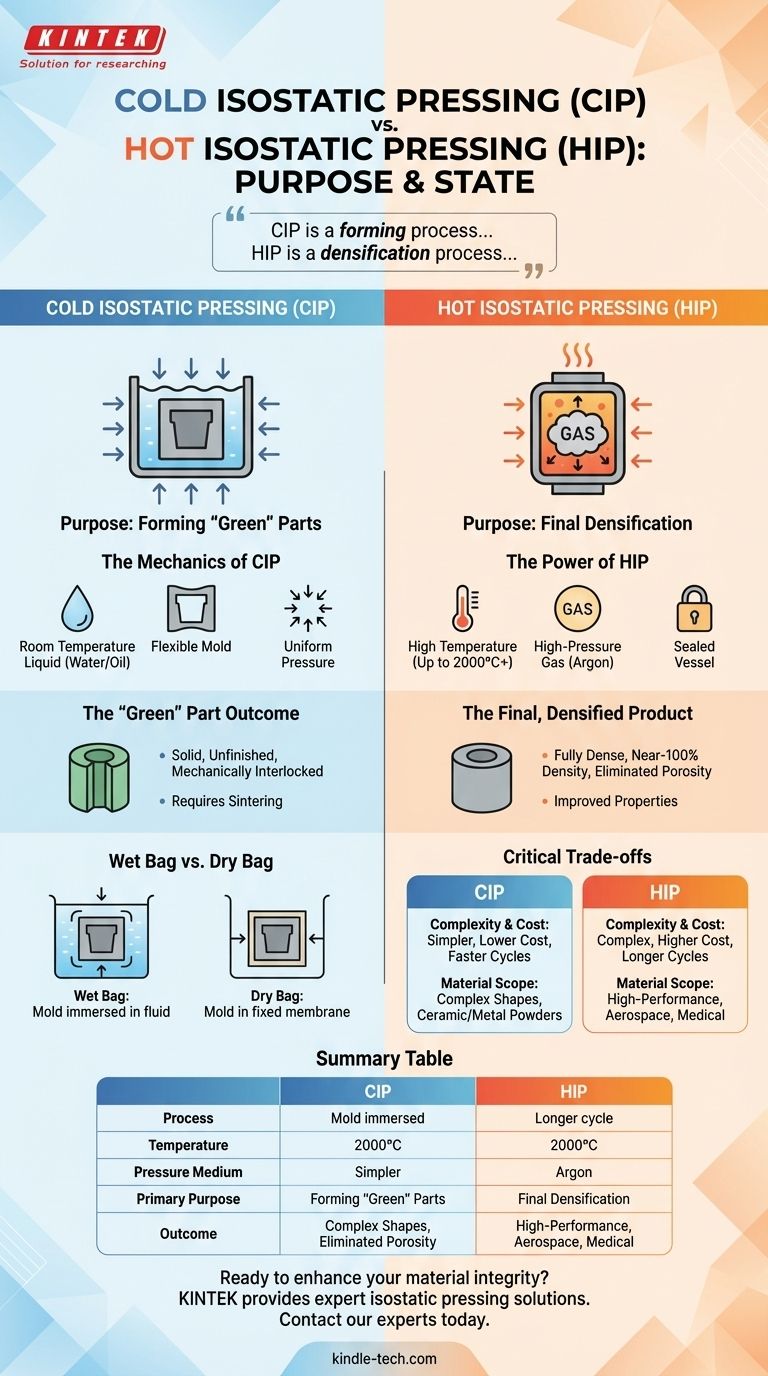
En esencia, la diferencia radica en el propósito y el estado. El prensado isostático en frío (CIP) utiliza presión líquida a temperatura ambiente para compactar polvos en una pieza "en verde" sólida, pero sin terminar. Por el contrario, el prensado isostático en caliente (HIP) utiliza gas a alta presión a temperaturas extremas para densificar completamente los materiales, eliminar defectos internos y crear un componente acabado y de alto rendimiento.
La distinción crucial no es solo la temperatura, sino la etapa de fabricación. El CIP es un proceso de conformación que crea una forma preliminar. El HIP es un proceso de densificación que logra las propiedades finales del material, a menudo en piezas que ya han sido conformadas.

La mecánica del prensado isostático en frío (CIP)
El prensado isostático en frío, a veces llamado conformado hidrostático, es un paso fundamental para crear piezas a partir de polvos. Su objetivo principal es producir una preforma uniformemente densa para un procesamiento posterior.
El principio central: presión uniforme
El CIP aprovecha la propiedad fundamental de los líquidos para transmitir la presión por igual en todas las direcciones.
Esta presión hidrostática se aplica a un molde flexible que contiene el polvo, asegurando que el material se compacte con una uniformidad excepcional desde todos los ángulos.
El proceso en la práctica
El proceso es sencillo. Un molde flexible lleno de polvo se sella y se sumerge en una cámara de presión llena de un líquido, generalmente agua o aceite.
Una bomba externa presuriza el líquido, comprimiendo el molde y su contenido. Este ciclo suele ser rápido y se realiza a temperatura ambiente o cercana a ella.
El resultado de la pieza "en verde"
El resultado del CIP es una pieza "en verde". Este componente es sólido y tiene suficiente resistencia para ser manipulado y mecanizado.
Sin embargo, las partículas de polvo solo están mecánicamente entrelazadas. Debe someterse a un proceso posterior a alta temperatura, como la sinterización, para unir metalúrgicamente las partículas y lograr su resistencia final.
Bolsa húmeda frente a bolsa seca
Existen dos métodos principales de CIP. En el prensado de bolsa húmeda, el molde se sumerge directamente en el fluido en cada ciclo. En el prensado de bolsa seca, el molde se coloca dentro de una membrana flexible permanente integrada en el recipiente a presión, lo que permite una automatización más rápida y mayores volúmenes de producción.
El poder del prensado isostático en caliente (HIP)
El prensado isostático en caliente es un proceso de tratamiento térmico utilizado para lograr un nivel de integridad del material que de otro modo sería imposible. Es un paso de acabado diseñado para crear piezas con una densidad teórica cercana al 100%.
El principio central: combinación de calor y fuerza
El HIP somete los componentes tanto a una temperatura elevada como a una presión de gas extremadamente alta dentro de un recipiente sellado.
La alta temperatura reduce la resistencia del material, permitiendo que la alta presión isostática cierre y suelde cualquier poro interno, vacío o microfisura. Se utiliza un gas inerte, comúnmente argón, como medio de presión para evitar cualquier reacción con el material.
El proceso en la práctica
Las piezas se cargan en el recipiente HIP, que luego se sella y se calienta. A medida que aumenta la temperatura, se bombea el gas inerte, aumentando la presión hasta 200 MPa o más.
La temperatura, la presión y el tiempo se controlan con precisión para lograr la densificación completa. El ciclo finaliza con una fase controlada de enfriamiento y despresurización.
El producto final densificado
El resultado es un componente totalmente denso con propiedades mecánicas drásticamente mejoradas, incluida la vida a la fatiga y la tenacidad a la fractura.
El HIP se utiliza para eliminar la porosidad en fundiciones críticas, consolidar polvos en una forma neta final e incluso unir materiales disímiles con una unión metalúrgica perfecta.
Comprensión de las compensaciones críticas
La elección entre estos procesos requiere una comprensión clara de sus roles, complejidades y costos distintos.
Propósito: Conformación frente a acabado
La diferencia más significativa es el objetivo de fabricación. El CIP es un paso de conformado utilizado para formar una preforma. El HIP es un paso de acabado utilizado para perfeccionar la estructura interna de una pieza. A veces, una pieza puede incluso someterse a CIP para ser conformada y luego, después de la sinterización, someterse a HIP para la densificación final.
Complejidad del proceso y costo
Los sistemas CIP funcionan a temperatura ambiente con líquidos, lo que hace que el equipo sea relativamente más simple y menos costoso. Los tiempos de ciclo suelen ser más cortos.
El HIP requiere un recipiente altamente especializado que pueda gestionar de forma segura temperaturas extremas y presiones de gas simultáneamente. Esto hace que el equipo y el proceso en sí sean significativamente más complejos y costosos.
Alcance del material y la aplicación
El CIP es ideal para crear formas complejas a partir de polvos cerámicos o metálicos que requieren una densidad uniforme antes de ser cocidos o sinterizados.
El HIP se reserva para aplicaciones de alto rendimiento donde el fallo del material no es una opción, como álabes de turbina aeroespaciales, implantes médicos y componentes industriales críticos.
Tomar la decisión correcta para su objetivo
Seleccionar el proceso correcto no es una cuestión de cuál es "mejor", sino de cuál es apropiado para la tarea específica en su flujo de trabajo de fabricación.
- Si su enfoque principal es crear una pieza "en verde" compleja y uniforme a partir de polvo antes de la sinterización: El CIP es la opción correcta y rentable.
- Si su enfoque principal es eliminar la porosidad interna en una fundición metálica para mejorar sus propiedades mecánicas: El HIP es el tratamiento de densificación necesario.
- Si su enfoque principal es consolidar polvo metálico o cerámico directamente en una pieza final totalmente densa y de alto rendimiento: El HIP es el proceso que puede combinar la conformación y la densificación en un único y potente paso.
Al comprender la distinción entre un proceso de conformado y un proceso de densificación, puede seleccionar la tecnología precisa para lograr una integridad material óptima.
Tabla de resumen:
| Proceso | Temperatura | Medio de presión | Propósito principal | Resultado |
|---|---|---|---|---|
| Prensado isostático en frío (CIP) | Temperatura ambiente | Líquido (agua/aceite) | Conformación de piezas "en verde" | Compactación uniforme del polvo para sinterización |
| Prensado isostático en caliente (HIP) | Alta temperatura (hasta 2000 °C+) | Gas (Argón) | Densificación final | Densidad cercana al 100%, eliminación de defectos |
¿Listo para mejorar la integridad de su material? Ya sea que necesite conformar preformas de polvo complejas con CIP o lograr una densificación completa con HIP, la experiencia de KINTEK en equipos de laboratorio y consumibles puede ayudarle a seleccionar la solución de prensado isostático perfecta para sus necesidades de laboratorio o fabricación. Contacte con nuestros expertos hoy mismo para analizar cómo nuestros equipos especializados pueden mejorar el rendimiento y la fiabilidad de sus componentes.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Moldes de Prensado Isostático para Laboratorio
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
La gente también pregunta
- ¿Cuál es la temperatura de una prensa isostática en caliente? Logre una densificación óptima para sus materiales
- ¿Cuál es el proceso de prensado isostático? Lograr una densidad uniforme para piezas complejas
- ¿Cómo mejoran las prensas isostáticas en caliente el rendimiento de los electrodos secos? Mejora la conductividad de las ASSB con calor y presión
- ¿Por qué el uso de una prensa isostática para cuerpos verdes de LSGM conduce a una reducción de la temperatura de sinterización? Aumento de la densidad
- ¿Cuánto dura el prensado isostático en caliente? Desvelando las variables que controlan el tiempo del ciclo

















