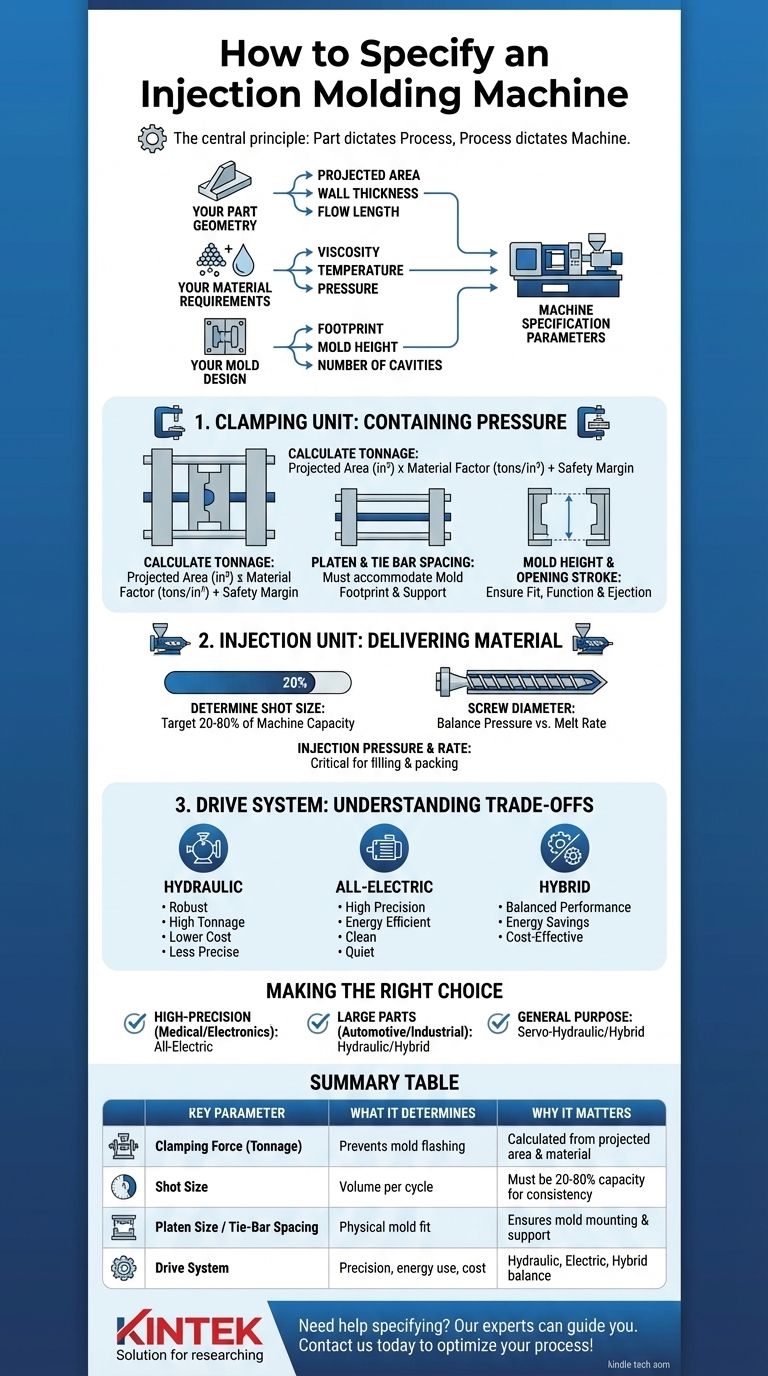
Para especificar una máquina de moldeo por inyección, debe definir cuatro parámetros principales determinados por el diseño de su pieza y molde: fuerza de cierre (tonelaje), tamaño de la inyección, tamaño de la placa/separación entre barras de sujeción y el tipo de sistema de accionamiento (hidráulico, eléctrico o híbrido). Estas especificaciones aseguran que la máquina pueda sujetar físicamente su molde, inyectar la cantidad correcta de plástico y producir piezas que cumplan con sus requisitos de calidad, costo y volumen.
El principio central de la especificación de la máquina es que la pieza dicta el proceso y el proceso dicta la máquina. No puede seleccionar la máquina correcta sin realizar primero un análisis detallado de la geometría de su pieza, la resina plástica que utilizará y el diseño del molde en sí.

La base: primero la pieza y el molde, luego la máquina
Antes de que pueda siquiera mirar un catálogo de máquinas, debe tener una comprensión clara del componente que pretende producir. Cada especificación de la máquina fluye directamente de las demandas de su aplicación específica.
Análisis de la geometría de su pieza
La forma y el tamaño físicos de su pieza son los impulsores principales. Preste mucha atención a su área proyectada: el área total de la sombra de la pieza cuando se mira desde la dirección de apertura del cierre. Este es el factor más importante para calcular la fuerza de cierre requerida.
Además, considere el espesor de pared y la longitud de flujo de la pieza. Las piezas de pared delgada o aquellas con trayectorias de flujo largas y complejas requieren presiones y velocidades de inyección más altas para llenarse por completo antes de que el plástico se congele.
Comprensión de los requisitos de su material
Las diferentes resinas plásticas se comportan de manera diferente. Un material de alta viscosidad como el policarbonato (PC) requiere significativamente más presión de inyección para llenar un molde que un material de baja viscosidad como el polipropileno (PP).
Cada material también tiene una ventana de procesamiento específica para temperatura y presión, que la unidad de inyección de la máquina debe ser capaz de mantener de manera constante.
Consideración del diseño de su molde
El tamaño físico del molde, o su huella, determina el tamaño de placa requerido. El grosor del molde dicta el rango de altura del molde que la máquina debe acomodar.
Además, el número de cavidades en el molde afecta directamente tanto la fuerza de cierre requerida (más cavidades = mayor área proyectada) como el tamaño de inyección necesario.
Especificación de la unidad de cierre: contención de la presión
El trabajo de la unidad de cierre es mantener las dos mitades del molde cerradas contra la inmensa fuerza generada por la unidad de inyección.
Cálculo de la fuerza de cierre (tonelaje)
Esta es la especificación principal de cualquier máquina. Un tonelaje insuficiente permitirá que el molde se abra (flash), creando piezas defectuosas y potencialmente dañando la herramienta.
El cálculo básico es Área Proyectada (pulg²) x Factor de Material (toneladas/pulg²). El factor de material es una regla general, que generalmente oscila entre 2 y 8 toneladas por pulgada cuadrada dependiendo de la viscosidad del material y la complejidad de la pieza. Por ejemplo, una pieza simple de PP podría necesitar 2-3 toneladas/pulg², mientras que una pieza delgada de PC podría necesitar 5 toneladas/pulg² o más.
Siempre agregue un margen de seguridad de al menos 10-20% a su tonelaje calculado.
Adaptación de la huella del molde: tamaño de la placa y separación entre barras de sujeción
El molde debe caber físicamente dentro de la máquina. Las barras de sujeción son los cuatro postes grandes que conectan las placas estacionaria y móvil. La distancia entre las barras de sujeción (horizontal y vertical) define las dimensiones máximas del molde que se pueden montar.
El tamaño general de la placa también es importante, ya que debe ser lo suficientemente grande para soportar adecuadamente toda la base del molde.
Garantía de ajuste y función: altura del molde y carrera de apertura
La altura del molde es la capacidad de la máquina para manejar un rango específico de espesores de molde. El grosor de su molde debe estar entre el mínimo y el máximo especificados por la máquina.
La carrera de apertura es la distancia máxima que puede recorrer la placa móvil. Esta carrera debe ser lo suficientemente grande para permitir que la pieza terminada sea expulsada y liberada del molde, a menudo por un robot.
Especificación de la unidad de inyección: suministro del material
La unidad de inyección es responsable de fundir la resina plástica e inyectarla en la cavidad del molde con precisión y potencia.
Determinación del tamaño de la inyección
El tamaño de la inyección es el volumen máximo (a menudo expresado como peso en onzas o gramos para un material específico como el poliestireno) de plástico que la máquina puede inyectar en un ciclo.
El peso total de su inyección (pieza(s) + sistema de canalización) idealmente debe estar entre el 20% y el 80% de la capacidad máxima de inyección de la máquina. Usar menos del 20% puede provocar la degradación de la resina debido a un tiempo de residencia excesivo en el barril. Usar más del 80% corre el riesgo de inyecciones inconsistentes y un control deficiente del proceso.
El papel del diámetro del husillo
El husillo es el corazón de la unidad de inyección. Un husillo de menor diámetro puede generar una mayor presión de inyección, pero tiene una menor tasa de fusión. Un husillo de mayor diámetro proporciona una mayor tasa de fusión y capacidad de plastificación, pero a presiones máximas más bajas. La elección es un equilibrio basado en su material y las necesidades de tiempo de ciclo.
Presión y tasa de inyección
La presión máxima de inyección es la fuerza que la máquina puede ejercer para empujar el material hacia el molde. Como se mencionó, los materiales de alta viscosidad y las piezas de pared delgada requieren presiones más altas.
La tasa (o velocidad) de inyección es la rapidez con la que se puede suministrar ese material. Esto es fundamental para las piezas en las que el plástico podría enfriarse y solidificarse antes de que el molde se llene por completo.
Comprensión de las compensaciones: hidráulica frente a eléctrica frente a híbrida
El sistema de accionamiento es una elección fundamental que afecta la precisión, el uso de energía y el costo.
El caso de las máquinas hidráulicas
Las máquinas hidráulicas son los caballos de batalla tradicionales de la industria. Ofrecen fuerzas de cierre muy altas, son robustas, duraderas y tienen un precio de compra inicial más bajo. Son excelentes para piezas grandes y menos complejas donde la precisión final no es la principal preocupación.
La precisión de las máquinas totalmente eléctricas
Las máquinas totalmente eléctricas utilizan servomotores de alta precisión en lugar de sistemas hidráulicos. Esto proporciona una repetibilidad, precisión y eficiencia energética excepcionales. También son mucho más silenciosas y limpias, lo que las convierte en el estándar para aplicaciones médicas, electrónicas y otras de alta precisión.
El enfoque equilibrado: máquinas híbridas
Las máquinas híbridas combinan tecnologías, generalmente utilizando un accionamiento de husillo eléctrico para una fusión e inyección de precisión, junto con un cierre hidráulico para un tonelaje potente y rentable. Ofrecen un equilibrio atractivo de rendimiento, ahorro de energía y precio.
Tomar la decisión correcta para su objetivo
Seleccionar una máquina es un proceso de alinear las capacidades con sus objetivos de fabricación específicos.
- Si su enfoque principal son piezas médicas o electrónicas de alta precisión: Una máquina totalmente eléctrica es la opción superior por su repetibilidad inigualable y su funcionamiento limpio.
- Si su enfoque principal son piezas grandes para automóviles, electrodomésticos o industriales: Una máquina hidráulica o híbrida grande proporcionará la fuerza de cierre y la durabilidad necesarias en un paquete rentable.
- Si su enfoque principal es el moldeo de propósito general con un equilibrio entre costo y rendimiento: Una máquina servohidráulica moderna o una máquina híbrida ofrecen una excelente combinación de eficiencia energética y capacidad.
Al comenzar con su pieza y definir sistemáticamente estos parámetros, transforma la selección de la máquina de una suposición a una decisión de ingeniería precisa.
Tabla de resumen:
| Parámetro clave | Lo que determina | Por qué es importante |
|---|---|---|
| Fuerza de cierre (Tonelaje) | Previene la apertura del molde (flash) | Se calcula a partir del área proyectada de la pieza y el material |
| Tamaño de inyección | Volumen de plástico por ciclo | Debe ser del 20 al 80% de la capacidad de la máquina para lograr consistencia |
| Tamaño de placa / Separación entre barras de sujeción | Ajuste físico del molde | Asegura que el molde se pueda montar y soportar |
| Sistema de accionamiento | Precisión, uso de energía, costo | Hidráulico (robusto), Eléctrico (precisión), Híbrido (equilibrado) |
¿Necesita ayuda para especificar la máquina de moldeo por inyección perfecta para su laboratorio o línea de producción? KINTEK se especializa en equipos de laboratorio y consumibles, sirviendo a las necesidades de laboratorio con precisión y confiabilidad. Nuestros expertos pueden guiarlo a través del proceso de selección para asegurar que obtenga una máquina que coincida con la geometría de su pieza, el material y los requisitos de volumen. Contáctenos hoy para optimizar su proceso de moldeo por inyección y lograr una calidad de pieza superior.
Guía Visual
Productos relacionados
- Máquina de moldeo por inyección pequeña para uso en laboratorio
- Molde de Prensa Infrarroja de Laboratorio
- Molde de prensa infrarroja de laboratorio sin desmoldeo para aplicaciones de laboratorio
- Prensa de Anillo para Aplicaciones de Laboratorio
- Molde de Prensado Antirrotura para Uso en Laboratorio
La gente también pregunta
- ¿Cuál es la importancia de la máquina de moldeo por inyección? Desbloqueando la fabricación de precisión y de gran volumen
- ¿Cuál es la aplicación de la máquina de moldeo por inyección? Impulsando la producción en masa de piezas complejas
- ¿Qué industria utiliza el moldeo por inyección? Desde la medicina hasta la automoción, está en todas partes
- ¿Cuáles son los 5 pasos del moldeo por inyección? Una guía para una producción eficiente y de alta calidad
- ¿Qué máquina fabrica moldes? Máquinas de moldeo por inyección para producción en masa



















