
El atractivo de la capacidad
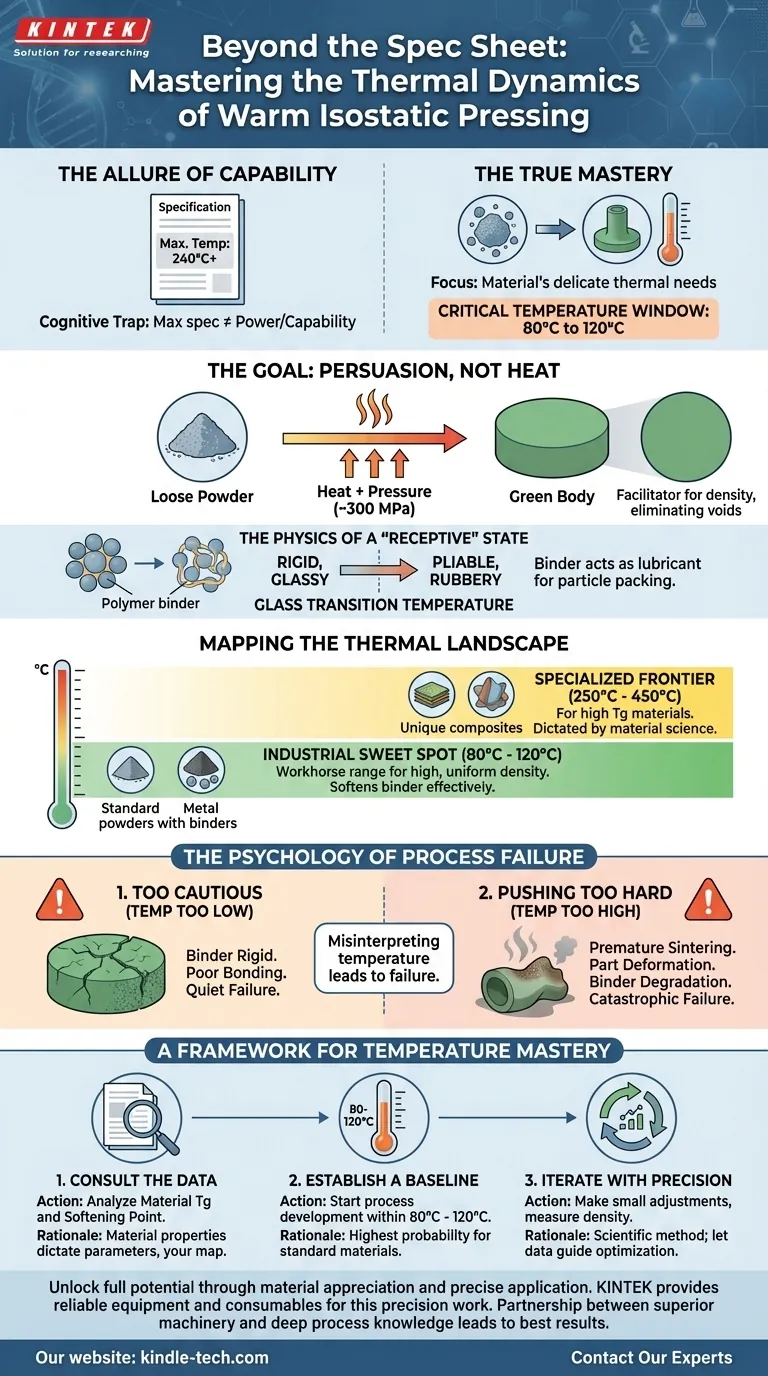
Cuando los ingenieros evalúan un nuevo equipo, a menudo se inclinan por la hoja de especificaciones. Una Prensa Isostática en Caliente (WIP) puede presumir de una temperatura máxima de 240 °C o superior, y el impulso psicológico inmediato es verlo como una medida de potencia o capacidad.
Esta es una sutil trampa cognitiva.
El verdadero dominio del prensado isostático en caliente no reside en utilizar el rango completo de la máquina, sino en comprender las delicadas necesidades térmicas del polvo que se está formando. La ventana de temperatura más crítica suele ser una banda estrecha y modesta: 80 °C a 120 °C.
El objetivo no es el calor, sino la persuasión
El propósito de la temperatura en un WIP no es cocinar ni derretir nada. Es persuadir.
El objetivo principal es crear un "cuerpo en verde", una pieza densa, uniforme y sin cocer, a partir de un polvo suelto. La presión por sí sola solo puede hacer mucho. El calor es el facilitador crucial, que hace que las partículas de polvo sean más plásticas y receptivas a la inmensa presión uniforme (a menudo alrededor de 300 MPa).
Piense en ello como convencer a las partículas para que encuentren su disposición más eficiente, eliminando los vacíos entre ellas.
La física de un estado "receptivo"
Para la mayoría de los materiales, especialmente cerámicas o polvos metálicos mezclados con un aglutinante polimérico, este estado de receptividad se logra justo por encima de su temperatura de transición vítrea.
Este es el punto en el que el material, en particular el aglutinante, pasa de un estado rígido y vítreo a uno más blando y gomoso. No se derrite; simplemente se vuelve lo suficientemente maleable como para fluir y deformarse, actuando como un lubricante que permite que las partículas de polvo primarias se deslicen unas sobre otras y se empaquen en una configuración increíblemente densa.
Este proceso es la base para una pieza más fuerte y consistente después de la etapa final de sinterización.
Mapeo del panorama térmico
La temperatura correcta no es un ajuste; es un destino determinado por completo por su material. Comprender el mapa térmico es clave para navegar el proceso con éxito.
El punto óptimo industrial: 80 °C - 120 °C
Este rango es el caballo de batalla de la industria. Es el clima ideal para la gran mayoría de los polvos cerámicos y metálicos que dependen de aglutinantes poliméricos. Proporciona suficiente energía térmica para ablandar eficazmente el aglutinante sin arriesgar la degradación del material. Operar dentro de esta ventana es el camino más corto para lograr una densidad alta y uniforme para la mayoría de las aplicaciones estándar.
La frontera especializada: 250 °C - 450 °C
Las temperaturas más altas no son una "mejora"; son un territorio diferente para materiales específicos. Ciertos polímeros especializados o compuestos únicos tienen una temperatura de transición vítrea mucho más alta y requieren más energía térmica para volverse maleables. Aventurarse en este rango es una elección deliberada dictada por la ciencia de los materiales, no por el deseo de "aumentar la potencia".
La psicología del fallo del proceso
Los dos modos de fallo más comunes en el prensado isostático en caliente son consecuencias directas de una mala interpretación del papel de la temperatura.
1. El coste de ser demasiado cauteloso (temperatura demasiado baja)
Si la temperatura es insuficiente, el aglutinante permanece demasiado rígido. Las partículas resisten la densificación. El resultado es un cuerpo en verde con una densidad baja o no uniforme, una unión de partículas deficiente y debilidades inherentes. Es un fallo silencioso: la pieza puede parecer bien, pero no funcionará. Esto a menudo se deriva del miedo a "sobrecalentar", lo que lleva a un proceso ineficaz y derrochador.
2. El peligro de forzar demasiado (temperatura demasiado alta)
Por el contrario, el calor excesivo es un fallo catastrófico. Si la temperatura sube demasiado, se cruza la línea de la persuasión a la coerción.
- Sinterización prematura: Las partículas de polvo comienzan a fusionarse, lo cual es un proceso que solo debe ocurrir en un horno de sinterización dedicado.
- Deformación de la pieza: El material se vuelve demasiado blando y puede deformarse bajo presión.
- Degradación del aglutinante: Los aglutinantes orgánicos pueden quemarse o degradarse, comprometiendo la integridad estructural de toda la pieza.
Este es un caso clásico de "más no es mejor". Es un intento de resolver un problema de precisión con fuerza bruta, y casi siempre termina en fracaso.
Un marco para el dominio de la temperatura
Lograr resultados consistentes y de alta calidad de su WIP es una cuestión de disciplina sistemática, no de conjeturas. Requiere tratar la temperatura como la variable de control crítica que es.
| Paso | Acción | Racional |
|---|---|---|
| 1. Consultar los datos | Analizar la ficha técnica del material para conocer su temperatura de transición vítrea (Tg) y su punto de reblandecimiento. | Este es su mapa. Sin él, navega a ciegas. Las propiedades del material dictan los parámetros del proceso, no al revés. |
| 2. Establecer una línea de base | Para cerámicas o metales estándar con aglutinantes, comience el desarrollo del proceso dentro del rango de 80 °C a 120 °C. | Este es el punto de partida con mayor probabilidad de éxito, basado en décadas de práctica industrial. |
| 3. Iterar con precisión | Realice pequeños ajustes incrementales de temperatura y mida meticulosamente la densidad e integridad de cada pieza resultante. | Este es el método científico aplicado a la fabricación. Documente todo. Deje que los datos le guíen hacia el ajuste óptimo para su mezcla de polvos específica. |
En última instancia, desbloquear todo el potencial del prensado isostático en caliente proviene de la apreciación de un ingeniero por el material en sí. El equipo es una herramienta poderosa, pero la verdadera experiencia reside en saber exactamente cómo aplicarla. En KINTEK, proporcionamos el equipo de laboratorio y los consumibles fiables que forman la base de este trabajo de precisión. Creemos que los mejores resultados provienen de una asociación entre maquinaria superior y un profundo conocimiento del proceso.
Si está listo para ir más allá de la hoja de especificaciones y lograr un verdadero dominio de su proceso de densificación, Contacte con Nuestros Expertos.
Guía Visual
Productos relacionados
- Prensa isostática en caliente para investigación de baterías de estado sólido
- Máquina de Prensa Isostática en Frío de Laboratorio Eléctrico CIP para Prensado Isostático en Frío
- Máquina de prensa isostática en frío de laboratorio eléctrico dividida para prensado isostático en frío
- Prensa Isostática en Frío Automática de Laboratorio CIP Máquina de Prensado Isostático en Frío
- Máquina manual de prensado isostático en frío CIP Prensadora de pastillas
Artículos relacionados
- Elegir la prensa isostática caliente adecuada: Factores clave a tener en cuenta
- Descripción general completa de la prensa isostática caliente y sus aplicaciones
- WIP – Equipo de prensa isostática en caliente: diseño, características y beneficios
- Exploración de las capacidades y aplicaciones del prensado isostático en caliente (WIP)
- Una guía para elegir la temperatura adecuada para la prensa isostática en caliente

















