En esencia, el prensado isostático en caliente (HIP) es un proceso de fabricación sofisticado que somete los componentes a alta temperatura y presión alta y uniforme simultáneamente. Esto se realiza dentro de una cámara de alta presión sellada utilizando un gas inerte, comúnmente argón, para eliminar la porosidad interna y consolidar los materiales, mejorando drásticamente sus propiedades mecánicas sin alterar su forma.
El prensado isostático en caliente no es simplemente un proceso de calentamiento; es un método de purificación interna. Al aplicar presión uniforme desde todas las direcciones a temperaturas elevadas, el HIP exprime eficazmente los vacíos internos y los defectos, transformando un componente estándar en una pieza de alto rendimiento y alta fiabilidad.

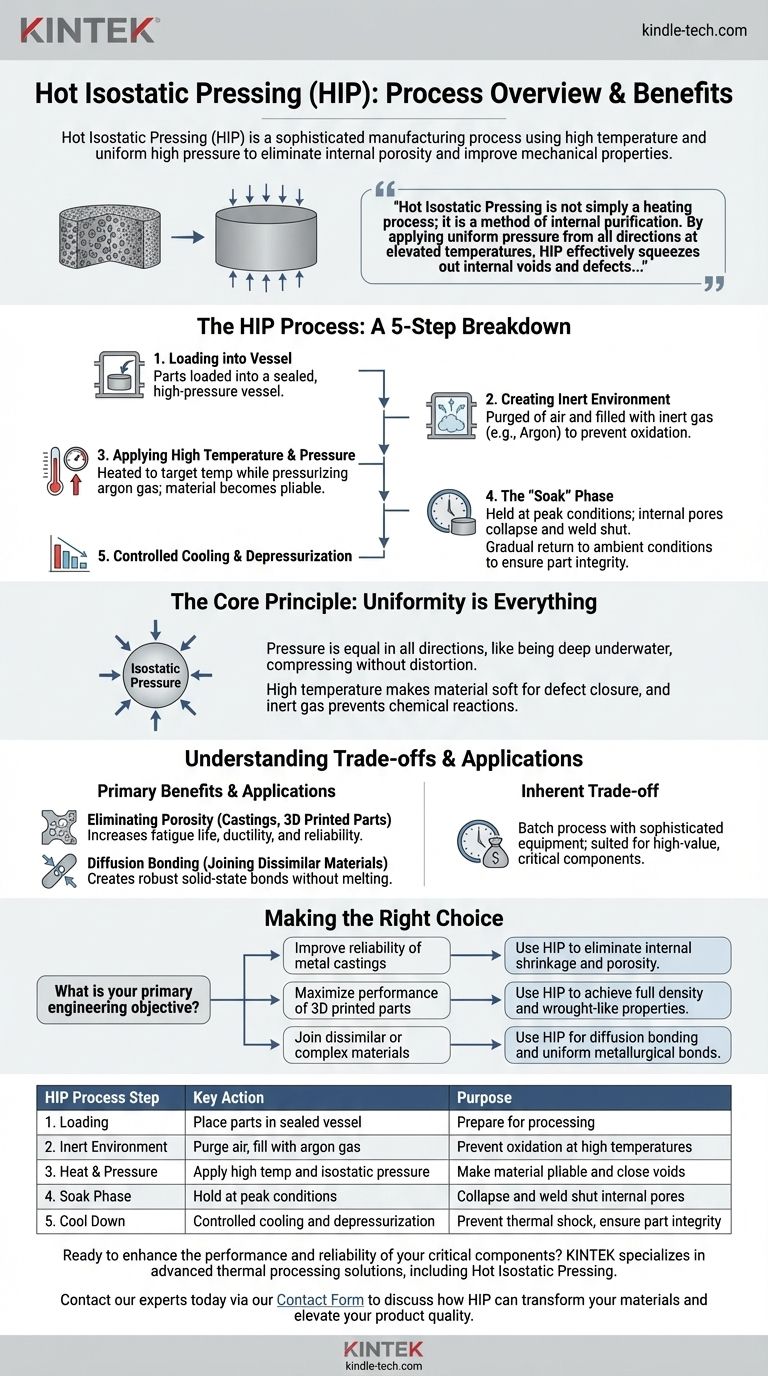
Cómo funciona el prensado isostático en caliente: un desglose paso a paso
El proceso HIP se controla meticulosamente de principio a fin. Cada paso se programa con precisión para lograr resultados específicos del material, dependiendo del componente y su aplicación prevista.
Paso 1: Carga en la cámara
Las piezas o componentes se cargan cuidadosamente en la cámara de presión de la unidad HIP. Esta cámara puede variar desde pequeñas unidades a escala de laboratorio hasta recipientes enormes capaces de contener toneladas de material.
Paso 2: Creación del entorno inerte
Una vez sellada, la cámara se purga de aire y se llena con un gas inerte, normalmente argón. Este gas es fundamental porque evita que el material se oxide o reaccione químicamente a las temperaturas extremas utilizadas en el proceso.
Paso 3: Aplicación de alta temperatura y presión
La cámara se calienta a la temperatura objetivo mientras el gas argón se presuriza simultáneamente. La temperatura reduce el límite elástico del material, haciéndolo maleable, mientras que la inmensa presión del gas actúa sobre cada superficie del componente.
Paso 4: La fase de "mantenimiento": donde ocurre la transformación
El componente se mantiene a la temperatura y presión máximas durante una duración especificada, a menudo denominada tiempo de "mantenimiento" (soak). Durante esta fase, la combinación de calor y presión hidrostática uniforme provoca el colapso y el cierre por soldadura de los poros y vacíos internos.
Paso 5: Enfriamiento controlado y despresurización
Una vez completado el mantenimiento, el sistema inicia un ciclo de enfriamiento y despresurización cuidadosamente controlado. Este retorno gradual a las condiciones ambientales es crucial para evitar el choque térmico y garantizar la integridad de la pieza recién densificada.
El principio fundamental: la uniformidad lo es todo
La parte "isostática" del nombre es la clave para comprender por qué este proceso es tan eficaz. Significa que la presión es igual en todas las direcciones.
Qué significa la presión "isostática"
Imagine un componente en las profundidades del océano. La presión del agua actúa sobre él uniformemente desde todos los ángulos posibles. El HIP crea un efecto similar utilizando gas a alta presión, asegurando que la pieza se comprima hacia adentro sin distorsionar su forma general.
El papel de la alta temperatura
La presión por sí sola no es suficiente. La alta temperatura hace que el material sea lo suficientemente blando como para que la presión del gas cierre físicamente los defectos internos, como la porosidad del gas o los vacíos de contracción que quedan de la fundición o la impresión 3D.
Por qué un gas inerte es fundamental
El uso de un gas como el argón garantiza que el medio de presión no sea reactivo. Si se utilizara aire normal, el oxígeno provocaría una oxidación grave en la superficie del material a temperaturas tan altas, arruinando el componente.
Comprensión de las compensaciones y aplicaciones
El HIP es una herramienta poderosa, pero su valor se entiende mejor en el contexto de sus aplicaciones principales y las compensaciones inherentes.
El beneficio principal: eliminación de la porosidad
El uso más común del HIP es para la densificación. Se aplica a piezas fundidas metálicas críticas y piezas fabricadas mediante fabricación aditiva (impresas en 3D) para eliminar la porosidad interna, lo que aumenta significativamente la vida a la fatiga, la ductilidad y la fiabilidad general.
Una aplicación clave: unión por difusión
El HIP se puede utilizar para unir dos o más materiales diferentes sin fundirlos. En la interfaz entre los materiales, el calor y la presión promueven la difusión atómica, creando una unión en estado sólido que a menudo es tan fuerte como los materiales base mismos.
La compensación inherente: coste y tiempo del proceso
El HIP es un proceso por lotes que requiere equipos sofisticados y costosos y puede tardar varias horas de principio a fin. Esto lo hace más adecuado para componentes de alto valor donde el rendimiento y la fiabilidad no son negociables.
Tomar la decisión correcta para su objetivo
Aplicar HIP debe ser una decisión deliberada basada en un objetivo de ingeniería claro.
- Si su enfoque principal es mejorar la fiabilidad de las piezas fundidas de metal: Utilice HIP para eliminar la contracción interna y la porosidad del gas, aumentando drásticamente la vida a la fatiga y la resistencia al impacto.
- Si su enfoque principal es maximizar el rendimiento de las piezas metálicas impresas en 3D: Utilice HIP como paso de posprocesamiento para lograr la densidad total y desbloquear propiedades mecánicas comparables a las de los materiales forjados.
- Si su enfoque principal es unir materiales disímiles o complejos: Utilice HIP para la unión por difusión para crear una unión metalúrgica robusta y uniforme sin los problemas asociados con la soldadura o la soldadura fuerte.
En última instancia, el prensado isostático en caliente le permite diseñar materiales desde el interior hacia afuera, garantizando la máxima densidad y rendimiento.
Tabla de resumen:
| Paso del proceso HIP | Acción clave | Propósito |
|---|---|---|
| 1. Carga | Colocar piezas en cámara sellada | Preparar para el procesamiento |
| 2. Entorno inerte | Purgar aire, llenar con gas argón | Prevenir la oxidación a altas temperaturas |
| 3. Calor y presión | Aplicar alta temperatura y presión isostática | Hacer el material maleable y cerrar vacíos |
| 4. Fase de mantenimiento | Mantener en condiciones pico | Colapsar y soldar los poros internos |
| 5. Enfriamiento | Enfriamiento controlado y despresurización | Prevenir el choque térmico, garantizar la integridad de la pieza |
¿Listo para mejorar el rendimiento y la fiabilidad de sus componentes críticos?
KINTEK se especializa en soluciones avanzadas de procesamiento térmico, incluido el prensado isostático en caliente, para ayudarle a lograr la máxima densidad de material y propiedades mecánicas superiores. Ya sea que trabaje con piezas fundidas de alto valor, piezas de fabricación aditiva o necesite unión por difusión, nuestra experiencia y equipo están diseñados para cumplir con las estrictas demandas de los laboratorios y la fabricación modernos.
Póngase en contacto con nuestros expertos hoy mismo a través de nuestro Formulario de contacto para analizar cómo el HIP puede transformar sus materiales y elevar la calidad de su producto.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Moldes de Prensado Isostático para Laboratorio
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
La gente también pregunta
- ¿Para qué se utiliza una prensa isostática? Logre una densidad uniforme y elimine defectos
- ¿Cómo mejoran las prensas isostáticas en caliente el rendimiento de los electrodos secos? Mejora la conductividad de las ASSB con calor y presión
- ¿Cuál es la función de una Prensa Isostática en Caliente (WIP) en las celdas de bolsa totalmente de estado sólido? Optimizar la Densidad de la Batería
- ¿Cuál es el proceso de prensado isostático? Lograr densidad uniforme y formas complejas
- ¿Qué ventajas ofrece una prensa isostática en caliente sobre una prensa uniaxial tradicional para láminas de electrolito Li6PS5Cl?

















