En el moldeo al vacío, no existe una única temperatura. En cambio, el proceso se basa en una serie de temperaturas controladas en diferentes etapas para producir una pieza de alta calidad. Lo más común es que las etapas clave de precalentamiento del molde y curado de la pieza se realicen en un horno ajustado entre 60°C y 80°C (140°F a 176°F), pero esto depende en gran medida del material específico que se utilice.
La clave es que la temperatura de moldeo al vacío no es un ajuste único, sino un perfil térmico controlado. El éxito depende de la gestión de tres etapas distintas: precalentamiento del molde, mezcla de resina y curado final, ya que cada una impacta directamente en el flujo, el detalle y las propiedades finales de su pieza.

Por qué la temperatura es más que un número
Pensar en la temperatura del moldeo al vacío como un solo valor es una simplificación excesiva común. En realidad, usted está gestionando un viaje térmico. Cada etapa tiene un propósito distinto que requiere un control preciso de la temperatura para un resultado exitoso.
Las tres zonas críticas de temperatura
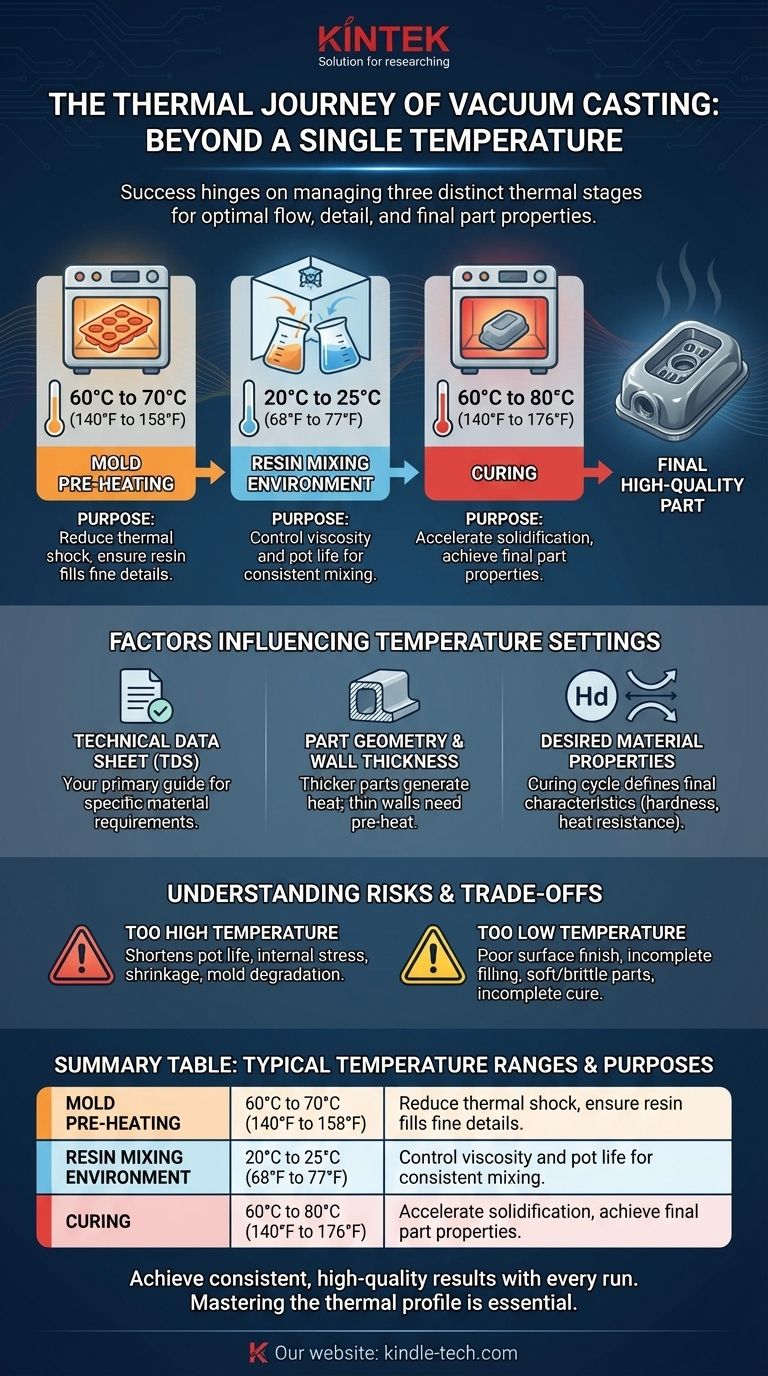
El proceso se entiende mejor dividiéndolo en sus tres fases térmicas.
- Precalentamiento del molde: Antes del moldeo, el molde de silicona se calienta en un horno. Esto se hace típicamente entre 60°C y 70°C. El objetivo principal es reducir el choque térmico sobre la resina líquida cuando se vierte, asegurando que permanezca fluida el tiempo suficiente para llenar cada detalle intrincado de la cavidad del molde.
- Ambiente de resina y mezcla: Las resinas de dos componentes (típicamente poliuretanos) se mezclan a una temperatura ambiente controlada, generalmente a temperatura ambiente estándar (20°C a 25°C). La consistencia aquí es clave, ya que la temperatura afecta significativamente la viscosidad inicial del material (espesor) y el tiempo de vida útil (el tiempo de trabajo antes de que comience a gelificarse).
- Curado: Después de verter la resina en el molde al vacío, todo el conjunto se vuelve a colocar en un horno para curar. Esta temperatura de curado, a menudo entre 60°C y 80°C, acelera la reacción química, permitiendo que la pieza se solidifique y adquiera sus propiedades mecánicas finales en cuestión de horas, no de días.
Analogía: Es como hornear un pastel
Piense en el proceso como hornear un pastel de alto rendimiento. Precalienta el horno (el molde) para asegurar una cocción uniforme. Mezcla sus ingredientes (la resina) a la temperatura adecuada para obtener la consistencia perfecta de la masa. Finalmente, lo hornea (cura la pieza) a una temperatura precisa durante un tiempo específico para asegurar que se asiente correctamente.
Factores que influyen en los ajustes de temperatura
El rango de 60-80°C es una guía general, pero las temperaturas óptimas para su proyecto dependen de varios factores críticos.
La Hoja de Datos Técnicos (TDS) es su guía
El documento más importante es la Hoja de Datos Técnicos (TDS) proporcionada por el fabricante de la resina. Este documento especifica las temperaturas y tiempos de precalentamiento y curado recomendados para ese material exacto. Desviarse de la TDS es un riesgo.
Geometría de la pieza y espesor de la pared
Las piezas más gruesas pueden generar un calor interno significativo a partir de la reacción exotérmica del curado de la resina. Esto puede requerir una temperatura de curado ligeramente más baja para evitar tensiones internas o deformaciones. Por el contrario, las piezas de pared muy delgada se benefician de un molde correctamente precalentado para asegurar que la resina fluya en cada característica antes de que comience a espesarse.
Propiedades del material deseadas
El ciclo de curado, tanto la temperatura como la duración, influye directamente en las propiedades finales de la pieza. Si necesita maximizar la dureza, la resistencia al calor o la flexibilidad, adherirse estrictamente al perfil de curado recomendado por el fabricante es innegociable.
Comprendiendo las compensaciones y los riesgos
Elegir la temperatura incorrecta en cualquier etapa introduce un riesgo significativo y puede llevar fácilmente a una pieza fallida.
El riesgo de una temperatura demasiado alta
Calentar el molde o curar la pieza a una temperatura demasiado alta puede causar una serie de problemas. Acorta drásticamente el tiempo de vida útil de la resina, lo que puede hacer que se gelifique antes de haber llenado el molde. También puede provocar tensiones internas, contracción y degradación prematura del propio molde de silicona.
El riesgo de una temperatura demasiado baja
Usar temperaturas demasiado bajas es igualmente problemático. Un molde insuficientemente calentado hará que la resina se enfríe y espese al contacto, lo que resultará en un acabado superficial deficiente y un llenado incompleto de los detalles finos. Una temperatura de curado insuficiente conducirá a un curado incompleto, dejando la pieza blanda, débil o quebradiza y sin las propiedades enumeradas en su hoja de datos.
El peligro oculto: la inconsistencia
Quizás el mayor riesgo sea la inconsistencia. Un proceso térmico estable y repetible es la base del moldeo al vacío de alta calidad. Las fluctuaciones en la temperatura ambiente o en los ajustes del horno darán lugar a resultados impredecibles de una pieza a otra.
Cómo determinar las temperaturas correctas para su proyecto
Utilice la hoja de datos del material como punto de partida y ajuste según su objetivo específico.
- Si su objetivo principal es capturar detalles finos: Priorice un precalentamiento exhaustivo del molde (por ejemplo, 65-70°C) para asegurar la menor viscosidad posible de la resina durante el vertido.
- Si su objetivo principal es lograr propiedades mecánicas específicas: Adhiérase estrictamente a la temperatura y duración de curado especificadas en la Hoja de Datos Técnicos del material.
- Si su objetivo principal es la velocidad de prototipado rápido: Podría usar el extremo superior del rango de curado recomendado para acelerar el proceso, pero tenga en cuenta las posibles compensaciones en la tensión interna.
En última instancia, dominar el control de la temperatura transforma el moldeo al vacío de un arte variable en una ciencia repetible.
Tabla resumen:
| Etapa | Rango de temperatura típico | Propósito clave |
|---|---|---|
| Precalentamiento del molde | 60°C a 70°C (140°F a 158°F) | Reduce el choque térmico, asegura que la resina llene los detalles finos |
| Mezcla de resina | 20°C a 25°C (68°F a 77°F) | Controla la viscosidad y el tiempo de vida útil para una mezcla consistente |
| Curado | 60°C a 80°C (140°F a 176°F) | Acelera la solidificación, logra las propiedades finales de la pieza |
Logre resultados consistentes y de alta calidad con cada ciclo de moldeo al vacío.
Dominar el perfil térmico es esencial para producir piezas con detalles finos y propiedades mecánicas precisas. KINTEK se especializa en equipos de laboratorio y consumibles que apoyan esta precisión, desde hornos confiables para un calentamiento y curado consistentes hasta materiales adecuados para sus necesidades específicas de prototipado o producción.
Permítanos ayudarle a perfeccionar su proceso. Contacte a nuestros expertos hoy para discutir sus requisitos de moldeo al vacío y descubra cómo nuestras soluciones pueden mejorar la eficiencia y la producción de su laboratorio.
Guía Visual