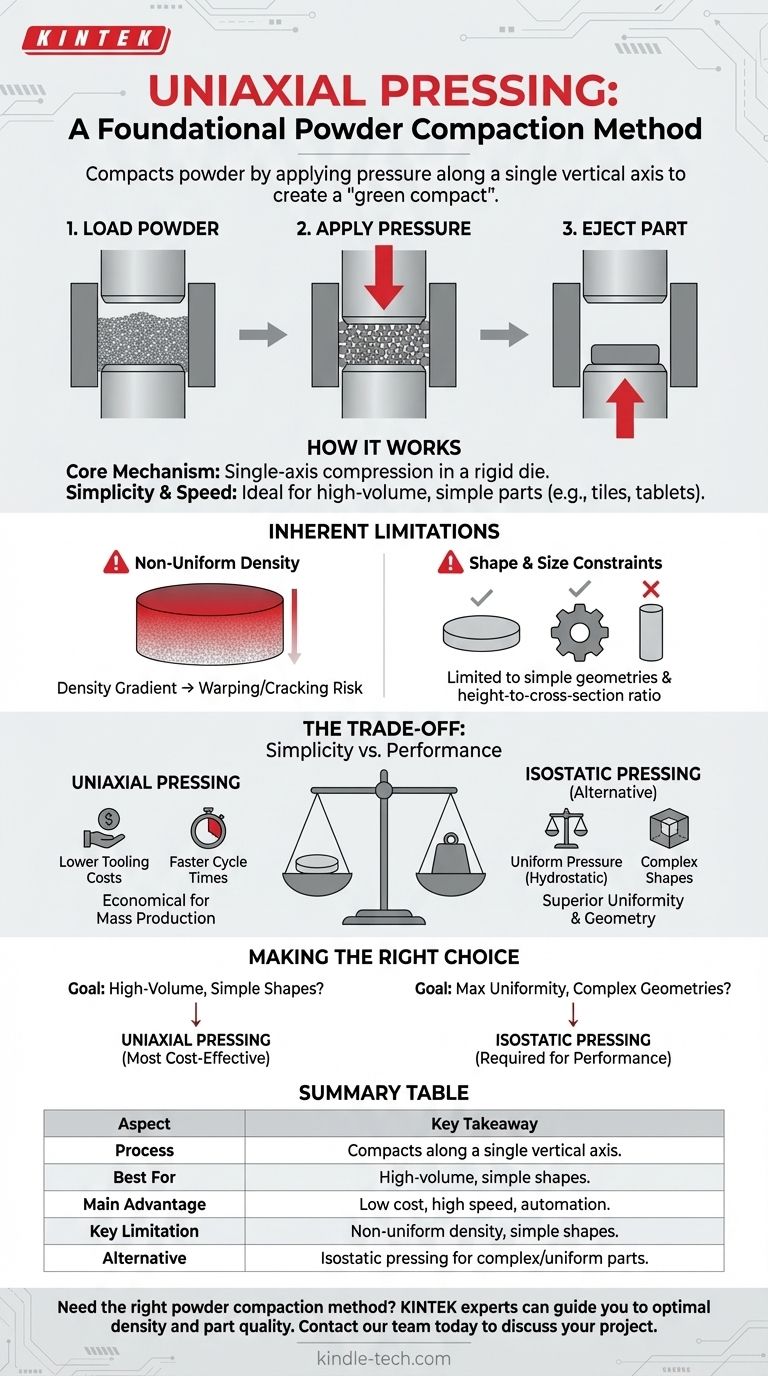
En términos más sencillos, el prensado uniaxial es un proceso de fabricación que compacta un polvo aplicando presión a lo largo de un único eje vertical. Esto se realiza típicamente confinando el polvo dentro de un molde rígido y luego comprimiéndolo con uno o más punzones móviles. El resultado es un objeto sólido preformado, a menudo llamado "compacto verde", que luego se expulsa del molde para su procesamiento posterior, como la sinterización.
El prensado uniaxial es un método fundamental de compactación de polvos valorado por su velocidad y bajo coste. Su característica definitoria —aplicar fuerza en una dirección— es tanto su mayor fortaleza para la producción sencilla y de gran volumen como su principal limitación, lo que genera problemas con la uniformidad de la densidad y la complejidad de la forma.

Cómo funciona el prensado uniaxial
El mecanismo central
El prensado uniaxial implica una acción mecánica directa. Se carga una cantidad precisa de polvo en una cavidad del molde, que define las dimensiones laterales de la pieza.
Uno o dos punzones rígidos se mueven entonces a lo largo de un único eje para comprimir el polvo. La altura final de la pieza está determinada por la distancia que recorren los punzones.
Simplicidad y velocidad
El movimiento de un solo eje hace que este proceso sea muy adecuado para la automatización y los ciclos rápidos. Esta simplicidad es una razón clave de su uso generalizado en la producción de grandes volúmenes de piezas relativamente sencillas, como baldosas cerámicas, tabletas farmacéuticas y componentes mecánicos básicos.
Las limitaciones inherentes de la presión de un solo eje
Los principales inconvenientes del prensado uniaxial derivan directamente de su naturaleza de eje único. La forma en que la fuerza se transmite a través de un polvo crea desafíos predecibles.
Densidad no uniforme
A medida que el punzón aplica presión, la fricción entre las partículas de polvo y las paredes del molde impide que la fuerza se distribuya uniformemente por todo el compacto.
Las partículas más cercanas al punzón móvil se compactan más densamente que las más alejadas. Esto crea un gradiente de densidad dentro de la pieza, lo que puede provocar deformaciones o grietas durante los pasos de calentamiento (sinterización) posteriores.
Restricciones de forma y tamaño
El prensado uniaxial se limita a formas que se pueden expulsar fácilmente del molde. Esto significa que las geometrías complejas con socavados o agujeros transversales no son posibles.
Además, existe un límite práctico para la relación entre la sección transversal y la altura de una pieza. Las piezas muy altas y delgadas son difíciles de producir porque la fricción de la pared del molde se vuelve demasiado significativa, lo que provoca una densidad muy pobre en el centro de la pieza.
Comprender las compensaciones: Simplicidad frente a rendimiento
La elección de un método de compactación implica equilibrar la eficiencia de fabricación con el rendimiento requerido del componente final. El prensado uniaxial presenta un conjunto claro de compensaciones en comparación con métodos más avanzados.
La ventaja: menor coste y complejidad
En comparación con alternativas como el prensado isostático (que aplica presión uniformemente desde todas las direcciones), el prensado uniaxial tiene costes de utillaje significativamente menores y menor complejidad de proceso.
La maquinaria es más sencilla y los tiempos de ciclo son más rápidos, lo que lo convierte en la opción más económica para la producción en masa de piezas adecuadas.
La desventaja: uniformidad comprometida
Las ventajas de coste y velocidad tienen el precio de la uniformidad. El prensado isostático supera las limitaciones clave del prensado uniaxial al aplicar presión hidrostáticamente, lo que da como resultado una compactación mucho más uniforme.
Esta presión uniforme permite la creación de formas más complejas y elimina las limitaciones de la relación altura-diámetro inherentes al proceso uniaxial.
Tomar la decisión correcta para su objetivo
Los requisitos específicos de su aplicación determinarán si el prensado uniaxial es el método apropiado.
- Si su principal objetivo es la producción de gran volumen de formas sencillas y planas: El prensado uniaxial es el método más rentable y eficiente disponible.
- Si su principal objetivo es lograr la máxima uniformidad de densidad o producir geometrías complejas: Debe buscar alternativas como el prensado isostático para cumplir con sus requisitos de rendimiento.
En última instancia, comprender el prensado uniaxial consiste en reconocer la compensación fundamental entre la eficiencia de fabricación y la complejidad geométrica de la pieza final.
Tabla de resumen:
| Aspecto | Conclusión clave |
|---|---|
| Proceso | Compacta el polvo a lo largo de un único eje vertical en un molde rígido. |
| Ideal para | Producción de gran volumen de formas sencillas (p. ej., baldosas, tabletas). |
| Principal ventaja | Bajo coste, alta velocidad y idoneidad para la automatización. |
| Limitación clave | Densidad no uniforme debido a la fricción de la pared del molde, lo que limita la complejidad de la pieza. |
| Alternativa | Prensado isostático para formas complejas y densidad uniforme. |
¿Necesita elegir el método de compactación de polvos adecuado para los materiales de su laboratorio?
En KINTEK, nos especializamos en equipos y consumibles de laboratorio, ayudándole a seleccionar la solución de prensado perfecta para su aplicación específica, ya sea para producción de gran volumen o geometrías complejas. Nuestros expertos pueden guiarle para lograr una densidad y calidad de pieza óptimas.
Póngase en contacto con nuestro equipo hoy mismo para analizar los requisitos de su proyecto y descubrir cómo KINTEK puede mejorar la eficiencia y los resultados de su laboratorio.
Guía Visual
Productos relacionados
- Molde de Prensado Bidireccional Redondo para Laboratorio
- Molde de Prensa Cilíndrico para Aplicaciones de Laboratorio
- Molde de Prensado Cilíndrico con Escala para Laboratorio
- Prensa Hidráulica Automática de Laboratorio para Prensa de Pastillas XRF y KBR
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
La gente también pregunta
- ¿Cómo usar un molde de prensa? Domina el arte de las formas cerámicas consistentes
- ¿Cuál es la función principal del prensado en molde para los polvos LAGP? Lograr electrolitos sólidos de alto rendimiento
- ¿Cuáles son las ventajas de utilizar moldes de grafito de prensado bidireccional en el prensado en caliente al vacío de composites de plata y diamante?
- ¿Cuál es el propósito de los dispositivos de presión especializados en las baterías de estado sólido de sulfuro? Garantizar la estabilidad quimiomecánica
- ¿Por qué se requieren moldes de presión con paredes interiores de resina no conductora para las pruebas de baterías? Garantizar la precisión de los datos

















